一种钢结构安装施工用二氧化碳气体保护焊机的制作方法
本发明涉及焊机领域,具体为一种钢结构安装施工用二氧化碳气体保护焊机。
背景技术:
1、钢结构在进行施工过程中,需要使用到二氧化碳气体保护焊接,在进行焊接的过程中,焊枪上的焊丝在进行焊接的时候,焊丝在焊缝边缘没有足够的熔深,会发生咬边的情况,降低焊接的质量。
技术实现思路
1、本发明的目的在于提供一种钢结构安装施工用二氧化碳气体保护焊机,以解决上述背景技术中提到的缺陷。
2、为实现上述目的,提供一种钢结构安装施工用二氧化碳气体保护焊机,包括焊枪和弧形焊接驱动组件,焊枪端部安装焊丝,且焊枪另一端与送丝管进行固定,同时送丝管安装在送丝装置上,并且送丝装置与气瓶之间通过气管连通,送丝装置通过焊接电源进行供电,所述焊枪穿插在弧形焊接驱动组件的内部,且弧形焊接驱动组件设置在升降驱动组件的内部,同时焊枪通过端部的焊丝对两组钢结构本体之间进行焊接固定;
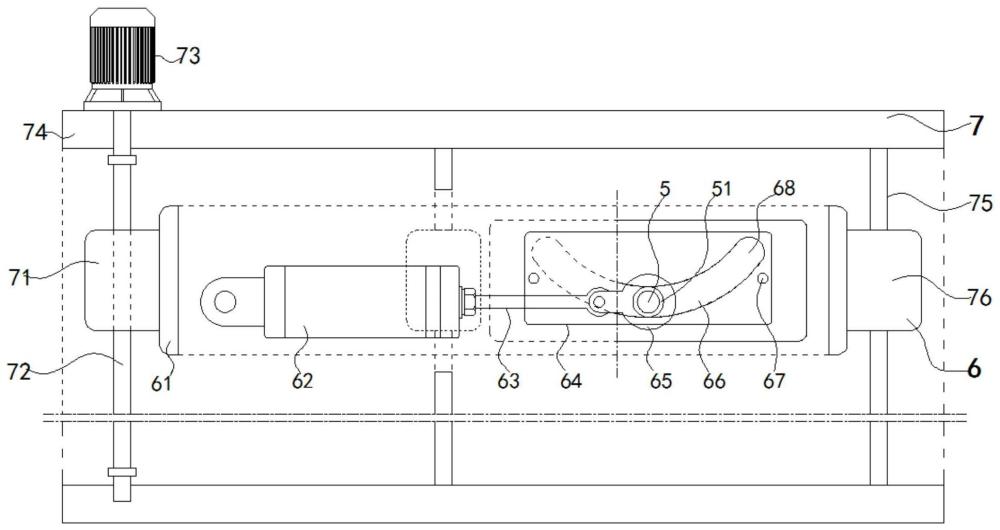
3、弧形焊接驱动组件由安装框、伺服电动缸、伸缩杆、限位板、驱动框、焊接限位口、固定螺栓和停留端口组成,且安装框设置在固定框的内部,且安装框的背部活动安装伺服电动缸,同时伺服电动缸上的伸缩杆端部与驱动框活动连接,并且驱动框安装在焊枪中部,焊枪分别插接在两组限位板内部,且限位板的内部开设焊接限位口,同时焊接限位口的两端均开设停留端口。
4、进一步的,所述升降驱动组件由驱动座、丝杆、驱动电机、固定框、导向杆和导向块组成,且驱动座固定设置在安装框端部,同时驱动座的内部螺接安装丝杆,并且丝杆端部转轴与驱动电机的输出轴进行固定。
5、进一步的,所述安装框的正、反面与右端均螺接安装导向块,且导向块的内部开设导向孔,同时导向杆插接在导向孔的内部,并且导向杆固定设置在固定框的内部。
6、进一步的,所述焊枪的外侧活动安装两组滑动轴承,且两组滑动轴承分别滑动设置在两组限位板的内部,同时两组限位板均通过固定螺栓分别螺接在安装框的前、后两面。
7、进一步的,所述限位板的横向剖面为“t”形设置,且限位板的内部开设的焊接限位口为弧形设置,同时焊枪在焊接限位口的内部以弧形的轨迹进行往复运动。
8、进一步的,所述停留端口的尺寸小于焊接限位口的尺寸,且停留端口与焊接限位口之间通过过渡面进行连接,同时过渡面为倾斜设置。
9、进一步的,所述焊枪通过伺服电动缸进行驱动横向移动,且焊枪通过驱动电机进行驱动纵向移动,同时焊枪端部为倾斜向下设置,同时焊枪端部的焊丝倾斜角度为75°。
10、进一步的,所述限位板在安装框上为可拆卸结构,且限位板定位设置在安装框表壁上开设的剖面为“t”形设置的定位工位中,
11、进一步的,所述滑动轴承与焊接限位口的尺寸相适配,且滑动轴承的宽度大于焊接限位口的深度,同时焊接限位口与滑动轴承之间的间距小于停留端口与滑动轴承之间的间距。
12、与现有技术相比,本发明的有益效果是:
13、焊枪端部的焊丝可对焊接的位置进行呈“月牙形”的焊接方式,优点为:金属熔化良好,有较长的保温时间;气体容易析出;熔渣也易于浮到焊缝表面上来;焊缝质量较高;
14、滑动轴承与停留端口之间的摩擦力大于滑动轴承、焊接限位口之间的摩擦力,使得当滑动轴承移动至停留端口内部的时候,会发生减速后者短暂的停留,使得焊丝在焊接位置的接头两边做片刻的停留,使焊缝边缘有足够大熔深,防止咬边的情况发生。
技术特征:
1.一种钢结构安装施工用二氧化碳气体保护焊机,包括焊枪(5)和弧形焊接驱动组件(6),焊枪(5)端部安装焊丝,且焊枪(5)另一端与送丝管(4)进行固定,同时送丝管(4)安装在送丝装置(3)上,并且送丝装置(3)与气瓶(2)之间通过气管连通,送丝装置(3)通过焊接电源(1)进行供电,其特征在于:所述焊枪(5)穿插在弧形焊接驱动组件(6)的内部,且弧形焊接驱动组件(6)设置在升降驱动组件(7)的内部,同时焊枪(5)通过端部的焊丝对两组钢结构本体(8)之间进行焊接固定;
2.根据权利要求1所述的一种钢结构安装施工用二氧化碳气体保护焊机,其特征在于:所述升降驱动组件(7)由驱动座(71)、丝杆(72)、驱动电机(73)、固定框(74)、导向杆(75)和导向块(76)组成,且驱动座(71)固定设置在安装框(61)端部,同时驱动座(71)的内部螺接安装丝杆(72),并且丝杆(72)端部转轴与驱动电机(73)的输出轴进行固定。
3.根据权利要求2所述的一种钢结构安装施工用二氧化碳气体保护焊机,其特征在于:所述安装框(61)的正、反面与右端均螺接安装导向块(76),且导向块(76)的内部开设导向孔,同时导向杆(75)插接在导向孔的内部,并且导向杆(75)固定设置在固定框(74)的内部。
4.根据权利要求1所述的一种钢结构安装施工用二氧化碳气体保护焊机,其特征在于:所述焊枪(5)的外侧活动安装两组滑动轴承(51),且两组滑动轴承(51)分别滑动设置在两组限位板(64)的内部,同时两组限位板(64)均通过固定螺栓(67)分别螺接在安装框(61)的前、后两面。
5.根据权利要求1所述的一种钢结构安装施工用二氧化碳气体保护焊机,其特征在于:所述限位板(64)的横向剖面为“t”形设置,且限位板(64)的内部开设的焊接限位口(66)为弧形设置,同时焊枪(5)在焊接限位口(66)的内部以弧形的轨迹进行往复运动。
6.根据权利要求1所述的一种钢结构安装施工用二氧化碳气体保护焊机,其特征在于:所述停留端口(68)的尺寸小于焊接限位口(66)的尺寸,且停留端口(68)与焊接限位口(66)之间通过过渡面(681)进行连接,同时过渡面(681)为倾斜设置。
7.根据权利要求1所述的一种钢结构安装施工用二氧化碳气体保护焊机,其特征在于:所述焊枪(5)通过伺服电动缸(62)进行驱动横向移动,且焊枪(5)通过驱动电机(73)进行驱动纵向移动,同时焊枪(5)端部为倾斜向下设置,同时焊枪(5)端部的焊丝倾斜角度为75°。
8.根据权利要求1所述的一种钢结构安装施工用二氧化碳气体保护焊机,其特征在于:所述限位板(64)在安装框(61)上为可拆卸结构,且限位板(64)定位设置在安装框(61)表壁上开设的剖面为“t”形设置的定位工位中。
9.根据权利要求4所述的一种钢结构安装施工用二氧化碳气体保护焊机,其特征在于:所述滑动轴承(51)与焊接限位口(66)的尺寸相适配,且滑动轴承(51)的宽度大于焊接限位口(66)的深度,同时焊接限位口(66)与滑动轴承(51)之间的间距小于停留端口(68)与滑动轴承(51)之间的间距。
技术总结
本发明公开了一种钢结构安装施工用二氧化碳气体保护焊机,包括焊枪和弧形焊接驱动组件,焊枪端部安装焊丝,且焊枪另一端与送丝管进行固定,同时送丝管安装在送丝装置上,并且送丝装置与气瓶之间通过气管连通,送丝装置通过焊接电源进行供电,所述焊枪穿插在弧形焊接驱动组件的内部,且弧形焊接驱动组件设置在升降驱动组件的内部。该钢结构安装施工用二氧化碳气体保护焊机,滑动轴承与停留端口之间的摩擦力大于滑动轴承、焊接限位口之间的摩擦力,使得当滑动轴承移动至停留端口内部的时候,会发生减速后者短暂的停留,使得焊丝在焊接位置的接头两边做片刻的停留,使焊缝边缘有足够大熔深,防止咬边的情况发生。
技术研发人员:陈海东,陈桂建,孔文
受保护的技术使用者:济南明实建筑工程有限公司
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!