奥氏体类不锈钢板的制作方法
1.本发明涉及奥氏体类不锈钢板。
背景技术:
2.金属掩膜是指在印制板基板上印刷糊状的焊料的版型,通常以0.10~0.25mm左右的厚度的不锈钢板为原材料而制作。
3.以往,金属掩膜多以对金属板进行化学性成形加工的、被称为光刻的手法进行制造。光刻是指,通过光致抗蚀剂法等对金属板的一部分进行掩膜后,通过喷洒、浸渍而使金属板与蚀刻液接触,将掩膜面以外的露出的金属板溶去而形成开口部的手法。此外,光刻时,有时也会使用通过对金属板的板进行部分性蚀刻的、被称为半蚀刻的技术,而制成具有与印制板基板的凹凸对应的段差的金属掩膜的手法。
4.另一方面,最近,随着印制板基板的高密度化,在制造金属掩膜时,越来越需要更为高精密的加工。为了满足这样的要求,使用激光加工作为金属掩膜的制法的情况正在增加。激光加工是通过向作为被加工材料的金属板照射激光进行部分性穿孔,或将板厚不同的金属板进行激光熔接而在金属掩膜内形成段差,而能够对应各种各样的形状。因此,通过适用激光加工,能够制作更为致密且复杂的结构的金属掩膜。
5.在用激光加工制造金属掩膜的情况下,对于作为其原材料的不锈钢板而言,除了以往作为金属掩膜而需要的原材料板的平坦性、能够承受重复的刮板的强度等之外,还需要激光加工部的平滑性、抑制激光熔融部以及热影响部的耐腐蚀性劣化。
6.例如专利文献1中提出了,适用于蚀刻加工的奥氏体类不锈钢。然而,该不锈钢由于在激光加工下会在熔融部、热影响部处析出cr碳化物,因此存在原材料的耐腐蚀性显著劣化的问题。
7.此外,在专利文献2中,提出了通过对化学组成和制造工序条件进行调整,使平均结晶粒径为15μm以下,而确保了蚀刻端面的平滑性的光刻用不锈钢板。
8.如专利文献2所示,已知通过使结晶粒径变小,即使在进行激光切断的情况下,也能使其加工面平滑化。然而,近年,对金属掩膜进行加工时的细微程度、精密程度的要求变得比以往更高,以现有技术不能充分满足这些要求。
9.在专利文献3中提出了一种通过对化学组成和制造工序条件的调整,而兼备光刻、激光加工时的要求特性(原材料平坦,具有较高硬度,加工面也能平滑化)的奥氏体类不锈钢板。然而,在专利文献3的技术中,激光加工时的热影响部处会生成粗大的cr碳化物,存在耐腐蚀性劣化、或硬度极端降低的情况。
10.现有技术文献
11.专利文献
12.专利文献1:日本专利第2754225号公报
13.专利文献2:日本专利第3562492号公报
14.专利文献3:日本专利第5939370号公报
技术实现要素:
15.本发明所解决的技术问题
16.如上所述,近年,印制板基板的高密度化、复杂化急速进展,对于掩膜而言,需要更为高精细的加工,另一方面,现状是作为掩膜用原材料的不锈钢板的特性、性能无法满足该高精细加工。以往,如上所述,为了提高作为掩膜用原材料的不锈钢板的性能,而进行了各种各样的探讨,但是要确保作为原材料的不锈钢板的平坦性、强度;激光加工部的平滑性,并抑制激光加工后的热影响部等的耐腐蚀性的劣化是非常困难的。
17.此外,近年,除了上述的金属掩膜以外,在制造以不锈钢板为原材料的各种精密机器的复杂形状的构成部件时,使用激光加工作为其加工方法的情况也在增多。当然,对于这样的精密部件,对于激光加工部的平滑性也有极高的要求,需要作为原材料的不锈钢板的特性、性能的进一步提高。
18.此外,在制造所述金属掩膜或精密部件时,出于加工性的容易程度,使用光刻加工的情况还是很多。也就是说,现状是,根据制造的部件的复杂程度、精密程度而选择加工方法。因此,近年,需要无论用光刻加工和激光加工中的任一种进行加工,都能确保加工部的平滑性、耐腐蚀性的、高性能的不锈钢板。
19.此外,对于如上所述的精密机器中使用的钢板而言,从零件轻量化的观点出发,高强度化的需求也在提高。
20.本发明是鉴于前述的现状而提出的,本发明所解决的问题是提供一种强度(ys)较高;激光加工部的平滑性、熔融部以及热影响部的耐腐蚀性良好的奥氏体类不锈钢板。
21.解决技术问题的技术手段
22.如上所述,激光加工是对钢板表面照射激光,通过其热量将钢板溶解或接合的手法。此外正如以上也说明了的,对于蚀刻加工部、激光加工部的平滑性的提高而言,结晶粒的细微化是有效的。因此,也存在以该细微化为目的而对原材料钢板进行热处理的情况。
23.然而,存在由于激光照射或前述的热处理时的热,作为不锈钢的主要构成元素的cr与c结合,在结晶晶界处生成cr碳化物,由此在结晶晶界附近处形成铬缺乏层的情况。此时,熔融部、热影响部的耐腐蚀性显著劣化。本发明者经过探讨的结果,发现:通过严密地控制原材料中的c含量等化学成分而控制cr碳化物的生成,能够提高激光加工后的熔融部、热影响部的耐腐蚀性。
24.并且,如果激光加工部的粗糙度变大(平滑性劣化),则还存在作为金属掩膜的精度不充分、或接合部产生间隙的问题。本发明者们对蚀刻加工部、激光加工部的平滑性进行了探讨的结果,发现:除了原材料的不锈钢板的化学成分之外,通过对制造过程进行优化而使得原材料钢板为包含均匀的细微结晶粒的金属组织,能够确保加工部的平滑性。
25.此外,就强度而言,通过使结晶粒更细微,能够提高强度,但使结晶粒细微化到一定程度以上这一点在工业上从成本的观点出发存在困难的情况较多。本发明者们进行了探讨的结果,发现:通过提高未再结晶率,能够提高强度。
26.本发明者们基于所述构思,而对不锈钢板的化学组成、金属组织和加工部的特性进行了详细的研究。其结果,发现:通过下述构成能够达成本发明的目的,从而完成了本发明。
27.本发明的要旨如下。
28.[1]本发明的一方式涉及的奥氏体类不锈钢板的化学组成以质量%计而包含:c:0.030%以下;si:1.0%以下;mn:1.5%以下;cr:15.0%以上20.0%以下;ni:6.5%以上9.0%以下;n:0.030%以上0.150%以下;nb、v、ti中的任一种或它们中的2种以上的合计为0.030%以上0.300%以下;mo:0%以上2.0%以下;cu:0%以上1.5%以下;co:0%以上1.0%以下;ca、mg、zr、sn、pb、w的合计:0%以上0.10%以下;p:0.10%以下;s:0.010%以下;al:0.10%以下,剩余部分由fe以及杂质构成,平均结晶粒径为5.0μm以下,未再结晶率超过3%且为20%以下。
[0029]
[2]所述[1]所述的奥氏体类不锈钢板,其中,所述化学组成中,以质量%计可以含有以下元素中的1种或2种以上:cu:0.1~1.5%;mo:0.1~2.0%;co:0.1~1.0%。
[0030]
发明的效果
[0031]
根据本发明的所述方式,能够提供强度(ys)较高;激光加工部的平滑性(粗糙度)、熔融部以及热影响部的耐腐蚀性良好的奥氏体类不锈钢板。
[0032]
本发明的具体实施方式
[0033]
以下,对本发明的一种实施方式涉及的奥氏体类不锈钢板(本实施方式涉及的奥氏体类不锈钢板)进行说明。
[0034]
首先,以下将对本实施方式涉及的奥氏体类不锈钢板的化学组成(成分组成)的限定理由进行说明。以下,除非另有说明,否则各元素的含量的“%”表示“质量%”。
[0035]
c:0.030%以下
[0036]
c是会由于激光加工时或热处理时的热而以粗大的cr碳化物的形式在结晶晶界处析出,成为使钢板的耐腐蚀性显著减损、硬度降低的原因的元素。因此,c含量较少较好。然而,c是能以较低价格提高钢板强度的元素,因此也可以在不对耐腐蚀性、硬度产生不良影响的0.030%以下的范围内含有。从激光加工后的耐腐蚀性的观点出发,c含量优选为0.020%以下。
[0037]
如上所述,c含量越少越好,但过度的降低会导致精炼成本的上升。因此,c含量的下限优选为0.005%。
[0038]
si:1.0%以下
[0039]
si作为熔制时的脱氧材料而使用,是有助于钢的强化的元素。然而,si含量如果过多,则钢板的表面洁净度降低,对清洗效率等产生不良影响。因此,si含量设为1.0%以下。优选为0.8%以下。
[0040]
si含量越少越好,但过度的降低会导致原料成本的增加。因此,si含量的下限优选设为0.01%。
[0041]
mn:1.5%以下
[0042]
mn是作为较低价格的奥氏体生成元素而有用的元素。然而,mn含量如果过多,则冷轧时生成的加工诱导马氏体变少,无法在之后的退火中得到细微结晶粒。此外,过度的含有也会成为使耐腐蚀性劣化的原因。因此,mn含量设为1.5%以下。优选为1.2%以下。
[0043]
mn含量的过度的降低会导致原料成本的增加。因此mn含量的下限优选设为0.01%。
[0044]
cr:15.0%以上20.0%以下
[0045]
cr是不锈钢的基本元素,是对在钢材表面形成金属氧化物层,提高耐腐蚀性而言
必要的元素。cr含量如果小于15.0%则无法获得充分的耐腐蚀性。因此,cr含量设为15.0%以上。优选为16.0%以上。
[0046]
另一方面,cr是强力的铁素体稳定化元素,cr含量如果过多,则会生成δ铁素体。该δ铁素体使原材料的热加工性劣化。因此,cr含量设为20.0%以下。优选为19.0%以下。
[0047]
ni:6.5%以上9.0%以下
[0048]
ni是奥氏体生成元素,是对在室温下稳定得到奥氏体相而言必要的元素。为了获得该效果,ni含量设为6.5%以上。优选为7.0%以上。
[0049]
另一方面,ni含量如果过多,则奥氏体相过于稳定化,冷轧时的加工诱导马氏体相变受到抑制,在之后的退火中无法得到细微结晶粒。并且,ni是价格较高的元素,含量的增大会导致成本的大幅上升。因此,ni含量设为9.0%以下。优选为8.5%以下。
[0050]
n:0.030%以上0.150%以下
[0051]
n和c同样是固溶强化元素,是有助于钢的强度提高的元素。此外,n与nb、v、ti结合而以细微的氮化物的形式在退火时析出,是具有通过钉扎效果抑制结晶晶粒生长的效果的元素。为了得到这些效果,n含量设为0.030%以上。优选为0.050%以上。
[0052]
另一方面,n含量如果过多,则在钢板的制造过程中大量生成粗大的氮化物。粗大的氮化物会成为破坏的起点,使热加工性显著劣化,使钢板的制造变得困难。因此,n含量设为0.150%以下。优选为0.130%以下。
[0053]
nb、v、ti中的任一种或它们中的2种以上的合计为0.030%以上0.300%以下
[0054]
nb、v、ti都会生成细微的碳化物、氮化物或复合碳氮化物,是通过钉扎效果抑制结晶的晶粒生长的元素。即,nb、v、ti是对结晶粒的细微化有效的元素。因此,nb、v、ti中的任一种或它们中的2种以上的合计含有0.030%以上。nb、v、ti的合计含量优选为0.050%以上。
[0055]
另一方面,这些元素的合计含量如果过多,则会在溶解时以粗大的夹杂物的形式结晶,其结果,会存在使制造性显著劣化,或使再结晶受到抑制而在退火后未再结晶部过剩地残存的不良影响。此外,大量含有这些元素会直接导致原材料的成本上升。因此,这些元素的合计含量设为0.300%以下。优选为0.200%以下。
[0056]
本实施方式涉及的奥氏体类不锈钢板除了所述的基本组成之外,还可以含有选自下述的元素群中的1种或2种以上。也就是说,以下的元素是根据需要而含有的任选元素,其下限为0%。
[0057]
mo:0%以上2.0%以下
[0058]
mo是使不锈钢板的耐腐蚀性提高的元素。如果要得到该效果,则mo含量优选设为0.1%以上。更优选为0.5%以上。
[0059]
另一方面,mo含量如果过多,则被称为laves相的脆化相变得易于析出。此外,mo是价格较高的元素,会导致成本的上升。因此,在含有的情况下,mo含量设为2.0%以下。优选为1.0%以下。
[0060]
cu:0%以上1.5%以下
[0061]
cu和ni同样是奥氏体生成元素,是与ni相比能够以较低价格对奥氏体相的稳定度进行调整的元素。因此,可以含有。如果要得到所述效果,则cu含量优选设为0.1%以上。
[0062]
另一方面,cu含量如果过多,则在制造过程中向晶界偏析。该晶界偏析使热加工性
显著劣化,使制造变得困难。因此,在含有的情况下,cu含量设为1.5%以下。优选为1.0%以下。
[0063]
co:0%以上1.0%以下
[0064]
co是奥氏体生成元素,是具有抑制作为在激光加工时生成的脆化相的δ铁素体相的效果的元素。因此,可以含有。如果要得到所述效果,则co含量优选设为0.1%以上。
[0065]
另一方面,co是价格较高的元素。因此,在含有的情况下,co含量设为1.0%以下。
[0066]
本实施方式涉及的奥氏体类不锈钢板除了上述的元素之外,基本由fe以及杂质(包含不可避免性杂质)构成,但除了以上说明的各元素之外,只要在不损害本实施方式涉及的奥氏体类不锈钢板的效果的范围内,也可以含有其他的元素(例如ca、mg、zr、sn、pb、w)。ca、mg、zr、sn、pb、w的合计含量如果为0.10%以下,则不损害本实施方式涉及的奥氏体类不锈钢板的效果。
[0067]
此外,在不锈钢的制造中,常使用废料原料。因此,不锈钢中会不可避地混入各种杂质元素。以确定的定义确定杂质元素的含量是很困难的。因此,本实施方式中的杂质是指,以不阻碍本实施方式涉及的奥氏体类不锈钢板的作用效果的量而含有的元素。作为这样的杂质,例如可以举出p、s、o等。p含量优选为0.10%以下,更优选为0.05%以下。s含量优选为0.01%以下。就o含量而言,如果是通过通常的制钢工序进行制造,则会为20~30ppm,几乎不存在超过50ppm的情况。o含量只要为50ppm以下,就不会损害本实施方式涉及的奥氏体类不锈钢板的效果。
[0068]
接下来,对金属组织(微观组织)进行说明。
[0069]
本实施方式涉及的奥氏体类不锈钢板的平均结晶粒径为5.0μm以下,未再结晶率超过3%且为20%以下。
[0070]
《平均结晶粒径》
[0071]
平均结晶粒径如果变小,则激光加工面的粗糙度变小。该效果特别是在将平均结晶粒径设为5.0μm以下时会显著地出现。此外,通过使平均结晶粒径变小,ys会得到提高。因此将平均结晶粒径设为5.0μm以下。为了更一步发挥所述效果,优选为3.0μm以下。
[0072]
另一方面,如果要使平均结晶粒径小于1.0μm,则成本显著提高。因此,优选平均结晶粒径设为1.0μm以上。
[0073]
平均结晶粒径仅使用满足以下所述的再结晶晶粒的定义的结晶粒进行计算。
[0074]
具体而言,根据板厚中心部处的、以使用了扫描型电子显微镜的电子背散射衍射(ebsd)法测定的方位图求出。更具体而言,在钢板的轧制方向上,对于垂直截面的从表面到板厚中心的位置附近,将20μm
×
20μm的区域设为1个视野,测定间距设为0.1μm,至少进行5个视野以上的测定,将相邻的测定点彼此的方位差为10
°
以上的边界设为晶界,将满足以下全部条件的区域规定为再结晶晶粒:(i)被晶界包围的(ii)长径比为0.8~1.2的(iii)晶界内包含的测定点为5点以上的。此时,双晶晶界(σ3晶界)不视为晶界。
[0075]
平均粒径可以通过设为与根据该方位图以求积法算出的再结晶晶粒的平均结晶粒面积具有相同的面积的圆的直径而得到。
[0076]
ebsd的测定、解析软件没有特别限定,例如tsl oim data collection和oim analysis。
[0077]
《未再结晶率》
[0078]
在本实施方式涉及的奥氏体类不锈钢板中,为了提高ys,未再结晶率(未再结晶部的比例)设为超过3%且为20%以下。
[0079]
只要控制平均结晶粒径使其进一步细微,就能够提高ys,但要使结晶粒稳定地细微化至1.0μm以下,从工业成本的观点来看是很困难的。由于平均结晶粒径为5.0μm以下(优选为1.0μm以上)就能够确保充分的ys(例如800mpa以上),因此将未再结晶率设为超过3%。优选为5%以上。
[0080]
另一方面,未再结晶率如果超过20%,则在轧制方向上较长地延伸的粗大的未再结晶晶粒会在样品表面显现而降低加工部的平滑性。因此,未再结晶率设为20%以下。
[0081]
本实施方式中,将通过上述的方法未被判断为再结晶晶粒的结晶粒判断为未再结晶晶粒,以未再结晶晶粒相对于测定面积的面积率作为未再结晶率。
[0082]
马氏体残存量(α’残存量)
[0083]
马氏体是硬质的组织。因此,如果在研磨前马氏体过剩地存在,则激光加工性、研磨性劣化。因此,马氏体的残存量优选设为5%以下。残存量用铁素体分析仪测定而求得。
[0084]
如果在上述的本实施方式涉及的奥氏体类不锈钢板的化学组成的范围内,以得到上述的平均结晶粒径以及未再结晶率的条件制造奥氏体类不锈钢板,则nb、v、ti类碳氮化物的平均直径为30nm以下,并且,所述nb、v、ti类碳氮化物的每单位面积的个数密度为10~50个/μm2。
[0085]
nb、v、ti类碳氮化物通过结晶晶界的钉扎效果抑制结晶晶粒生长,对于得到细微结晶粒组织而言是有效的。nb、v、ti类碳氮化物的平均直径如果为30nm以下,则钉扎效果是有效的。但是,即使平均直径为30nm以下,nb、v、ti类碳氮化物如果分布不均而析出,则钉扎效果的表现会出现波动,细微的结晶粒和粗大的结晶粒混合存在,加工面的平滑性出现不均匀。因此,nb、v、ti类碳氮化物需要细微并且均匀地分散并析出。
[0086]
此外,nb、v、ti类碳氮化物的平均直径如果为30nm以下,则在用激光加工等进行熔融时,不会产生氮、碳量局部性地显著高的区域(高浓度区域),使耐腐蚀性劣化的cr碳氮化物不易生成。但是,nb、v、ti类碳氮化物的个数密度如果过高,则该区域被激光加工熔融、或受热时,这些析出物会溶解,易于形成c量高的区域(高浓度区域)。其结果,该c在之后的冷却中与cr结合而析出cr碳化物,使耐腐蚀性劣化。
[0087]
因此,nb、v、ti类碳氮化物的平均直径为30nm以下,并且,就析出状态(个数密度)而言,以1个视野为1平方μm,在全部10个视野中测量所述nb、v、ti类碳氮化物的个数密度(个/μm2)时,优选测量出的全部10个视野的所述个数密度中,最小的个数密度、最大的个数密度都在10~50个/μm2的范围内。由此,能够抑制钉扎效果的表现的波动,在板面内确保均匀的平滑性。
[0088]
本实施方式中nb、v、ti类碳氮化物在后述的最终退火工序中析出,通过以得到上述的平均结晶粒径以及未再结晶率的条件进行退火,能够在抑制粗大化的同时使其析出,因此使nb、v、ti类碳氮化物的平均直径为30nm以下,个数密度在10~50个/μm2的范围内。
[0089]
nb、v、ti类碳氮化物的平均直径如下:使用以复型法(replica method)从钢板中采集的样品进行tem观察,算出观察到的析出物的面积,以具有与该面积相同面积的圆的直径作为析出物的直径时的、各样品中观察到的50~100个的析出物的直径的平均值。
[0090]
本实施方式中的“nb、v、ti类碳氮化物”包括包含nb、v和/或ti的碳化物或氮化物、
以及它们的复合碳氮化物。此外,nb、v、ti类碳氮化物的观察通过透射型电子显微镜(tem)进行即可。析出物的构成元素可以通过eds分析鉴定。
[0091]
本实施方式涉及的奥氏体类不锈钢板的板厚无特别限定,根据制造对象品的尺寸、形状、负载等适宜设计即可。从确保强度的观点出发为0.05mm以上,优选为0.08mm以上,更优选为0.10mm以上。这是因为如果板厚较薄,则存在加工后强度不充分的情况。板厚可以为0.2mm以下。
[0092]
接下来,对本实施方式涉及的奥氏体类不锈钢板的制造方法进行说明。
[0093]
本实施方式涉及的奥氏体类不锈钢板只要具有上述特征就能够获得其效果,制造方法无特别限定。可以通过将热轧、冷轧以及各热处理(退火)组合,并根据需要,适宜地进行酸洗的制造方法而得到。即,作为制造方法的一个例子,例如,可以采用包含制钢-热轧-热轧板退火-冷轧(包含中间退火)-冷轧板退火(最终退火)的各工序的制法。就作为最终完成处理的最终退火和在其之前进行的冷轧的操作条件而言,为了满足上述的钢板的各要求,优选为以下所示的条件,除此之外的工序、条件无特别限制。
[0094]
就本实施方式涉及的奥氏体类不锈钢板而言,如前所述,为了得到加工部的平滑性,使平均结晶粒径为5.0μm以下,优选为3.0μm以下这一点是很重要的。结晶粒的核将母相的晶界、转位等的缺陷以位点的形式生成。因此,与奥氏体相相比,通过冷轧使包含较多的转位的加工诱导马氏体相(α’)大量生成对于平均结晶粒径的细微化是有效的。压下率(板厚减少率)越大,冷轧时生成的α’量越多。因此,在最终退火前的冷轧中,压下率优选设为65%以上,更优选为67%以上,进一步优选为70%以上。压下率的上限无特别限定,从轧机的能力的观点出发,可以为95%以下。
[0095]
优选在冷轧的中途,加入1次以上的中间退火。即本实施方式的冷轧优选为中间夹有中间退火的2次以上的轧制。中间退火可以是分批式退火或连续式退火。
[0096]
在进行中间退火的情况下,在中间退火中,加热至1050℃以上的温度,以10℃/秒以上的平均冷却速度冷却至500℃以下。通过所述的中间退火,在中途不会生成碳氮化物。
[0097]
如果中间退火的温度较低,则nb、v、ti类碳氮化物不会再固溶,无法抑制最终退火时的再结晶,因此未再结晶率会变低。此外,平均冷却速度如果较慢,则在冷却中碳氮化物会粗大地析出,无法抑制之后的最终退火时的再结晶,因此未再结晶率会变低。
[0098]
对冷轧后的钢板,进行冷轧板退火(最终退火)。
[0099]
在冷轧后的热处理(最终退火)中,优选将500~800℃之间的升温速度s1设为40℃/秒以上,将最高到达温度t1设为800℃以上950℃以下,将暴露于800℃以上的时间t1设为15秒以下,将800℃~500℃之间的冷却速度s2设为30℃/秒以上。
[0100]
最终退火时使α’逆相变为奥氏体相(γ)时,通过使升温速度变快,能够抑制转位的恢复,从包含较多的转位的α’相生成γ相。也就是说,意味着在核生成位点大量残留的状态下逆相变为γ相,得到细微的γ粒组织。并且,α’中的转位也作为nb、v、ti类碳氮化物的核生成位点而发挥功能。即,提高升温速度,在抑制转位的恢复的状态下使这些碳氮化物析出这一点,对于使nb、v、ti类碳氮化物的平均直径变小而言是不可或缺的。更具体而言,为了在从α’向γ的逆相变或nb、v、ti类碳氮化物的析出时使转位较多地残存,将转位的移动、恢复活跃的500℃到800℃之间的升温速度s1设为40℃/秒以上。优选将升温速度s1设为45℃/秒以上。升温速度s1越快越优选,其上限无特别限定,根据退火设备等的能力、规模进行
设定即可,例如,可以为100℃/秒以下。
[0101]
最终退火时的最高到达温度t1如果过高,则升温时细微地生成的γ粒;nb、v、ti类碳氮化物会粗大化。因此,最终退火时的最高到达温度t1设为950℃以下。优选为920℃以下。
[0102]
另一方面,最高到达温度t1如果过低,则向γ相的逆相变变得不充分,α’相会残留,没有再结晶的未再结晶的γ相会过剩地残存。它们会成为减损加工部的平滑性的原因,因此将最高到达温度t1设为800℃以上。优选为820℃以上。
[0103]
此外,最终退火时,如果暴露于高温的时间较长,或,升温后的冷却速度较慢,则细微的γ结晶粒会进行晶粒生长而粗大化。因此,将钢板暴露于800℃以上的时间t1设为15秒以下,将从800℃到500℃的冷却速度s2设为30℃/秒以上。优选将钢板暴露于800℃以上的时间t1设为10秒以下,将冷却速度s2设为35℃/秒以上。
[0104]“钢板暴露于800℃以上的时间t1”是从钢板到达800℃的时间点开始测量的,其也可以是在升温阶段的中途。此外即使在冷却开始后,只要钢板温度在800℃以上就计算在内。
[0105]
本实施方式中升温速度s1是指,将从500℃到800℃为止的上升温度量(300℃)除以升温所需的升温时间而得到的平均速度。冷却速度s2也同样地,是将从800℃到500℃为止的下降温度量(300℃)除以冷却所需的冷却时间而得到的平均速度。
[0106]
到达最高到达温度t1后,可以保持一定时间,也可以直接开始冷却。即,只要最高到达温度t1和暴露于800℃以上的时间t1在上述的范围内,钢板温度经过怎样的温度历程都可以。
[0107]
通过最终退火,制得细微的γ粒组织和均匀的析出物分布后,为了硬度等的性能调整,可以进行调质轧制、基于张力矫直机的校正、应力除去退火。在调质轧制中,为了得到给定的硬度而以轧制率30~50%的压下率(多道次的情况下为累积压下率)进行强压下,使加工诱导马氏体生成。该马氏体以原来的γ粒或比其更小的区域为单位而生成,因此由细微的γ粒生成的α’相会细微地分散。然后在张力矫直机校正中,通过在对钢板赋予张力的同时沿着矫直辊进行弯曲、弯曲恢复,可使平坦性提高。
[0108]
在应力除去退火中,除了除去材料内部的残留应力之外,通过使调质轧制、张力矫直机校正中生成的加工诱导马氏体逆相变为细微的奥氏体,而与调质轧制前同样地,激光加工面变得平滑。应力除去退火(去应力退火)在一般实施的700~800℃下进行即可。
[0109]
通过以上的工序,可以制造本实施方式涉及的奥氏体类不锈钢板。
[0110]
如上所说明的,本实施方式涉及的奥氏体类不锈钢板通过在金属组织中,具有均匀的细微结晶粒和给定的未再结晶部,能够在提高ys的同时,使加工部的平滑性;熔融部、热影响部的耐腐蚀性提高。因此,可以适宜地作为光刻加工、激光加工用的原材料钢板而采用。此外,本实施方式涉及的奥氏体类不锈钢板由于能够充分确保加工部的平滑性,因此适用于作为使用光刻加工、激光加工(包含激光切断、激光熔接)而制造的金属掩膜的原材料。
实施例
[0111]
接下来是本发明的实施例,实施例中的条件是为了确认本发明的实施可能性以及效果而采用的一个条件例,本发明不限于以下的实施例中使用的条件。就本发明而言,只要
不脱离本发明的主旨,能够达成本发明的目的,就可以采用各种各样的条件。
[0112]
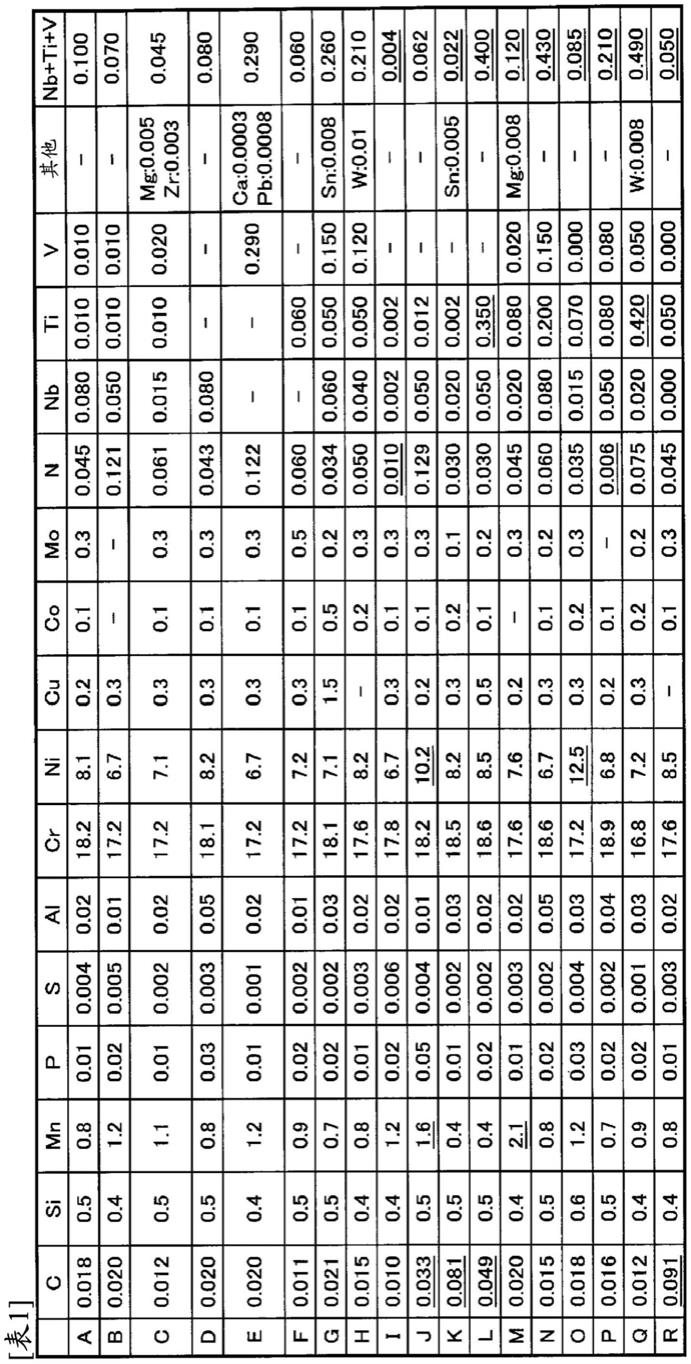
供试材料的钢的化学组成如表1所示。各成分中在本发明范围外的成分,在其含量的数字表示有下划线。表1中的a~h为满足本发明的规定的化学组成,i~r为不满足规定的比较钢的化学组成。表1中,各含量的单位为质量%,剩余部分为fe以及杂质。
[0113]
对具有表1的a~r的化学组成的25kg小型铸块进行了熔制、切削加工、热轧、热轧板退火、除污。然后,以表2~表3中所示的条件重复中间退火和冷轧1~3次之后,实施了最终退火。对于发明例33~36,进一步如表3所示地,进行了调质轧制、基于张力矫直机的校正以及去应力退火。
[0114]
从得到的厚度0.2mm的钢板中采集试验片,以以下的要领对各特性进行了调查。
[0115]
平均结晶粒径:以上述的要领,将相邻的晶粒的倾角为10
°
以上的边界定义为结晶晶界,根据与依据板厚中心部中的ebsd方位图以求积法算出的平均结晶粒面积具有相同面积的圆的直径而求得平均结晶粒径。
[0116]
马氏体残存量(α’残存量):使用最终退火后的钢板,以铁素体分析仪测定了马氏体量。各钢板实施5次测定,以其平均值作为马氏体残存量。
[0117]
未再结晶率:以上述的要领测定了未再结晶率。
[0118]
激光加工部的粗糙度:通过激光切断表2、表3中的钢板,用接触式粗糙度计测定了其切截面的线粗糙度(算术平均粗糙度:ra)。测定设为相对于板厚方向为90度的方向。根据现在的市场需求,将算术平均粗糙度ra为1.00μm以下的样品判断为合格,将超过1.00μm的样品判断为不合格。
[0119]
ys:使用以使试验片的长度方向与轧制方向平行的方式进行了采样的ji s z 2241:2011中规定的13b号拉伸试验,在以使得标点间距离的变化量为3mm/min的方式赋予拉伸负载的条件下进行拉伸试验而求得。
[0120]
ys为800mpa以上时,判断为具有充分的强度。
[0121]
耐腐蚀性:将用激光熔融表2、表3中的钢板而得的样品浸渍在液温5℃的6%fecl3+1%hcl中24小时,将未发生孔蚀的样品判断为耐腐蚀性良好,将发生孔蚀的样品判断为不良。
[0122]
表2的钢板no.1~11、33~36满足本发明的规定,激光加工部的粗糙度较小、ys较高、耐腐蚀性也没有问题。在这些例子中,nb、v、ti类碳氮化物的平均直径为30nm以下,并且,所述nb、v、ti类碳氮化物的每单位面积的个数密度为10~50个/μm2。
[0123]
钢板12~32是比较例的钢板,激光加工部的粗糙度不良、强度(ys)较低、或由于cr碳化物的析出而使耐腐蚀性劣化,没有满足1个以上的目标特性。
[0124]
钢板12~16、21~26是化学组成虽然满足本发明的规定,但制造方法在优选范围外的例子,平均结晶粒径、未再结晶率在本发明范围外。
[0125]
钢板17~20、27~32的化学组成在本发明的范围外,平均结晶粒径、未再结晶率在本发明范围外。
[0126]
[0127]
[0128][0129]
工业实用性
[0130]
能够提供强度(ys)较高、激光加工部的平滑性(粗糙度)、熔融部以及热影响部的
耐腐蚀性能够得到提高的奥氏体类不锈钢板。本发明的奥氏体类不锈钢板适于作为使用光刻加工、激光加工(包含激光切断、激光熔接)而制造的金属掩膜的原材料而使用,产业上的利用可能性高。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1