一种镀锌弯折机的制作方法
本技术涉及镀锌管加工用设备的领域,尤其是涉及一种镀锌弯折机。
背景技术:
1、加工镀锌管时,需要根据实际需求对镀锌管进行弯折处理,常见的镀锌管弯折装置为手动弯管机,包括架体、固定在架体上的模具盘,架体上还转动连接有手柄,手柄上固定连接有滑动模具,滑动模具与手柄的转动轴线与模具盘的轴线共线,滑动模具与模具盘相互靠近的表面均向相互远离的方向弯曲,使滑动模具与模具盘配合时,两者之间形成与镀锌管对应的空间。
2、在对镀锌管进行折弯时,操作人员自料堆中取出一根镀锌管,然后将镀锌管插入滑动模具与模具盘之间,操作人员把持住镀锌管的一端,同时转动手柄,手柄带动滑动模具绕模具盘转动,滑动模具与模具盘配合对镀锌管进行弯折;当加工完成后,操作人员将镀锌管抽出,并将手柄与滑动模具复位,此时取新的镀锌管,对新的镀锌管进行加工。
3、由于操作人员转动手柄对镀锌管进行折弯操作前,还需要进行拿取镀锌管以及固定镀锌管等操作,导致处理镀锌管的效率低。
技术实现思路
1、为了提高处理镀锌管的效率,本技术提供一种镀锌弯折机。
2、本技术提供的一种镀锌弯折机采用如下的技术方案:
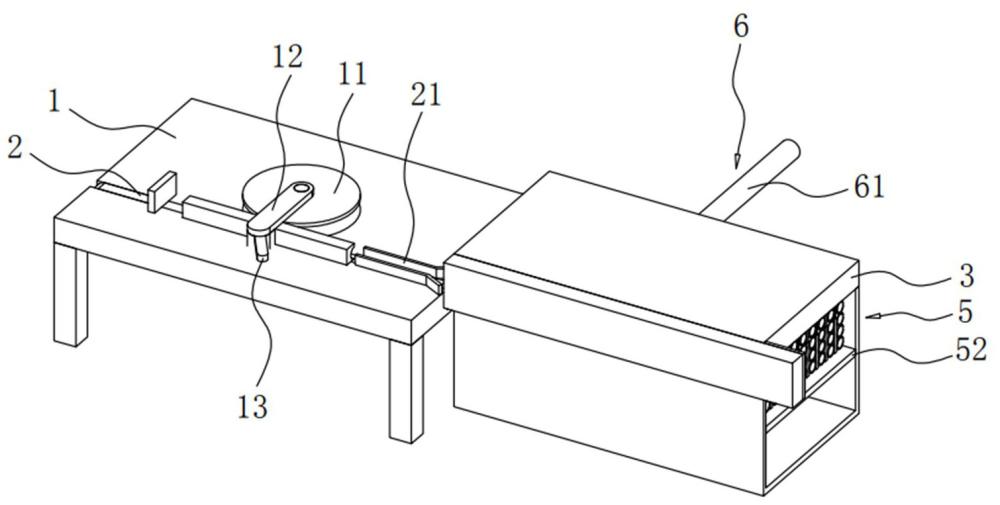
3、一种镀锌弯折机,包括架体、固定在架体上的模具盘以及转动连接在架体上的手柄,所述手柄上安装有与模具盘适配的滑动模具,架体上嵌设有传送带,传送带位于模具盘与滑动模具配合位置的下方;
4、架体安装传送带的一侧设有料箱,料箱的一端呈敞口状,料箱与传送带对应的位置设有出料口;
5、料箱的顶部安装有开设有多个通孔的层板,层板的上表面高于架体的上表面,层板下方放置多个镀锌管,料箱中还设有推动镀锌管向层板中移动的上料组件,料箱中设有推动层板上的镀锌管向出料口处移动的推料组件,料箱中还设有将镀锌管通过出料口推至传送带上的移料组件。
6、通过采用上述技术方案,在对镀锌管进行加工前,操作人员将多个镀锌管码放在料箱中;在对镀锌管进行加工时,上料组件工作推动最上方的镀锌管向上移动,直至一排镀锌管位于层板上方,此时控制推料组件工作,推料组件推动镀锌管向靠近出料口的方向移动,直至一根镀锌管移动至与出料口对齐。
7、然后移料组件工作,将与出料口对齐的镀锌管端部推出至传送带上,传送带工作将镀锌管输送至模具盘与滑动模具之间;当层板上的每个镀锌管均推出至料箱外后,控制推料组件复位,接着上料组件工作,再次推动一排镀锌管移动至层板上方。
8、当料箱内的镀锌管使用完后,使上料组件复位,再次向料箱中填充镀锌管;实现了自动将镀锌管插接至模具盘与滑动模具之间的目的,减少了操作人员进行压弯处理前还需要上料的情况,提高了处理镀锌管的效率。
9、可选的,所述上料组件包括设置在所述料箱中的上料板,料箱底部安装有第一液压缸,第一液压缸的伸缩杆与上料板连接,所述上料板上安装有多个高度可伸缩的挡板,相邻两个挡板之间的空间与所述层板的通孔对应,相邻两个挡板之间码放多个镀锌管。
10、通过采用上述技术方案,向上料板上放入镀锌管,挡板对镀锌管进行分隔,使镀锌管规则排列,当需要推动镀锌管向层板上移动时,控制第一液压缸工作,使第一液压缸的伸缩杆推动上料板以及挡板移动,同时料箱的内顶面使挡板压缩;当需要上料板复位时,控制第一液压缸的伸缩杆缩回,并带动上料板向下移动,同时挡板恢复形变。
11、可选的,所述挡板包括垂直固定连接在上料板上表面上的套板,所述套板的上表面向下凹陷形成槽,套板的槽中滑动插接有插接板,插接板的下表面连接有若干个连接弹簧,所述连接弹簧的下端与套板的槽底壁连接。
12、通过采用上述技术方案,在上料板带动套板向上移动时,料箱的内顶面限制限位板向上移动,限位板与套板配合对连接弹簧进行压缩;在上料板带动套板向下移动时,连接弹簧也随之恢复形变,使挡板恢复形变。
13、可选的,所述上料板上连接有滑块,所述料箱的内壁上开设有与滑块适配的滑槽,所述滑槽的长度方向沿高度方向设置,滑块滑动插接在对应的滑槽中。
14、通过采用上述技术方案,滑块与滑槽配合,使上料板与料箱滑动配合。
15、可选的,所述推料组件包括安装在料箱上的第二液压缸,第二液压缸位于料箱远离出料口的一侧,且第二液压缸的伸缩杆伸入料箱中,并位于层板上方,所述第二液压缸的伸缩杆端部连接有推板。
16、通过采用上述技术方案,当需要推动镀锌管移动至与出料口对齐时,控制第二液压缸的伸缩杆伸出,使第二液压缸的伸缩杆推动推板以及镀锌管移动;当层板上的一排镀锌管均使用完后,控制第二液压缸的伸缩杆缩回,从而使推板复位。
17、可选的,所述料箱靠近出料口的一侧向外且向下凸出形成分管腔,所述出料口与所述分管腔对齐,分管腔远离出料口的一端向远离架体的方向凸出,所述移料组件包括滑动连接在分管腔内底壁上的移料板,推料组件工作将镀锌管推至移料板靠近架体的一侧,所述移料板沿料箱的长度方向滑动,所述分管腔中还设有控制移料板移动的驱动件。
18、通过采用上述技术方案,推料组件工作推动一根镀锌管向分管腔中移动,镀锌管落至分管腔后,镀锌管位于移料板靠近架体的一侧,分管腔中的镀锌管对层板上的其他镀锌管进行限位,阻止其他镀锌管进入分管腔中,此时驱动件工作并推动移料板以及镀锌管向靠近架体的方向移动,使镀锌管部分移动至传送带上;当传送带将镀锌管输送至料箱外时,驱动件工作带动移料板复位。
19、可选的,所述驱动件包括设置在分管腔中的承接板,所述承接板的下表面上固定连接有若干个支撑弹簧,支撑弹簧的下端与分管腔的底壁固定,承接板的上表面不高于层板的上表面;
20、所述移料板的下表面上连接有竖杆,所述竖杆贯穿承接板并滑动连接在分管腔的底壁上;
21、所述竖杆位于承接板下方的位置套设有滑套,所述滑套上铰接有铰接杆,所述铰接杆位于滑套远离出料口的一侧,铰接杆的下端铰接在分管腔的底壁上,滑套上连接有限位弹簧,限位弹簧远离滑套的一端与承接板连接。
22、通过采用上述技术方案,初始状态时,承接板上未有镀锌管,支撑弹簧对承接板进行支撑,限位弹簧对滑套、竖杆以及移料板进行限位,当镀锌管落至承接板上后,镀锌管按动承接板以及滑套向下移动,同时还对支撑弹簧进行压缩;滑套向下移动并带动铰接杆的上端向下转动,同时铰接杆推动滑套、竖杆、移料板以及镀锌管向靠近架体的方向移动,直至承接板不再向下移动,此时镀锌管部分位于传送带上。
23、当镀锌管移动至料箱外时,支撑弹簧恢复形变并推动承接板向上移动,同时限位弹簧恢复形变并拉动滑套以及竖杆复位,滑套移动的同时也带动铰接杆转动;当支撑弹簧与限位弹簧均恢复至初始状态时,承接板、移料板以及铰接杆也均恢复至初始位置。
24、可选的,所述竖杆的下端固定连接有呈t形的凸块,所述分管腔的底壁上开设有与凸块适配的凹槽,所述凸块滑动插接在凹槽中。
25、通过采用上述技术方案,凸块与凹槽配合,使竖杆与料箱滑动配合。
26、综上所述,本技术包括以下至少一种有益技术效果:
27、通过设置传送带、料箱、上料组件、推料组件以及移料组件,现了自动将镀锌管插接至模具盘与滑动模具之间的目的,提高了处理镀锌管的效率;
28、通过设置第一液压缸、上料板以及挡板,能够逐层向层板上输送镀锌管;
29、通过设置移料板、竖杆、承接板、支撑弹簧、滑套、铰接杆以及限位弹簧,能够推动镀锌管向料箱外移动。
- 还没有人留言评论。精彩留言会获得点赞!