履带梁组焊工装的制作方法
本技术涉及履带梁焊接领域,特别是涉及履带梁组焊工装。
背景技术:
1、履带是指用链轮或齿轮相互啮合,由马达带动链条或齿轮运动,从而驱动履带车辆前进的装置。履带广泛应用于农业、工业、采矿、建筑、军事等领域。履带在使用前,需要在两个履带之间均匀焊接上履带梁,从而将两个履带连接起来,实现履带车的前进与运输功能。然而履带体积与重量较大,因此需要特定的组焊工装对履带之间焊接履带梁。
2、在现有的履带梁组焊工装中,如公告号为cn210254876 u的中国专利,公开了一种工程机械履带纵梁组焊工装,具体的,分别打开两个第一顶盖和第二顶盖,自下而上分别将四个钢板的两端分别放置于第一外壳内部的夹槽和第二外壳内部的夹槽,使四个钢板的中部均置于锁紧框的内部,然后通过连接螺栓将两个第一顶盖和第二顶盖固定,通过电动推杆开关使型号可为xdha12的电动推杆的伸缩杆伸长,电动推杆的伸缩杆往第一外壳方向推动第二外壳,对四个钢板加固,若是发现四个钢板之间稳定性不足,取出固定螺栓,使固定螺栓穿过螺纹孔挤压钢板,对钢板加固,然后开始将四个钢板焊接为纵梁,焊接结束后,通过电动推杆开关使电动推杆的伸缩杆收缩,第二外壳与纵梁的一端分离,打开第二顶盖,往第二外壳方向移动纵梁,使其另一端与第一外壳分离,即可将纵梁取出,然后对其漏焊部分进行焊接。
3、上述现有技术也能够实现对履带梁的组焊功能,但一方面,上述现有技术对履带梁焊接时,需连续对履带梁进行上料,不能同步实现对履带梁的上料与焊接功能,降低了焊接效率;另一方面,上述现有技术在对履带梁进行焊接的过程中,不能实现焊接端头的连续晃动功能,焊接过程容易出现漏焊的现象,使得焊接不充分;基于此,在现有的履带梁的组焊工装之上还有改进空间。
技术实现思路
1、为了能够实现自动连续将履带梁焊接在两个履带之间的功能,提高了焊接效率,同时在焊接的过程中,通过焊接端头架的晃动实现对履带梁的充分焊接,防止出现漏焊的现象。
2、本技术提供的履带梁组焊工装采用如下的技术方案:
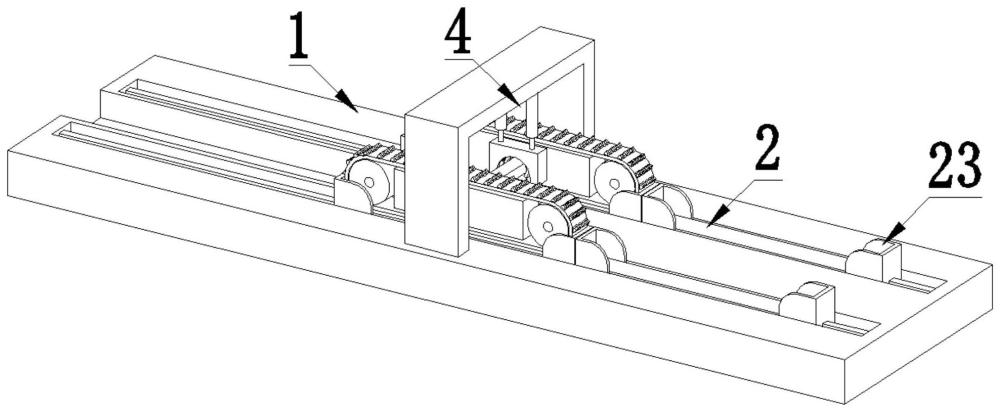
3、履带梁组焊工装,包括:底板架,其为矩形结构,底板架中部左侧设置有输料槽;移动模块,其对称安装在底板架中部上端,移动模块用于对履带进行左右移动;推料模块,其安装在输料槽内,推料模块用于对履带梁进行上料;焊接模块,其安装在底板架上方,焊接模块呈u型结构,焊接模块用于将履带梁逐一焊接在两个履带之间。
4、通过采用上述技术方案,首先调节移动模块,使得移动模块位于底板架一侧,通过吊运的方式将履带梁放置在移动模块上端,再次调节移动模块,使得履带梁位于焊接模块正下方,随后推料模块均匀将履带梁向上推料,当履带梁运动到与两个履带侧面正中心位置紧贴时,焊接模块向下运动首先对履带梁一侧进行焊接,焊接完毕后,焊接模块运动到履带梁另一侧,从而实现将履带梁充分焊接在履带上;当其中一个履带梁焊接完毕后,左右调节移动模块,从而对两个履带之间均匀焊接履带梁,实现两个履带之间的紧密连接,防止履带在使用过程中出现断开的现象;当两个履带之间所有履带梁焊接结束后,调节移动模块,从而对待焊接的履带之间焊接履带梁,此时可对焊接完毕的履带进行下料,下料完毕后继续对履带进行上料,以此重复,实现对履带梁的自动连续焊接功能。
5、优选的,所述移动模块包括矩形导轨架、滑动架和定位架,所述底板架上端设置有矩形槽,矩形槽内安装有矩形导轨架,矩形导轨架上滑动设置有滑动架,滑动架数量为多个,滑动架上放置有履带,滑动架下端安装有滑块一,矩形导轨架上安装有与滑块一相配合的电动滑块一,滑动架滑动架上对称安装有定位架,定位架内端面为弧形结构。
6、通过采用上述技术方案,当需要对履带上焊接履带梁时,通过吊运的方式将履带放置在滑动架上,此时定位架可保证履带处于滑动架上端中心位置,利于对履带上焊接履带梁,随后电动滑块一带动其中一个滑动架沿矩形导轨架移动到焊接模块正下方,利于焊接模块对履带梁的准确焊接;当履带上的所有履带梁焊接完毕后,电动滑块一带动滑动架移动到底板架一侧,此时矩形导轨架上另外一个滑动架位于焊接模块正下方,利于焊接模块对履带梁的继续焊接;同时通过吊车将滑动架上焊接完毕的履带进行下料,随后对未焊接的履带进行上料,从而实现对履带梁的连续焊接。
7、优选的,所述推料模块包括输料传送带和推料气缸,所述输料槽中部安装有输料传送带,输料传送带上均匀放置有履带梁,输料传送带两侧对称安装有推料气缸,推料气缸位于焊接模块正下方。
8、通过采用上述技术方案,移动模块带动两个履带运动到焊接模块正下方,输料传送带带动履带梁向后输送,当履带梁运动到焊接模块正下方时,推料气缸同步向上推料,从而将履带梁推送到两个履带之间,此时履带梁两端面与两个履带之间紧贴,利于对履带与履带梁之间的充分焊接,随后焊接模块对履带梁进行转动焊接。
9、优选的,所述焊接模块包括龙门架、滑块二、驱动气缸、伸缩架和焊接单元,所述底板架上方中部安装有龙门架,龙门架中部设置有滑动槽,滑动槽内安装有电动滑块二,电动滑块二上滑动设置有滑块二,滑块二下端对称安装有驱动气缸,驱动气缸端部安装有伸缩架,伸缩架截面为u型结构,伸缩架内部为空心结构,伸缩架内安装有焊接单元。
10、通过采用上述技术方案,当推料模块将履带梁推送到两个履带之间紧贴时,此时伸缩架位于龙门架一侧,驱动气缸带动伸缩架向下运动,直至伸缩架将履带梁包裹住,此时履带梁位于伸缩架中心位置,随后伸缩架围绕履带梁转动,同时对履带与履带梁之间进行充分焊接;当履带梁一侧焊接完毕后,电动滑块二带动滑块二和伸缩架运动到龙门架另外一侧,利于对履带梁另外一侧进行焊接;当履带梁两侧焊接完毕后,移动模块带动履带左右移动,从而对履带之间连续焊接履带梁。
11、优选的,所述焊接单元包括转动架、驱动机构、隔板架、弧形导轨架、焊接机构和转动机构,所述伸缩架中部对称安装有转动架,转动架截面呈c型结构,伸缩架中部安装有隔板架,隔板架外侧与伸缩架之间安装有驱动机构,隔板架内端面呈c型结构,隔板架上设置有弧形滑槽,转动架内端面上安装有与弧形滑槽相配合的弧形导轨架,转动架两端对称安装有焊接机构,转动架中部安装有转动机构,焊接机构与转动机构相配合。
12、通过采用上述技术方案,当伸缩架运动到履带梁外端时,驱动机构带动转动架绕着履带梁转动,此时弧形导轨架滑动在隔板架上,保证转动架的稳定转动,在转动的过程中焊接机构对履带与履带梁之间进行焊接,同时转动机构带动焊接机构的晃动,提高焊接机构的焊接面积,从而实现对履带梁的充分均匀焊接。
13、优选的,所述驱动机构包括电机、齿轮和弧形齿条板,所述伸缩架中部均匀安装有齿轮,伸缩架侧壁内安装有电机,电机输出轴与齿轮相连接,转动架外端安装有弧形齿条板,齿轮与弧形齿条板相啮合。
14、通过采用上述技术方案,当伸缩架运动到履带梁外端时,启动电机,电机带动转动架绕着履带梁转动,通过齿轮与弧形齿条板相啮合带动转动架转动,从而实现对履带梁的转动焊接功能。
15、优选的,所述焊接机构包括固定架、滚轴、滑动杆、伸缩弹簧、套管、连接管、焊接端头架和复位弹簧,所述转动架外端安装有固定架,固定架内部为空心结构,固定架中部滑动设置有滑动杆,滑动杆下端安装有滚珠,固定架内对称安装有滚轴,滚轴为均匀设置,滑动杆与固定架之间安装有伸缩弹簧,滑动杆上端通过螺钉安装有焊接端头架,焊接端头架为倾斜放置,固定架外端安装有套管,套管内壁上设置有环形槽,环形槽为倾斜布置,套管外端通过轴承安装有连接管,连接管通过螺钉与转动架相连接,套管与转动架之间对称安装有复位弹簧。
16、通过采用上述技术方案,当驱动机构带动转动架绕着履带梁转动的过程中,滑动杆下端的滚珠滑动在履带梁外端面上,从而带动焊接端头架下端部始终对准履带与履带梁的缝隙处,从而实现对履带梁的准确充分焊接;当滑动杆滑动在履带梁表面的过程中,滑动杆在固定架中部上下滑动,滚轴可减小滑动杆与固定架之间的摩擦力,利于滑动杆的迅速滑动,从而带动焊接端头架同步上下运动,保证了焊接端头架与履带梁之间的间距始终一致,利于对履带梁的均匀焊接;同时通过转动机构转动带动套管在连接管中部移动,从而带动固定架和焊接端头架晃动,进而实现焊接端头架对履带梁的充分焊接。
17、优选的,所述套管内壁上设置有环形槽,环形槽为倾斜布置,环形槽内滑动设置有顶杆,顶杆安装在转动机构端部。
18、通过采用上述技术方案,转动机构转动的过程中,顶杆滑动在环形槽内,从而带动套管内外滑动,实现焊接端头架的晃动功能。
19、优选的,所述转动机构包括输送带、导向辊、转动辊、齿轮二、连接辊和c型齿条板,所述转动架内部设置有弧形槽,弧形槽内均匀安装有导向辊,导向辊之间均匀安装有转动辊,导向辊与转动辊之间安装有输送带,输送带与弧形槽内壁之间均匀安装有连接辊,导向辊内端部安装有齿轮二,位于弧形槽中部上方的导向辊外端部安装有顶杆,顶杆端部为光滑的弧形结构,隔板架上对称安装有c型齿条板,c型齿条板与齿轮二相啮合。
20、通过采用上述技术方案,当驱动机构带动转动架绕着履带梁转动的过程中,通过齿轮二与c型齿条板啮合带动导向辊转动,从而带动输送带运动,位于弧形槽中部上方的导向辊外端部的顶杆转动滑动在环形槽内,从而带动焊接机构沿焊接端头架运动方向的垂直方向晃动,实现焊接机构对履带梁的均匀充分焊接功能,防止焊接端头架对履带梁焊接的过程中出现漏焊的现象。
21、综上所述,本技术包括以下至少一种有益技术效果:
22、1.本发明设置了移动模块,当需要对履带上焊接履带梁时,通过吊运的方式将履带放置在滑动架上,此时定位架可保证履带处于滑动架上端中心位置,利于对履带上焊接履带梁,随后电动滑块一带动其中一个滑动架沿矩形导轨架移动到焊接模块正下方,利于焊接模块对履带梁的准确焊接;当履带上的所有履带梁焊接完毕后,电动滑块一带动滑动架移动到底板架一侧,此时矩形导轨架上另外一个滑动架位于焊接模块正下方,利于焊接模块对履带梁的继续焊接;同时通过吊车将滑动架上焊接完毕的履带进行下料,随后对未焊接的履带进行上料,从而实现对履带梁的连续焊接。
23、2.本发明设置了焊接机构,当驱动机构带动转动架绕着履带梁转动的过程中,滑动杆下端的滚珠滑动在履带梁外端面上,从而带动焊接端头架下端部始终对准履带与履带梁的缝隙处,从而实现对履带梁的准确充分焊接;当滑动杆滑动在履带梁表面的过程中,滑动杆在固定架中部上下滑动,滚轴可减小滑动杆与固定架之间的摩擦力,利于滑动杆的迅速滑动,从而带动焊接端头架同步上下运动,保证了焊接端头架与履带梁之间的间距始终一致,利于对履带梁的均匀焊接;同时通过转动机构转动带动套管在连接管中部移动,从而带动固定架和焊接端头架晃动,进而实现焊接端头架对履带梁的充分焊接。
24、3.本发明设置了转动机构,当驱动机构带动转动架绕着履带梁转动的过程中,通过齿轮二与c型齿条板啮合带动导向辊转动,从而带动输送带运动,位于弧形槽中部上方的导向辊外端部的顶杆转动滑动在环形槽内,从而带动焊接机构沿焊接端头架运动方向的垂直方向晃动,实现焊接机构对履带梁的均匀充分焊接功能,防止焊接端头架对履带梁焊接的过程中出现漏焊的现象。
- 还没有人留言评论。精彩留言会获得点赞!