一种高强度低硬度低成本13Cr油套管用钢、油套管及其制造方法与流程
一种高强度低硬度低成本13cr油套管用钢、油套管及其制造方法
技术领域
1.本发明涉及一种钢、油套管及其制造方法,尤其涉及一种13cr油套管用钢、油套管及其制造方法。
背景技术:
2.近年来,随着社会对能源需求的增长以及钻完井工艺的进步,天然气开采正从常规工况向“三超”(超深、超高压、超高温)工况方向发展。塔里木油田的“三超”气井因其单井产量高逐渐成为我国油气田可采储量的重要增长点,其对于保障西气东输长期平稳供气具有重要意义。
3.然而,需要注意的是,塔里木油田的“三超”气井中普遍存在高腐蚀性井流介质,特别是co2气体最大分压达到4mpa。所以耐co2腐蚀的超级13cr油套管在塔里木油田“三超”得到了广泛应用。
4.因此,超级13cr油套管的质量水平决定了这些高温高压油气井能否顺利开发,其对于我国塔里木油田“三超”(超深、超高压、超高温)油气井的开发至关重要。
5.现有技术中虽然已有超级13cr油套管,但仍然存在问题。
6.例如:公开号为cn101397637a,公开日为2009年4月1日,名称为“13cr高抗二氧化碳和微量硫化氢腐蚀油套管用钢及其制造方法”的中国专利文献公开了一种超级13cr油套管用钢及其制造方法。该专利在cr、ni、mo基础上复合添加了cu和nb,热处理后达到110ksi后硬度较高,在油田下井后容易在井下腐蚀环境中发生应力腐蚀开裂失效。该专利的制造方法为电炉冶炼-模铸-锻造管坯-管坯退火-管坯加热-穿孔-热轧-热处理。
7.又例如:公开号为cn102172626a,公开日为2011年9月7日,名称为“φ48-89mm超级13cr油管的热轧生产方法”的中国专利文献,公开了一种φ48-89mm超级13cr油管的热轧生产方法。该专利不涉及具体的超级13cr材质及管坯的制造方法。其制造方法为选用超级13cr锻造管坯,管坯加热-穿孔-连轧-再加热-张减。
8.再例如:公开号为cn105855293a,公开日为2016年8月17日,名称为“超级13cr油管的生产方法”的中国专利文献,公开了一种超级13cr油管的热轧生产方法。但是该专利也不涉及具体的超级13cr材质及管坯的制造方法,其制造方法为选用超级13cr锻造管坯,管坯加热-穿孔-连轧-再加热-张减-矫直-包装。
9.经过分析可知,采用上述现有技术得到的13cr油套管,在热处理达到110钢级的高强度的同时,硬度较高,其容易在井下腐蚀环境中发生应力腐蚀开裂失效。
10.此外,为满足三超油气井的质量要求,需要对超级13cr油套管进行远高于api标准要求的探伤标准的超声探伤。采用上述专利生产的超级13cr油套管,按远高于api标准要求的探伤标准超声探伤,合格率仅为20%-30%。同时,上述专利均采用模铸的锻造管坯,而模铸工序收得率很低,锻造工序成本很高。
11.基于此,为了解决现有技术中存在的问题,本发明期望获得一种高强度低硬度低
成本13cr油套管用钢、油套管及其制造方法,其可以在保证质量的前提下大幅降低管坯的成本,保证超级13cr油套管热处理达到110钢级的高强度的同时具有较低的硬度,在油田下井后不容易在井下腐蚀环境中发生应力腐蚀开裂失效。
技术实现要素:
12.本发明的目的之一在于提供一种高强度低硬度低成本13cr油套管用钢,该高强度低硬度低成本13cr油套管用钢通过合理的化学成分设计,可以在降低成本的前提下,获得高强度和低硬度,其屈服强度为758~965mpa,抗拉强度≥793mpa,硬度≤28hrc,在油田下井后不容易在井下腐蚀环境中发生应力腐蚀开裂失效,具有良好的推广前景和应用价值。
13.为了实现上述目的,本发明提供了一种高强度低硬度低成本13cr油套管用钢,其除了fe和不可避免的杂质以外,还含有质量百分含量如下的下述各化学元素:
14.0<c≤0.04%,0<si≤0.5%,mn:0.2~1.0%,cr:11~14%,mo:1~3%,ni:4~7%,ti:0.01~0.05%,n:0.001~0.015%;
15.并且其化学成分还满足:ti≥(c+n),其中c、ti、n分别表示相应元素的质量百分含量。
16.进一步地,在本发明所述的高强度低硬度低成本13cr油套管用钢中,其各化学元素质量百分含量为:
17.0<c≤0.04%,0<si≤0.5%,mn:0.2~1.0%,cr:11~14%,mo:1~3%,ni:4~7%,ti:0.01~0.05%,n:0.001~0.015%;余量为fe和其他不可避免的杂质。
18.在本发明所述的技术方案中,本发明采用了合理的化学成分设计,以实现在降低成本的前提下,获得高强度和低硬度。本发明的高强度低硬度低成本13cr油套管用钢中不含cu、nb等提高硬度的元素,其特意添加对降低钢材的硬度非常有利的ti元素,并控制提高钢材硬度的c、n元素,同时满足ti≥(c+n),其中c、ti、n分别表示各对应元素的质量百分含量。
19.在本发明所述的高强度低硬度低成本13cr油套管用钢中,各化学元素的设计原理如下所述:
20.c:在本发明所述的高强度低硬度低成本13cr油套管用钢中,c是奥氏体形成元素,提高钢中c元素含量可以有效提高钢材的强度。但需要注意的是,钢中c元素含量不宜过多,当钢中c元素含量过多时,会使得钢材的耐蚀性下降,同时韧性降低。基于此,在本发明所述的高强度低硬度低成本13cr油套管用钢中,将c元素的质量百分比控制为0<c≤0.04%。
21.当然,在一些优选的实施方式中,为了得到更好的实施效果,c元素的质量百分比可以控制为0<c≤0.03%。
22.si:在本发明所述的高强度低硬度低成本13cr油套管用钢中,si是炼钢过程中重要的脱氧剂,其可以起到脱氧的作用。但需要注意的是,钢中si元素含量同样不宜过高,过高的si会对钢材的韧性和耐蚀性都产生不利的影响。因此,在本发明所述的高强度低硬度低成本13cr油套管用钢中,将si元素的质量百分比控制为0<si≤0.5%。
23.mn:在本发明所述的高强度低硬度低成本13cr油套管用钢中,mn元素可以有效提高钢材的强度。但需要注意的是,钢中mn元素含量同样不宜过高,当钢中mn元素含量过高时,会使得钢材的韧性下降。因此,在本发明所述的高强度低硬度低成本13cr油套管用钢
中,将mn元素的质量百分比控制在0.2~1.0%之间。
24.当然,在一些优选的实施方式中,为了得到更好的实施效果,mn元素的质量百分比可以控制在0.3~0.5%之间。
25.cr:在本发明所述的高强度低硬度低成本13cr油套管用钢中,cr是不锈钢中提高耐蚀性能的重要元素,为了使制得的钢材获得足够的耐co2腐蚀能力,钢中cr元素含量需要至少达到11%。同样的,钢中cr元素含量不宜过高,当钢中cr元素含量过高时,会增加铁素体析出的风险,对产品的轧制和耐蚀性都产生不利影响。基于此,在本发明所述的高强度低硬度低成本13cr油套管用钢中,将cr元素的质量百分比控制在11~14%之间。
26.mo:在本发明所述的高强度低硬度低成本13cr油套管用钢中,mo是增加不锈钢耐氯离子点蚀能力的元素。为了使制得的钢材获得足够的耐co2腐蚀能力,本发明要求钢中mo元素含量需要至少达到1%。同时钢中的mo元素含量也不宜过高,当钢中mo元素含量过多时,会形成较多的铁素体,对产品的轧制和耐蚀性都有不利影响。因此,在本发明所述的高强度低硬度低成本13cr油套管用钢中,将mo元素的质量百分比控制在1~3%之间。
27.ni:在本发明所述的高强度低硬度低成本13cr油套管用钢中,ni元素不仅能够扩大奥氏体区,其还可以起到提高钢材的耐蚀性和韧性的作用。为了使ni元素能够充分地发挥上述优异效果,在本发明中,需要要求钢中ni元素含量至少达到4%。同时,ni元素的成本较高,结合考虑生产成本,钢中不宜加入过量的ni。因此,在本发明所述的高强度低硬度低成本13cr油套管用钢中,将ni元素的质量百分比控制在4~7%之间。
28.当然,在一些优选的实施方式中,为了得到更好的实施效果,ni元素的质量百分比可以控制在4~6%之间。
29.ti:在本发明所述的高强度低硬度低成本13cr油套管用钢中,ti是特意添加的元素,ti对于降低高强度钢材的硬度非常有利,但需要注意的是,钢中ti元素含量过高时,会对炼钢连铸过程产生巨大影响。因此,在本发明所述的高强度低硬度低成本13cr油套管用钢中,将ti元素的质量百分比控制在0.01~0.05%之间。
30.n:在本发明所述的高强度低硬度低成本13cr油套管用钢中,n是提高不锈钢耐点蚀的元素,同时n还可以作为奥氏体形成元素,以提高钢材的马氏体比例,进而有效提高材料的强度。因此,在本发明所述的高强度低硬度低成本13cr油套管用钢中,将n元素的质量百分比控制在0.001~0.015%之间。
31.此外,需要注意的是,在本发明所述的高强度低硬度低成本13cr油套管用钢中,在控制单一化学元素质量百分比的同时,本发明还需要控制:ti≥(c+n),其中c、ti、n分别表示各对应元素的质量百分含量。满足本发明化学成分要求的高强度低硬度低成本13cr油套管用钢可以在达到110钢级的高强度的同时,还具有较低的硬度。
32.进一步地,在本发明所述的高强度低硬度低成本13cr油套管用钢中,其各化学元素质量百分含量满足下述各项的至少其中之一:
33.0<c≤0.03%;
34.mn:0.3~0.5%;
35.ni:4~6%。
36.进一步地,在本发明所述的高强度低硬度低成本13cr油套管用钢中,在其他不可避免的杂质中:p≤0.020%,并且/或者s≤0.005%。
37.在本发明上述的技术方案中,p和s元素均是本发明所述的高强度低硬度低成本13cr油套管用钢中的杂质元素,在技术条件允许情况下,为了获得性能更好且质量更优的钢材,应尽可能降低抗co2腐蚀的油套管中杂质元素的含量。
38.进一步地,在本发明所述的高强度低硬度低成本13cr油套管用钢中,其微观组织为回火马氏体+逆变奥氏体,其中逆变奥氏体的体积分数为2%~8%。
39.进一步地,在本发明所述的高强度低硬度低成本13cr油套管用钢中,其屈服强度为758~965mpa,其抗拉强度≥793mpa,并且其硬度≤28hrc。
40.相应地,本发明的另一目的在于提供一种高强度低硬度低成本13cr油套管,该高强度低硬度低成本13cr油套管不仅具有较高的强度,还具有较低的硬度,其屈服强度为758~965mpa,抗拉强度≥793mpa,并且其硬度≤28hrc,其可以有效应用于油田下井作业中,具有良好的推广前景和应用价值。
41.为了实现上述目的,本发明提出了一种高强度低硬度低成本13cr油套管,其采用上述的高强度低硬度低成本13cr油套管用钢制得。
42.此外,本发明的又一目的在于提供上述高强度低硬度低成本13cr油套管的制造方法,该制造方法生产工艺简单且生产成本低,其可以在保证质量的前提下大幅降低生产成本,采用该制造方法所获得的高强度低硬度低成本13cr油套管,不仅具有较高的强度,还具有较低的硬度,其在油田下井后不容易在井下腐蚀环境中发生应力腐蚀开裂失效,能够有效应用于油田下井作业中,具有十分重要的现实意义。
43.为了实现上述目的,本发明提出了上述的高强度低硬度低成本13cr油套管的制造方法,其包括步骤:
44.(1)电炉冶炼;
45.(2)采用大方坯连铸以及轻压下工艺;
46.(3)管坯轧制、管坯剥皮、管坯加热、穿孔;其中在管坯轧制以后、管坯剥皮之前不进行退火工序;
47.(4)冷轧;
48.(5)热处理:淬火+回火。
49.需要说明的是,油套管在管材生产工序需要使用圆管坯作为原料。圆管坯既可以采用模铸方式生产,也可以采用连铸方式直接生产出圆管坯。
50.此前,现有技术中通常在电炉冶炼后采用模铸后锻造管坯。之所以此前的13cr油套管均采用模铸后锻造管坯是因为13cr油套管属于不锈钢,其与碳钢相比,铸坯中心偏析严重,在模铸后采用锻造方式能够有效改善管坯中心偏析。而如果采用连铸方式直接生产出圆管坯,因铸坯中心偏析严重,在连铸过程中,管坯中心容易产生内裂。即使后续再次对连铸管坯采用锻造或轧制提高其压缩比,也无法改变其内裂的程度。采用存在内裂的管坯作为原料生产管材,在后续的穿孔过程中会造成管材产生大量内表缺陷,成材率极低,大幅提高成本。
51.而在本发明上述的技术方案中,本发明所述制造方法的步骤(2)中,采用了大方坯连铸配合轻压下工艺的方式制得管坯。在本发明中,通过轻压下工艺对铸坯凝固末端施加一定的压力,可以有效地改善铸坯中心偏析,从而保证在连铸的过程中不产生内裂。采用本发明这一技术手段所得到的铸坯中心偏析较好,无须采用昂贵的锻造方式改善中心偏析,
只需采用经济的轧制方式即可将大方坯轧制成圆管坯。
52.相应地,经研究,模铸从钢水到成坯的收得率约为84-88%,而连铸从钢水到成坯的收得率约为95-96%。因此,与现有技术相比,在本发明所述制造方法的步骤(2)中,采用大方坯连铸并配合使用轻压下工艺,能够在保证质量的前提下,大幅降低管坯的成本。
53.此外,为消除内应力,防止管坯产生应力裂纹,同时也为了降低硬度,为后续管坯剥皮创造条件,在现有制造工艺中,通常均需要对13cr油套管的管坯进行退火。退火工序不但增加成本,而且还会造成管坯弯曲。退火后的管坯还要再次进入矫直工序,会进一步增加成本。
54.而在本发明中,本发明采用了特有的化学成分配比,本发明所述制造方法的在步骤(3)中,本发明在管坯轧制以后、管坯剥皮之前不进行退火工序,且其管坯硬度与现有技术退火后的管坯硬度相当或更低,无需进入矫直工序,与现有技术相比,进一步降低成本。
55.因此,采用本发明高强度低硬度低成本13cr油套管用钢特有的化学成分配比,并配合采用“电炉冶炼-大方坯连铸-轻压下-轧制管坯-管坯剥皮”的制造方法,可以在保证质量的前提下大幅降低13cr油套管管坯的成本。
56.另外,需要说明的是,现有技术中穿孔完成后通常采用热轧进行轧制,不同于现有技术中的操作,在本发明所述制造方法的步骤(4)中,其采用冷轧的方式进行轧制。虽然冷轧工序成本高于热轧工序,但按远高于api标准要求的探伤标准超声探伤,冷轧管探伤合格率相当高,而按同一标准探伤,热轧管探伤合格率非常低,其总生产成本反而高于采用冷轧制得的冷轧管。
57.进一步地,在本发明所述的制造方法中,在步骤(2)中,轻压下工艺的压下量为5~15mm。
58.进一步地,在本发明所述的制造方法中,在步骤(5)中,当淬火温度为880~960℃,并且采用空气淬火时,控制后续的回火温度为570~595℃。
59.进一步地,在本发明所述的制造方法中,在步骤(5)中,当淬火温度为880~960℃,并且采用油或水淬火时,控制后续的回火温度为600~650℃。
60.本发明所述的高强度低硬度低成本13cr油套管用钢、油套管及其制造方法相较于现有技术具有如下所述的优点以及有益效果:
61.本发明所述的高强度低硬度低成本13cr油套管用钢通过合理的化学成分设计并结合优化工艺,可以在降低成本的前提下,获得高强度和低硬度的性能,其在油田下井后不容易在井下腐蚀环境中发生应力腐蚀开裂失效。该高强度低硬度低成本13cr油套管用钢生产成本较低,其不仅具有较高的强度,还具有较低的硬度。
62.该高强度低硬度低成本13cr油套管用钢的屈服强度为758~965mpa,其抗拉强度≥793mpa,并且其硬度≤28hrc。采用本发明所述的高强度低硬度低成本13cr油套管用钢制得的高强度低硬度低成本13cr油套管在保证较低生产成本的同时,还具有十分优异的力学性能,其可以有效应用于油田下井作业中,具有良好的推广前景和应用价值。
63.相应地,本发明所述的制造方法的生产工艺简单且生产成本低,其可以在保证质量的前提下大幅降低生产成本,采用该制造方法所获得的高强度低硬度低成本13cr油套管不仅具有较高的强度,还具有较低的硬度,其在油田下井后不容易在井下腐蚀环境中发生应力腐蚀开裂失效,能够有效应用于“三超”(超深、超高压、超高温)油气井中,对于保障西
气东输长期平稳供气具有重要意义。
具体实施方式
64.下面将结合具体的实施例对本发明所述的高强度低硬度低成本13cr油套管用钢、油套管及其制造方法做进一步的解释和说明,然而该解释和说明并不对本发明的技术方案构成不当限定。
65.实施例1-6和对比例1
66.本发明所述实施例1-6的高强度低硬度低成本13cr油套管采用以下步骤制得:
67.(1)按照表1所示的化学成分进行电炉冶炼。
68.(2)采用大方坯连铸以及轻压下工艺:控制轻压下工艺的压下量为5~15mm。
69.(3)管坯轧制、管坯剥皮、管坯加热、穿孔;其中在管坯轧制以后、管坯剥皮之前不进行退火工序。
70.(4)冷轧。
71.(5)热处理:淬火+回火,其中当淬火温度为880~960℃,并且采用空气淬火时,控制后续的回火温度为570~595℃;而当淬火温度为880~960℃,并且采用油或水淬火时,控制后续的回火温度为600~650℃。
72.需要说明的是,实施例1-6的高强度低硬度低成本13cr油套管均采用本发明所述的高强度低硬度低成本13cr油套管用钢制得。实施例1-6采用的高强度低硬度低成本13cr油套管用钢的化学成分设计以及相关工艺均满足本发明设计规范要求。
73.相应地,对比例1的油套管与上述实施例1-6的工艺步骤截然不同,对比例1采用现有技术中常用的方法,其采用“电炉冶炼、模铸、管坯锻造、管坯退火、管坯剥皮、管坯加热、穿孔、热轧、热处理”的工艺步骤制得。需要注意的是,相较于实施例1-6,对比例1采用的是模铸而不是连铸,且不进行轻压下工艺;此外对比例1在管坯轧制以后、管坯剥皮之需要进行退火工序;另外,在对比例1中,穿孔完成后对比例1进行的是热轧而不是冷轧。
74.对比例1的对比油套管采用对比钢制得,而对比例1采用的对比钢的化学成分设计以及相关工艺中均存在不满足本发明设计要求的参数。
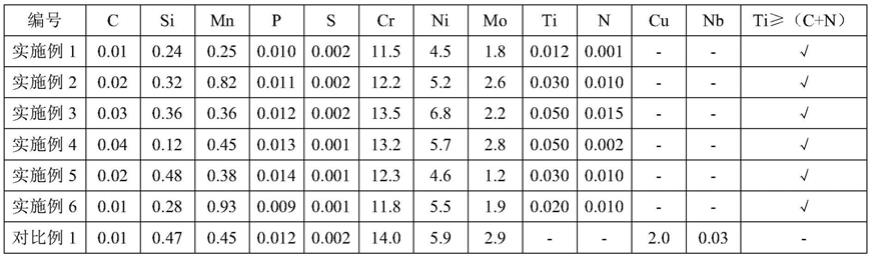
75.表1列出了实施例1-6的高强度低硬度低成本13cr油套管用钢和对比例1的对比钢的各化学元素的质量百分配比。
76.表1.(wt%,余量为fe和除p、s以外其他不可避免的杂质)
[0077][0078]
注:上表中,ti≥(c+n)其中c、ti、n分别表示相应元素的质量百分含量。其中,“√”表示ti元素的质量百分含量≥c和n元素的质量百分含量之和。
[0079]
表2列出了实施例1-6的高强度低硬度低成本13cr油套管和对比例1的对比油套管
的具体工艺参数。
[0080]
表2.
[0081][0082][0083]
从表2中可以看出,与对比例1相比,本发明实施例1-6电炉冶炼后采用的大方坯连铸配合轻压下工艺,可以有效地改善铸坯中心偏析,保证在连铸的过程中不产生内裂,以实现在保证质量的前提下,大幅降低管坯的成本。
[0084]
将得到的成品实施例1-6的高强度低硬度低成本13cr油套管和对比例1的对比油套管分别取样,并进行观察和相关力学性能检测,将所得的观察结果和力学性能检测结果列于表3中。具体测试方法和手段如下所述:
[0085]
(1)拉伸试验:根据api spec 5cra标准,按astm a 370标准的要求,沿管子轴向纵向截取拉伸试样,在室温下进行拉伸试验,测得抗拉强度(rm),屈服强度(r
p0.2
)。
[0086]
(2)硬度测试试验:根据api spec 5cra标准,从管子一端切取一个硬度试验环进行洛氏硬度试验。洛氏硬度试验按astm e18标准进行,并采用洛氏标尺c(hrc)。
[0087]
表3列出了实施例1-6的高强度低硬度低成本13cr油套管和对比例1的对比油套管的力学性能检测结果。
[0088]
表3.
[0089][0090]
从表3可以看出,相较于对比例1的对比油套管,实施例1-6的高强度低硬度低成本13cr油套管的综合力学性能优异,其屈服强度均在758~965mpa之间,其抗拉强度均≥793mpa,并且其硬度均≤28hrc。
[0091]
与对比例1相比,本发明所述的实施例1-6的高强度低硬度低成本13cr油套管在达
到110钢级的高强度的同时,还具有非常低的硬度,其在油田下井后不容易在井下腐蚀环境中发生应力腐蚀开裂失效。而对比例1的硬度很高,达到31.5hrc,在油田下井后容易在井下腐蚀环境中发生应力腐蚀开裂失效。
[0092]
相应地,为了检测本发明所述实施例1-6的高强度低硬度低成本13cr油套管具有良好的质量,需要再对本发明实施例1-6的13cr油套管和对比例1的对比油套管分别进行超声探伤试验,将所得试验结果列于表4中。
[0093]
超声探伤试验条件如下所述:根据api标准,对于13cr油套管应采用l2等级刻槽深度5%t内外表、纵横向超声探伤。为满足三超油气井的质量要求,需要在api标准探伤要求基础上加严6db,即超声探伤标准为5%t+6db,以得到各实施例和对比例的超声探伤合格率。
[0094]
表4列出了实施例1-6的高强度低硬度低成本13cr油套管和对比例1的对比油套管的超声探伤合格率。
[0095]
表4.
[0096][0097]
从表4可以看出,相较于对比例1的对比油套管,本发明实施例1-6的高强度低硬度低成本13cr油套管用钢的质量明显更优,其探伤合格率可以达到95%以上,而对比例1探伤合格率仅为25%。
[0098]
另外,再对实施例1-6的微观组织进行观察,通过对实施例1-6微观组织观察可知,实施例1-6的高强度低硬度低成本13cr油套管用钢的微观组织为回火马氏体+逆变奥氏体,其中逆变奥氏体的体积分数为2%~8%。因其组织为主要为回火马氏体,因此仍可保持110钢级的高强度,同时少量的逆变奥氏体作为软相,可以降低整个组织的硬度水平。
[0099]
综上所述可以看出,本发明所述的高强度低硬度低成本13cr油套管用钢通过合理的化学成分设计并结合优化工艺,可以实现在降低成本的前提下,确保钢材在具有高强度的同时还具有较低的硬度,其在油田下井后不容易在井下腐蚀环境中发生应力腐蚀开裂失效。该高强度低硬度低成本13cr油套管用钢生产成本较低,其不仅具有较高的强度,还具有较低的硬度。
[0100]
该高强度低硬度低成本13cr油套管用钢的屈服强度为758~965mpa,其抗拉强度≥793mpa,并且其硬度≤28hrc。采用本发明所述的高强度低硬度低成本13cr油套管用钢制得的高强度低硬度低成本13cr油套管在保证较低生产成本的同时,还具有十分优异的力学性能,其可以有效应用于油田下井作业中,具有良好的推广前景和应用价值。
[0101]
相应地,本发明所述的制造方法的生产工艺简单且生产成本低,其可以在保证质量的前提下大幅降低生产成本,采用该制造方法所获得的高强度低硬度低成本13cr油套管,不仅具有较高的强度,还具有较低的硬度,其在油田下井后不容易在井下腐蚀环境中发生应力腐蚀开裂失效,能够有效应用于“三超”(超深、超高压、超高温)油气井中,对于保障西气东输长期平稳供气具有重要意义。
[0102]
需要说明的是,本案中各技术特征的组合方式并不限本案权利要求中所记载的组合方式或是具体实施例所记载的组合方式,本案记载的所有技术特征可以以任何方式进行自由组合或结合,除非相互之间产生矛盾。
[0103]
还需要注意的是,以上所列举的实施例仅为本发明的具体实施例。显然本发明不局限于以上实施例,随之做出的类似变化或变形是本领域技术人员能从本发明公开的内容直接得出或者很容易便联想到的,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1