筛板自动焊接工作站的制作方法
筛板自动焊接工作站,属于筛板焊接设备。
背景技术:
1、筛板在石油化工容器过滤、矿山原材料分离和食品行业流质食品分离等环节中起到关键的过滤和分离作用。筛板在生产过程中,需要对筛板进行焊接,以完成筛板的生产。筛板在焊接时,由于筛板的型号多,而且在焊接时焊缝短且焊点多,因此目前都是通过人工进行焊接的。而采用人工焊接存在的问题是:人工焊接外观不美观,对焊工操作水平要求较高;此外,焊接质量不稳定,难以保证筛板网丝的焊点高强度、间隙均匀性和平整度。
技术实现思路
1、本发明要解决的技术问题是:克服现有技术的不足,提供一种能够自动对筛板的焊接,焊接速度快,且焊接质量稳定的筛板自动焊接工作站。
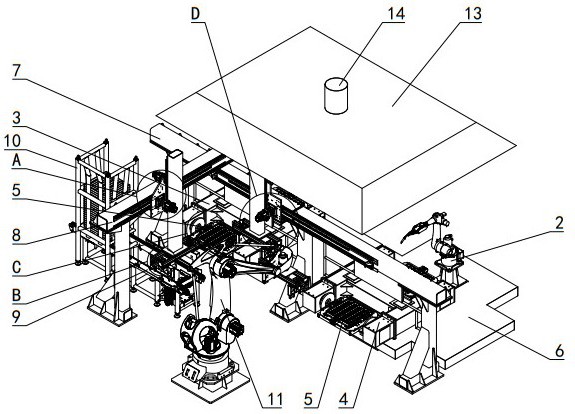
2、本发明解决其技术问题所采用的技术方案是:该筛板自动焊接工作站,包括上料装置、回转变位机、焊接机器人以及码垛机器人,上料装置与码垛机器人并排设置在回转变位机构的一侧,焊接机器人设置在回转变位机构远离上料装置的一侧,在回转变位机的两侧均设置有焊接工装,回转变位机带动焊接工装交替运动至焊接机器人的一侧。
3、优选的,所述的回转变位机包括并排设置的第一回转变位机、第二回转变位机以及移载机器人,移载机器人设置在第一回转变位机和第二回转变位机之间,焊接机器人包括设置在第一回转变位机一侧的第一焊接机器人以及设置在第二回转变位机一侧的第二焊接机器人,在第一回转变位机的两侧以及第二回转变位机的两侧均设置有焊接工装。
4、优选的,所述的移载机器人包括移载平移装置、移载升降装置以及夹爪,移载平移装置设置在第一回转变位机与第二回转变位机之间,移载升降装置安装在移载平移装置上,并随移载平移装置在第一回转变位机和第二回转变位机之间往复运动,夹爪安装在移载升降装置上。
5、优选的,所述的移载平移装置包括移载平移电机、移载平移齿条以及移载平移齿轮,移载平移电机与移载升降装置相对固定设置,移载平移齿条水平设置,移载平移电机的输出轴上安装有移载平移齿轮,移载平移齿轮与移载平移齿条啮合。
6、优选的,所述的移载升降装置包括移载立柱、移载升降电机、移载升降齿条以及移载升降齿轮,移载立柱竖向安装在移载平移装置上,移载升降电机安装在移载平移装置上,移载升降齿条竖向安装在移载立柱上,移载升降电机的输出轴上安装有移载升降齿轮,移载升降齿轮与移载升降齿条啮合,夹爪安装在移载立柱的底部。
7、优选的,所述的夹爪包括夹爪主体、工件夹紧气缸以及工件夹板,工件夹紧气缸有对称设置在夹爪主体两侧的两个,各工件夹紧气缸的活塞杆上均安装有工件夹板,两侧的工件夹板正对设置。
8、优选的,所述的焊接工装包括承托板、横向夹紧装置以及纵向夹紧装置,横向夹紧装置和纵向夹紧装置均安装在承托板的上侧。
9、优选的,所述的横向夹紧装置包括横向夹紧气缸、横向夹板以及横向定位板,横向夹紧气缸与横向定位板对称设置在承托板的两侧,横向夹板安装在横向夹紧气缸的活动端,并随其沿靠近或远离横向定位板的方向往复运动。
10、优选的,所述的焊接工装还包括压紧装置,压紧装置设置有若干个。
11、优选的,所述的压紧装置包括摆动气缸以及压板,摆动气缸安装在承托板上,压板安装在摆动气缸的活动端。
12、与现有技术相比,本发明所具有的有益效果是:
13、本筛板自动焊接工作站的上料装置能够将筛板转移至回转变位机的焊接工装上,回转变位机通过焊接工装将待焊接的筛板转移至焊接机器人一侧,同时上料装置将筛板移动至另一焊接工装上,提高了筛板的上料速度,焊接机器人对焊接工装上的筛板进行焊接,焊接完成后,回转变位机将焊接后的筛板转移至上料装置一侧,码垛机器人将焊接好的筛板移走,同时上料机器人将待焊接的筛板再次送至焊接工装上,实现了自动焊接筛板,焊接速度快,且焊接质量稳定。
技术特征:
1.筛板自动焊接工作站,其特征在于:包括上料装置、回转变位机、焊接机器人以及码垛机器人(11),上料装置与码垛机器人(11)并排设置在回转变位机构的一侧,焊接机器人设置在回转变位机构远离上料装置的一侧,在回转变位机的两侧均设置有焊接工装(5),回转变位机带动焊接工装(5)交替运动至焊接机器人的一侧。
2.根据权利要求1所述的筛板自动焊接工作站,其特征在于:所述的回转变位机包括并排设置的第一回转变位机(3)、第二回转变位机(4)以及移载机器人(7),移载机器人(7)设置在第一回转变位机(3)和第二回转变位机(4)之间,焊接机器人包括设置在第一回转变位机(3)一侧的第一焊接机器人(1)以及设置在第二回转变位机(4)一侧的第二焊接机器人(2),在第一回转变位机(3)的两侧以及第二回转变位机(4)的两侧均设置有焊接工装(5)。
3.根据权利要求2所述的筛板自动焊接工作站,其特征在于:所述的移载机器人(7)包括移载平移装置、移载升降装置以及夹爪(12),移载平移装置设置在第一回转变位机(3)与第二回转变位机(4)之间,移载升降装置安装在移载平移装置上,并随移载平移装置在第一回转变位机(3)和第二回转变位机(4)之间往复运动,夹爪(12)安装在移载升降装置上。
4.根据权利要求3所述的筛板自动焊接工作站,其特征在于:所述的移载平移装置包括移载平移电机(704)、移载平移齿条(703)以及移载平移齿轮,移载平移电机(704)与移载升降装置相对固定设置,移载平移齿条(703)水平设置,移载平移电机(704)的输出轴上安装有移载平移齿轮,移载平移齿轮与移载平移齿条(703)啮合。
5.根据权利要求3所述的筛板自动焊接工作站,其特征在于:所述的移载升降装置包括移载立柱(706)、移载升降电机、移载升降齿条以及移载升降齿轮,移载立柱(706)竖向安装在移载平移装置上,移载升降电机安装在移载平移装置上,移载升降齿条竖向安装在移载立柱(706)上,移载升降电机的输出轴上安装有移载升降齿轮,移载升降齿轮与移载升降齿条啮合,夹爪(12)安装在移载立柱(706)的底部。
6.根据权利要求3或5所述的筛板自动焊接工作站,其特征在于:所述的夹爪(12)包括夹爪主体、工件夹紧气缸(1201)以及工件夹板(1202),工件夹紧气缸(1201)有对称设置在夹爪主体两侧的两个,各工件夹紧气缸(1201)的活塞杆上均安装有工件夹板(1202),两侧的工件夹板(1202)正对设置。
7.根据权利要求1或2所述的筛板自动焊接工作站,其特征在于:所述的焊接工装(5)包括承托板(501)、横向夹紧装置以及纵向夹紧装置,横向夹紧装置和纵向夹紧装置均安装在承托板(501)的上侧。
8.根据权利要求7所述的筛板自动焊接工作站,其特征在于:所述的横向夹紧装置包括横向夹紧气缸(502)、横向夹板(505)以及横向定位板(507),横向夹紧气缸(502)与横向定位板(507)对称设置在承托板(501)的两侧,横向夹板(505)安装在横向夹紧气缸(502)的活动端,并随其沿靠近或远离横向定位板(507)的方向往复运动。
9.根据权利要求7所述的筛板自动焊接工作站,其特征在于:所述的焊接工装(5)还包括压紧装置,压紧装置设置有若干个。
10.根据权利要求9所述的筛板自动焊接工作站,其特征在于:所述的压紧装置包括摆动气缸(509)以及压板(508),摆动气缸(509)安装在承托板(501)上,压板(508)安装在摆动气缸(509)的活动端。
技术总结
筛板自动焊接工作站,属于筛板焊接设备技术领域。包括上料装置、回转变位机、焊接机器人以及码垛机器人,上料装置与码垛机器人并排设置在回转变位机构的一侧,焊接机器人设置在回转变位机构远离上料装置的一侧,在回转变位机的两侧均设置有焊接工装,回转变位机带动焊接工装交替运动至焊接机器人的一侧。本发明的上料装置能够将筛板转移至回转变位机的焊接工装上,回转变位机通过焊接工装将待焊接的筛板转移至焊接机器人一侧,提高了筛板的上料速度,焊接机器人对焊接工装上的筛板进行焊接,焊接完成后,回转变位机将焊接后的筛板转移至上料装置一侧,码垛机器人将焊接好的筛板移走,实现了自动焊接筛板,焊接速度快,且焊接质量稳定。
技术研发人员:张英震,孙金栋,苏帅,孙鹏,李承致,彭杰
受保护的技术使用者:山东先河悦新机电股份有限公司
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!