一种金属带材压轧设备及其控制方法与流程
本发明涉及一种金属压轧领域,特别是一种金属带材压轧设备及其控制方法。
背景技术:
1、金属带材是长宽比很大的成卷供应的带状金属材,宽度大于600mm者称为宽带材,小于600mm的带材称为窄带材,带材厚度可薄至0.001mm,带材由热轧方法或者冷轧方法生产,其用途很多,在切割至需求的形状后可用作于焊片、晶圆组件、外壳等,由于不同应用场合所需要的带材厚度不同,故在带材生产后需要将带材压轧至对应的厚度,现有的压轧方式是采用设置多组压轧设备,通过间距不断缩小的压辊组将带材逐渐压到适合的厚度,达到厚度要求的同时又不损坏带材本身。
2、但是采用这种压轧方式,会出现如下问题:1由于料带较厚且刚性较大,辊压机构之间的距离不宜多大,难以调节不同辊压机构上最适宜的转速,而不恰当的进给速度容易导致压轧不均匀或者损坏带材;2虽然每个压辊组都在控制厚度,但有时需要在短时间内得到两种不同厚度的带材,在调节厚度的时候难以达到毫米级别的调节,调节精度较低,且在调节的时候需要载重,对调节结构的负担大;3在冷轧的过程中,压辊的冷媒需要不断地循环,换热的效率较低,需要产生较大的能耗成本。
3、故本案旨在提供一种金属带材压轧设备及其控制方法,能够根据每段带材的张力来调节对应辊压机构的转速,且能够灵活、精准的控制最末端的辊压机构压辊的间距,从而能够得到厚度不同,压轧均匀的带材,并能够在提高换热效率的同时更加的节能。
技术实现思路
1、本发明提供了一种金属带材压轧设备及其控制方法,可以有效解决上述问题。
2、本发明是这样实现的:
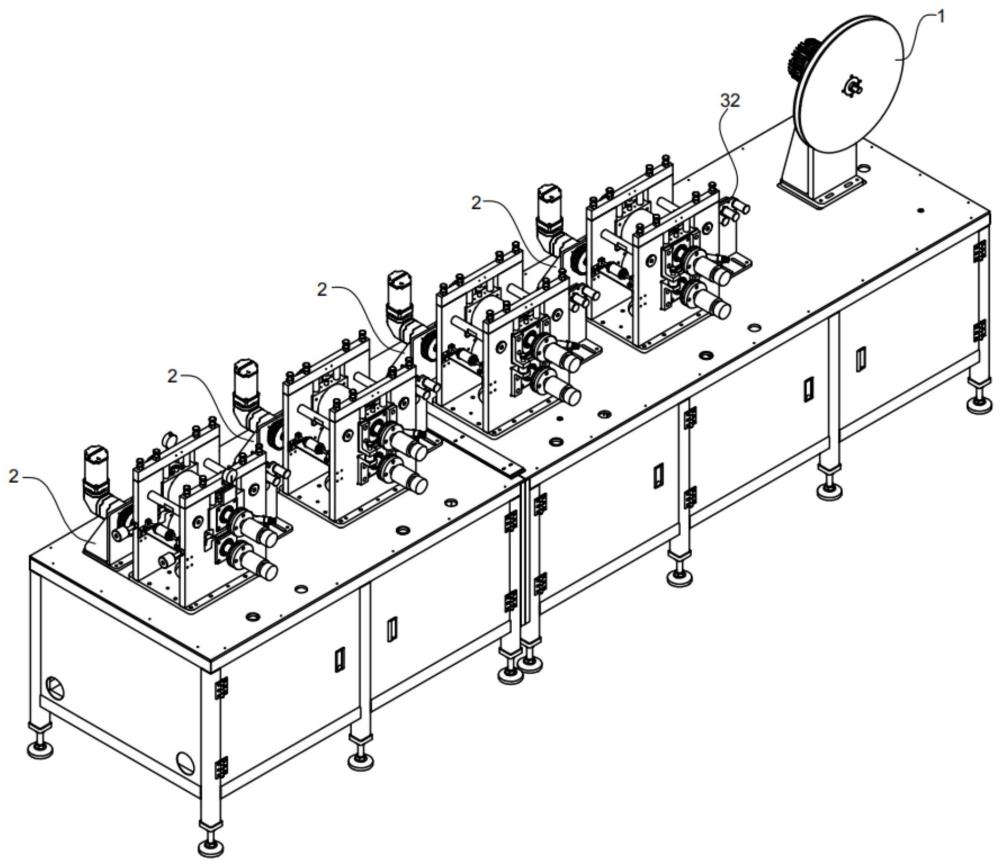
3、一种金属带材压轧设备,包括一用于放置整卷料材的放料机构,所述料材依次通过若干辊压组,所述辊压组包含下辊压轮与从动的上辊压轮,若干所述下辊压轮均通过伺服电机上的齿轮带动下辊压轮上的齿轮转动,所述压轧设备还包括:
4、张力调节机构,包含设置在所述放料机构中的磁粉离合器,所述磁粉离合器用于控制放料机构的放料张力,每个所述辊压组靠近带材进料方向的位置均设置有一张力控制器,所述张力控制器上装设有张力传感器,所述张力传感器检测输入带材的张力并将前端的辊压组的转速数据导入后端的辊压组中,后端的所述辊压组的伺服电机变速调节;
5、厚度控制组件,所述厚度控制组件设置在最后一组辊压组处,所述下辊压轮与上辊压轮均设置在一中部开槽的固定框中,所述下辊压轮的外安装座固接在所述固定框内侧的下部,所述上辊压轮的外安装座活动设置在所述固定框内侧的上部,所述厚度控制组件包含转动安装至所述固定框内侧壁的调节件,所述调节件的末端连接有一带有斜面的楔形块,所述楔形块卡夹在所述下辊压轮与上辊压轮之间,所述上辊压轮的顶部抵接有一限位架,在需要调节上辊压轮与下辊压轮的间隙时,所述调节件转动并将所述楔形块推出或回退,让所述上辊压轮上移或者下降;
6、冷媒控制组件,包含连接在所述上辊压轮轴向上的进料结构,所述上辊压轮内部中空设置,所述进料结构将冷媒通入中空的所述上辊压轮中,所述进料结构上固定有一内套筒,所述内套筒与所述上辊压轮的内侧壁形成一夹层,所述内套筒中设置有定点换热结构,所述定点换热结构对所述上辊压轮内的冷媒换热并让上辊压轮的外壁降温。
7、作为进一步改进的,所述固定框的内侧开设有螺纹孔,所述调节件包含与所述螺纹孔啮合的旋转部,所述旋转部靠近固定框外侧的方向连接有一转动头,所述旋转部靠近固定框内侧的一侧连接有配合部,所述配合部转动安装在所述楔形块中,当所述转动头转动时,所述楔形块向前或者向后运动。
8、作为进一步改进的,所述楔形块的斜面与水平面之间的夹角为1~2°。
9、作为进一步改进的,所述固定框的顶部开设有若干垂直的螺纹槽,所述限位架包含一与所述固定框顶部贴合的锁紧架,所述锁紧架上设置有若干与螺纹槽配合的螺杆,所述锁紧架的底部垂直固接有若干抵接在上辊压轮外安装座的压杆,当所述楔形块调整完上辊压轮的位置后,所述锁紧架锁紧在固定框上且压杆压紧在上辊压轮的上方。
10、作为进一步改进的,所述锁紧架上设置有一指示表,所述上辊压轮的外安装架的顶部设置有一角架,所述角架的顶部焊接有一顶针,当所述上辊压轮在楔形块的顶压下上移时,所述顶针拨动所述指示表的指针。
11、作为进一步改进的,所述进料结构包括一与所述上辊压轮轴向配合的旋转接头,所述旋转接头的外侧与冷媒的进料端相接,所述旋转接头的内侧设置有与通向所述上辊压轮内部的分料盘。
12、作为进一步改进的,所述上辊压轮内部远离所述旋转接头的一侧设置有一承托座,所述承托座贴合在所述定点换热结构的末端,所述承托座的外侧设置有若干检测冷媒的传感器。
13、作为进一步改进的,所述旋转接头的进料位置设置有一进料管,所述定点换热结构包括一内封闭筒,所述内封闭筒的内侧设置有若干半导体制冷器,所述半导体制冷器的制冷片紧贴在所述内封闭筒的内侧壁。
14、本发明还提供一种金属带材压轧设备的控制方法,应用上述的一种金属带材压轧设备,包括如下步骤:
15、s1;根据需求的带材的厚度预设各个辊压组的高度,并在最后一组辊压组上通过厚度控制组件调节最后一组辊压组的辊压间隙;
16、s2;将整卷的带材挂在放料机构上,并将带材拉出且依次通过张力控制器与辊压组,启动所有的辊压组,驱动带材往前输送并且进行辊压;
17、s3;控制最后一组辊压组的转速恒定,固定运行速度0~23米/分钟;
18、s4;利用最后一组辊压组前端的张力控制器上的张力传感器检测最后一组辊压组的转速,并根据所检测的转速调节倒数第二组辊压组上伺服电机的转速,倒数第二组辊压组的转速=最后一组辊压组的电机转速×最后一组辊压组的齿轮比;
19、s5;持续通过辊压组前端的张力控制器检测前端的辊压组的转速,让带材始终保持张力适宜的状态进行辊压。
20、作为进一步改进的,所述s3~s4中还包括:持续控制所述半导体制冷器的温度,保持冷媒的温度。
21、本发明的有益效果是:
22、为了便于调节带材的张力,首先,本发明将放料机构设置为无传动动力放料,带材的传动动力均是依靠辊压组的带动,通过辊压组自身的变速来调节带材的张力,继而,本发明又通过增设的张力调节机构,在每一段辊压组的前端均设置张力控制器,张力控制器本身不具备调节张力的作用,但是能够检测经过该位置的带材速度,即该位置的带材张力,从而调整前端辊压组的转速,让每个辊压组传输的带材均能够以最佳的速度、最佳的张力状态被逐渐压轧,压轧出的带材均匀、符合厚度要求。
23、不同的带材由于用途不同,其厚度的要求也是不同的,虽然经过不同高度设置的辊压组能够控制带材的厚度,但是其厚度难以控制在毫米量级,带材的厚度难以精准控制,对此,本发明通过新增的厚度控制组件,首先,将上辊压轮做为活动的状态,让上辊压轮的位置变得可调,其次,在上辊压轮与下辊压轮之间设置一可调节的楔形块,当上辊压轮与下辊压轮的间距过大时,楔形块回退,让上辊压轮与下辊压轮的间距变小,而当上辊压轮与下辊压轮间距过小时,则楔形块向前推,扩大上辊压轮与下辊压轮的间距,从而能够采用机械的方式调节上辊压轮与下辊压轮的间距,相比于现有的电动调节结构,没有直接承压的动力元件,不容易因为动力元件的波动而出现精度的误差,且转动安装式的调节件在大重量的上辊压轮的压力下也不会出现任何偏移的现象,调节的精度极高。
24、在本发明中,采用的是冷压的方式,而现有的都是采用冷水循环的方式,不断将降温后的冷水输入辊压轮中再输出,能耗极大,且利用率较低,故本发明通过增设的冷媒控制组件,首先,在上辊压轮内侧设置内套筒,缩小上辊压轮内部的空间,降低冷水的注入量,继而降低制冷负载,而由于夹层中的冷媒仍然能够与带材接触,故实际上不影响对带材的冷轧效果,并且,还在上辊压轮内直接设置定点换热结构,定点换热结构不仅能够直接对冷媒进行制冷,同时因为冷媒的量较少,无需大范围制冷,可控制在低功率输出,从而能够让板材在被均匀冷轧的同时,所消耗的冷量极少,减少无端的冷量消耗,降低整个设备的功耗。
- 还没有人留言评论。精彩留言会获得点赞!