一种展示柜制造用成型装置及生产方法与流程
本发明涉及展示柜制造领域,具体为一种展示柜制造用成型装置及生产方法。
背景技术:
1、展示柜是为商品展示提供的,具有保护作用的展示台,展示柜的边框多采用不锈钢制成,展示柜的开口处设置有玻璃,便于顾客透过玻璃观察内部化妆品等展物。颜色可根据店铺装修选择。展示柜,结构牢固,运输方便,广泛用于公司展厅、展览会、百货商场、广告等,展示柜一般由基座和夹层玻璃组成,基座由立柱、横档、层板和各个固定件等组装件拼接而成。
2、现有的在对展示柜进行铆接成型时,一般需要通过在边框板上开设预留孔,然后将内板放置在边框板上后,保证内板的平齐,通过铆接机将多个内板依次铆接在边框板上,安装效率较低。
技术实现思路
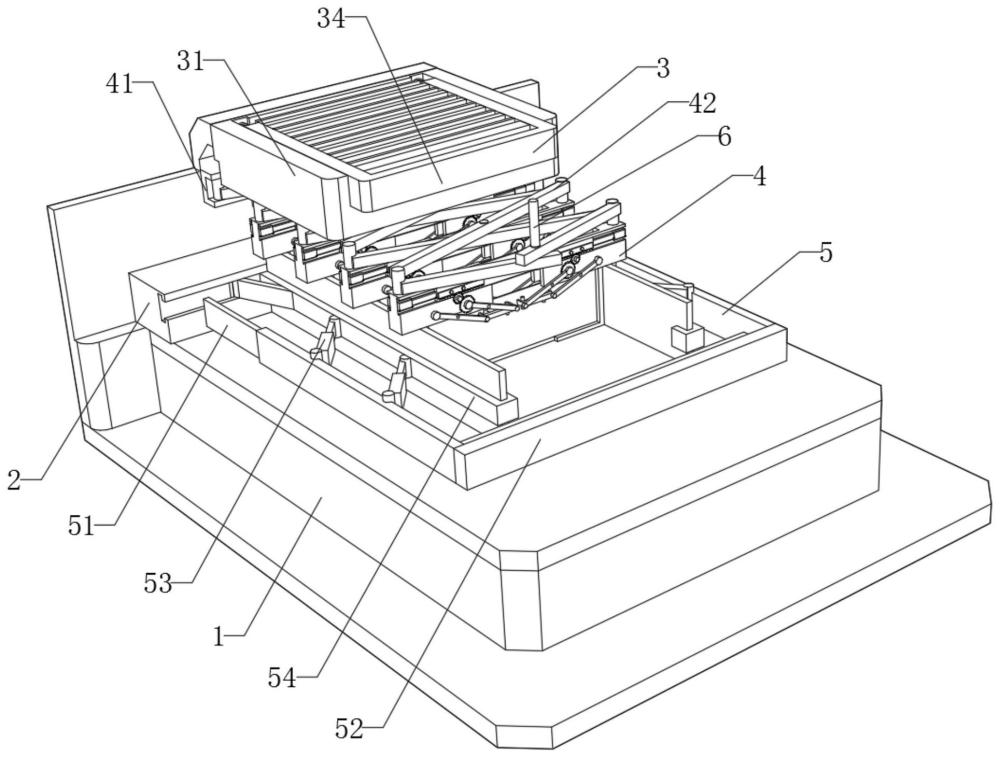
1、本发明的目的在于提供一种展示柜制造用成型装置及生产方法,以解决上述背景技术中提出现有的在对展示柜进行铆接成型时,一般需要通过在边框板上开设预留孔,然后将内板放置在边框板上后,保证内板的平齐,通过铆接机将多个内板依次铆接在边框板上,安装效率较低的问题。为实现上述目的,本发明提供如下技术方案:一种展示柜制造用成型装置,包括升降工作台,所述升降工作台顶面的后侧固定连接有限位滑轨,所述限位滑轨上安装有储料机构,所述储料机构的下侧滑动设置有上料预固定机构,且上料预固定机构设置在限位滑轨上;
2、所述限位滑轨上还安装有侧板限位机构,将背板放置在升降工作台上,将侧板放置在侧板限位机构上,通过侧板限位机构将侧板与背板初步贴合预固定,然后通过上料预固定机构将储料机构内的内板取出并等距离输送至背板上,最后通过上料预固定机构将预固定后的背板、侧板、内板铆接成型。
3、优选的,所述储料机构包括固定在限位滑轨正面上侧的放置台,所述放置台的顶面等距离呈直线开设有多个l形下料槽,所述l形下料槽内滑动连接有抵触板,所述抵触板的两端固定连接有u形滑板,且u形滑板滑动连接在放置台顶面开设的u形滑道内,所述u形滑道与l形下料槽相通;
4、所述u形滑板的两端均安装有第一弹簧伸缩杆,所述第一弹簧伸缩杆远离u形滑板的一端与u形滑道内壁的端部固定连接。
5、优选的,所述上料预固定机构包括固定在限位滑轨前侧上的固定滑轨,所述固定滑轨内壁的中部固定连接有气缸,所述固定滑轨的伸缩端铰接有折叠架,且折叠架在放置台的下侧;
6、所述折叠架后侧的两端均限位滑动设置在限位滑轨内,所述折叠架左右两侧铰接处的下端均旋接有u型卡板,且同一横向上的两个u型卡板开口相向设置,所述u型卡板前后的两侧上均开设有限位滑槽,所述限位滑槽内固定连接有第二弹簧伸缩杆,同一横向上的两个所述第二弹簧伸缩杆相对的一端上固定连接有固定板,且固定板设置在同一横向上的两个所述限位滑槽内;
7、所述固定板的两端上均设置有齿板,所述齿板下侧啮合有第一齿轮,所述第一齿轮上啮合有第二齿轮,且第二齿轮与第一齿轮均旋接在u型卡板上,所述第二齿轮的端面上固定连接有三折杆,所述三折杆远离第二齿轮的一端旋接在u型卡板上,所述三折杆边缘的两个组成杆上铰接有横板,且横板与三折杆的中部杆上均安装有横向自动铆钉机,所述三折杆的中部杆上还安装有纵向自动铆钉机。
8、优选的,所述侧板限位机构包括固定在限位滑轨上的两个第三弹簧伸缩杆,所述第三弹簧伸缩杆远离限位滑轨的一端固定连接有l型抵触板;
9、两个所述第三弹簧伸缩杆相对的一侧上均铰接有两个弹簧收缩杆,同侧两个所述弹簧收缩杆远离第三弹簧伸缩杆的一端上均铰接有限位板,且限位板的一端限位滑动设置在限位滑轨内。
10、优选的,所述齿板上设置有螺栓,且齿板通过螺栓连接在固定板上。
11、优选的,所述折叠架的前端设置有推杆,所述推杆在两个第三弹簧伸缩杆之间的上侧。
12、优选的,所述限位板为j形,且限位板的端部固定连接有加强斜板。
13、优选的,所述的一种展示柜制造用成型装置的使用方法,包括如下步骤:
14、s1:通过将需要安装的内板放置在l形下料槽内,且通过抵触板对内板的挤压,避免内板从l形下料槽内下落,然后将背板放置在升降工作台上后,通过升降工作台上升带动背板移动到两个限位板之间,然后通过将两个侧板分别卡入两个限位板的内部后,推动l型抵触板向靠近限位滑轨的方向移动,使得背板抵触在l型抵触板与限位滑轨之间,在纵向上对背板进行限位,且在l型抵触板移动过程中推动弹簧收缩杆偏转挤压两个限位板在限位滑轨内滑动,使得两个限位板相向移动,带动两个侧板对背板左右两侧进行挤压,在横向上对背板进行限位,完成对背板和两个侧板的定位;
15、s2:启动气缸,通过气缸的收缩带动折叠架折叠收缩,这时折叠架左右两侧上旋接的同一组的两个u型卡板相背移动,使得两个u型卡板之间的距离逐渐变大,当折叠架折叠完成后,折叠架下侧的多组折叠架与多个l形下料槽一一对应且在其下侧;
16、这时通过折叠架折叠在过程中其一端的推杆挤压u形滑板,使得u形滑板在u形滑道内滑动解除抵触板对内板的挤压,使得折叠架折叠完成时,l形下料槽内的内板顺着其内壁掉落至其下侧的两个u型卡板之间,且内板的底面抵触在背板上,然后通过气缸的伸长带动折叠架伸长,使得其下侧上的多组u型卡板等距离伸长,对多个内板位于背板上的位置进行调整定位;
17、s3:且装置在对多个内板位置进行调整时,折叠架伸长带动两个u型卡板相向移动,进而使得u型卡板上的两个第一齿轮在齿板上滚动,进而带动第二齿轮偏转使得三折杆偏转向侧板上靠近,当三折杆的两个边缘的组成杆处于竖直状态且与侧板贴合后,三折杆上的横向自动铆钉机在横向上对内板和侧板进行连接,通过纵向自动铆钉机在纵向上对内板和侧板进行连接,完成装置对背板、侧板、和内板的铆接成型;
18、最后通过升降工作台的下降带动铆接成型后的展示柜下移,使得侧板从l型抵触板内脱离,内板从四个三折杆之间脱离,进而完成成型后展示柜与装置的分离,保证装置铆接生产展示柜的效率。
19、与现有技术相比,本发明的有益效果:
20、本发明中,通过将两个侧板分别卡入两个限位板的内部后,推动l型抵触板向靠近限位滑轨的方向移动,使得背板抵触在l型抵触板与限位滑轨之间,在纵向上对背板进行限位,且在l型抵触板移动过程中推动弹簧收缩杆偏转挤压两个限位板在限位滑轨内滑动,使得两个限位板相向移动,带动两个侧板对背板左右两侧进行挤压,在横向上对背板进行限位,完成对背板和两个侧板的定位,保证后续多个内板进入带两个侧板之间的整齐性。
21、本发明中,通过折叠架折叠在过程中其一端的推杆挤压u形滑板,使得u形滑板在u形滑道内滑动解除抵触板对内板的挤压,使得折叠架折叠完成时,l形下料槽内的内板顺着其内壁掉落至其下侧的两个u型卡板之间,且内板的底面抵触在背板上,然后通过气缸的伸长带动折叠架伸长,使得其下侧上的多组u型卡板等距离伸长,对多个内板位于背板上的位置进行调整定位。
22、本发明中,通过折叠架伸长带动两个u型卡板相向移动,进而使得u型卡板上的两个第一齿轮在齿板上滚动,进而带动第二齿轮偏转使得三折杆偏转向侧板上靠近,当三折杆的两个边缘的组成杆处于竖直状态且与侧板贴合后,三折杆上的横向自动铆钉机在横向上对内板和侧板进行连接,通过纵向自动铆钉机在纵向上对内板和侧板进行连接,完成装置对背板、侧板、和内板的铆接成型。
- 还没有人留言评论。精彩留言会获得点赞!