一种微型断路器分料机构的制作方法
本技术涉及微型断路器加工,具体为一种微型断路器分料机构。
背景技术:
1、在对微型断路器进程扫码、激光打标上料加工工序中,微型断路器后面的一个工序是要对其进行激光打标,做产品标识,由于微型断路器的产品类型多,同一个机台给不同类别的产品打标识,因此需要先分料,将提前设定好准备打标的产品区分出来,再上料,然后,再将准备打标的产品按特定数量精准的推到打标机的范围内给产品打标,现有在对微型断路器打标领域中,有用过机器人抓料打标,机器人成本高,需要的空间大,也加大了加工材料成本,软件程序技术成本也高,后期维修保养成本也不低,节拍慢,有的在为不同型号产品打标时,需要换型,进行拆卸零件,这样时间、材料都浪费,因此我们对现有的微型断路器分料机构进行改进。
技术实现思路
1、本实用新型的目的在于提供一种微型断路器分料机构,以解决上述背景技术提出的问题。
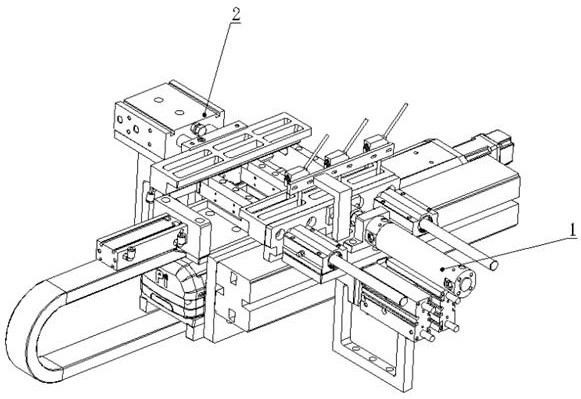
2、为实现上述目的,本实用新型提供如下技术方案:一种微型断路器分料机构,包括进料机构和打标夹具,所述进料机构包括第一气缸,且第一气缸的两侧分别设置有第二气缸和第三气缸,所述第二气缸的输出端两侧设置有直线轴承,所述直线轴承远离第一气缸的一侧设置有第一到位检测光电,且第一到位检测光电的内侧设置有第二到位检测光电,所述第二到位检测光电的一侧设置有第三到位检测光电,所述打标夹具设置在进料机构的对面,且打标夹具包括伺服模组,所述伺服模组的输出端分别设置有第四气缸、第五气缸和第六气缸,所述第六气缸的一端设置有第一中间定隔板,且第一中间定隔板的一侧设置有第二中间定隔板,所述第二中间定隔板靠近伺服模组的一侧设置有夹紧右侧板。
3、优选的,所述直线轴承的下方分别设置有打标隔分块二和打标隔分块一,且打标隔分块二和打标隔分块一的表面均设置有沉孔磁铁。
4、优选的,所述直线轴承设置有两个,所述直线轴承关于第一气缸的中心线呈对称分布。
5、优选的,所述第一中间定隔板的内壁设置有第二中间隔板,所述第二中间定隔板的内壁设置有第一中间隔板。
6、优选的,所述第二中间隔板远离第一中间定隔板的一侧设置有夹紧左侧板。
7、优选的,所述夹紧左侧板的一侧与第六气缸的输出端相连接。
8、与现有技术相比,本实用新型的有益效果是:该微型断路器分料机构,在进料机构内一次上三个产品并进行分隔,沉孔磁铁对产品进行吸附,当检测到三个腔的料全部到位时,通过打标夹具内设置的活动腔对三个产品夹紧,随后伺服模组将打标夹具移动至打标机的范围内逐一进行打标,通过该分料机构在上三个产品的同时可兼容1p/2p/3p产品,加快了节拍,也保证了打标位置精确无误。
技术特征:
1.一种微型断路器分料机构,包括进料机构(1)和打标夹具(2),其特征在于:
2.根据权利要求1所述的一种微型断路器分料机构,其特征在于:所述直线轴承(104)的下方分别设置有打标隔分块二(109)和打标隔分块一(110),且打标隔分块二(109)和打标隔分块一(110)的表面均设置有沉孔磁铁(108)。
3.根据权利要求2所述的一种微型断路器分料机构,其特征在于:所述直线轴承(104)设置有两个,所述直线轴承(104)关于第一气缸(101)的中心线呈对称分布。
4.根据权利要求1所述的一种微型断路器分料机构,其特征在于:所述第一中间定隔板(205)的内壁设置有第二中间隔板(209),所述第二中间定隔板(206)的内壁设置有第一中间隔板(208)。
5.根据权利要求4所述的一种微型断路器分料机构,其特征在于:所述第二中间隔板(209)远离第一中间定隔板(205)的一侧设置有夹紧左侧板(210)。
6.根据权利要求5所述的一种微型断路器分料机构,其特征在于:所述夹紧左侧板(210)的一侧与第六气缸(204)的输出端相连接。
技术总结
本技术公开了一种微型断路器分料机构,包括进料机构和打标夹具,所述进料机构包括第一气缸,且第一气缸的两侧分别设置有第二气缸和第三气缸,所述第二气缸的输出端两侧设置有直线轴承,所述直线轴承远离第一气缸的一侧设置有第一到位检测光电,所述打标夹具设置在进料机构的对面,且打标夹具包括伺服模组。该微型断路器分料机构,在进料机构内一次上三个产品并进行分隔,沉孔磁铁对产品进行吸附,当检测到三个腔的料全部到位时,通过打标夹具内设置的活动腔对三个产品夹紧,随后伺服模组将打标夹具移动至打标机的范围内逐一进行打标,通过该分料机构在上三个产品的同时可兼容1P/2P/3P产品,加快了节拍,也保证了打标位置精确无误。
技术研发人员:王雅东,陆小海,胡瑞超
受保护的技术使用者:无锡锐思智能焊接装备有限公司
技术研发日:20230825
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!