用于铁基粉末冶金烧结的助焊剂、钎焊膏及烧结焊接方法与流程
[0001]
本发明属于铁或铁合金的粉末冶金技术领域,具体涉及一种用于铁基粉末冶金烧结的助焊剂、使用该助焊剂制备钎焊膏及使用该钎焊膏的烧结焊接方法。
背景技术:
[0002]
粉末冶金是一项节能、省材、性能优异、产品精度高且稳定性好的环保型大批量生产技术,在铁基、铜基材料上得到了广泛应用。
[0003]
部分特殊工件由于构型复杂,无法做到一次成型,需要在成型时分开成型,后通过烧结焊接的方法结合在一起。而钎料的选择、如何处理钎料是烧结钎焊面临的难题。焊接时对钎料要求:钎料铺展较好,无漏焊,孔隙较少。而对助焊剂要求为:助焊剂尽可能被烧除,无残留或者少残留。
[0004]
如中国发明专利《软焊用助焊剂》,其专利号为zl201310252596.x(授权公告号为cn103341701b)公开了一种软焊用助焊剂,至少包含聚丁烯、松香及醇酯类界面活性剂,还包括活性剂及抗垂流剂,活性剂可采用乙醇,抗垂流剂可采用脂肪酸酰胺或脂腊等,该助焊剂具有良好的稳定性、扩散性且提高了电路导通测试良率,但是脂肪酸酰胺用在铁基粉末冶金配置钎焊膏时易出现颗粒沉降明显的现象。
[0005]
目前市场上的钎料多为锡基、铜基、银基、铜基、镍基等种类钎料。如中国发明专利申请《铜锌钎焊膏》,其专利号为cn201611084354.4(申请公布号为cn 106736010 a)公开了一种铜锌钎焊膏,其特征在于,按照重量百分数计算,其由60~70%铜锌粉末钎料、硼化物与氟化物复合钎剂15~25%、醇溶剂10~30%、三乙醇胺0.5~2%和0.02~0.3%柔润剂混合制成,其中,所述铜锌粉末钎料由以下原料制成:铜52~58%、锡0.8~1.2%、铋0.6~1.8%、硅0.16~0.36%、铟0.02~0.2%、锗0.02~0.06%,余量为锌。又如中国发明专利申请《用于制备镍基钎焊膏的材料及制备方法》,其专利号为cn201711374346.8(申请公布号为cn108285997a)公开了一种用于制备镍基钎焊膏的材料,所述材料各组分的重量份为:镍:6~7份;镍-硼中间合金:1~2份;铬:0.6~0.7份;硅:0.4~0.6份;铁粉:0.2~0.4份;铌粉:0.12~0.15份;钨粉:0.1~0.5份;杂质:≤0.5份。
[0006]
对于铁基粉末冶金零件来说,需要在烧结焊接中引入较少的其他元素,或者引入能与铁固溶的金属元素,上述专利中引入了较多的其他元素(如铌、钨、铟、锗等),会对焊缝或焊接件的性能产生不利的影响,如铌会与碳形成碳化物,降低焊接件的强度与韧性;钨会在焊缝中形成脆性相,降低钎焊料的流动性容易引发漏焊的现象。因此,上述的钎料和钎焊膏并不能很好的适用在铁基粉末冶金行业。
技术实现要素:
[0007]
本发明所要解决的第一个技术问题是针对上述现有技术的现状,提供一种稳定性且扩散性好的用于铁基粉末冶金烧结的助焊剂。
[0008]
本发明所要解决的第二个技术问题是针对上述现有技术的现状,提供一种使用上
述助焊剂在烧结时提高钎料流动性以达到减小焊缝孔隙目的的钎焊膏。
[0009]
本发明所要解决的第三个技术问题是针对上述现有技术的现状,提供一种减小焊缝孔隙的烧结焊接方法。
[0010]
本发明解决上述第一个技术问题所采用的技术方案为:一种用于铁基粉末冶金烧结的助焊剂,其特征在于,按质量百分比计,包括10%~50%松香、1%~5%聚丁烯、0.1%~5%聚酰胺蜡、5%~10%乙醇及余量的石油醚。
[0011]
优选地,所述聚丁烯的分子量为800~1000,所述聚酰胺蜡分子量为600~800。聚丁烯分子量<800,粘度较低,较难成膏,聚丁烯分子量>1000,粘度过大,流动性不佳。聚酰胺蜡分子量<600,防沉降性能不佳,聚酰胺蜡分子量>800,不易分散均匀。
[0012]
具体地,所述石油醚的沸程为60℃~90℃。石油醚沸程低,搅拌过程中易挥发,影响助焊剂与钎料的均匀混合;采用沸程为60℃~90℃的石油醚制作钎焊膏时,生产时较为稳定,成膏效果良好。
[0013]
优选地,所述助焊剂是通过先将松香溶解在石油醚中,随后添加聚丁烯搅拌均匀,最后加入聚酰胺蜡和乙醇进行搅拌而制得的。采用这种加料顺序可以有效减少助焊剂搅拌时间,加快生产节奏。
[0014]
本发明解决上述第二个技术问题所采用的技术方案为:一种使用上述的助焊剂的钎焊膏,其特征在于,包括有助焊剂和钎料,所述助焊剂和钎料的重量比为(1.5~2.5):4。
[0015]
钎料所采用的形式之一:所述的钎料为镍基钎料,按质量百分比计,所述镍基钎料包括38%~42%cu、39%~43%ni、1.5%~2.0%si及13%~17%mn。采用该镍基钎料,杂质元素引入较少,钎料流动性良好。
[0016]
钎料所采用的形式之二:所述的钎料为铜基钎料,按质量百分比计,所述铜基钎料包括45%~50%cu、9%~14.8%ni、35%~45%zn及0.15%~0.2%si。采用该铜基钎料,杂质元素引入较少,钎料流动良好。
[0017]
本发明解决上述第三个技术问题所采用的技术方案为:一种使用上述的钎焊膏的烧结焊接方法,其特征在于,依次包括以下步骤:
[0018]
1)涂覆
[0019]
将所述钎焊膏涂覆在铁基粉末冶金件的焊接部位;
[0020]
2)烧结
[0021]
在氮氢气氛或真空条件下对步骤1)所得的冶金件进行烧结。
[0022]
具体地,在步骤2)中,烧结的温度为1100℃~1300℃,烧结时间为10min~240min。烧结温度过低时或烧结时长较短会出现漏焊现象,烧结温度过高或时长过长会增加能耗。
[0023]
在步骤1)中,钎焊膏的涂覆厚度为0.1mm~1mm。钎焊膏涂覆厚度过薄容易出现零件之间钎料不足,出现漏焊现象;钎焊膏涂覆厚度过厚容易出现钎料溢出,严重影响零件外观。
[0024]
与现有技术相比,本发明的优点在于:该助焊剂通过松香、聚丁烯、聚酰胺蜡、乙醇及石油醚相互作用,其中聚丁烯的添加可提高耐热性、扩散性及湿润性,具有良好的焊接性,聚酰胺蜡的防沉降效果较佳,可以保证钎焊膏的稳定性,且助焊剂各个成分均为有机物,在后续烧结过程中能被烧除,对零件无影响。在进行焊接件组装填充时,膏状的钎焊膏的流动幅度较小,采用机械涂覆,有一定的连续性,便于生产,提高了生产效率;本发明的烧
结焊接效果较好,烧结焊接后,钎料与零件表面铺展较好,焊缝之间孔隙较少,无明显漏焊痕迹;该方法工艺简单,适用于纯铁和多种铁合金零件的烧结焊接加工,具有普适性,利于推广和大规模生产。
附图说明
[0025]
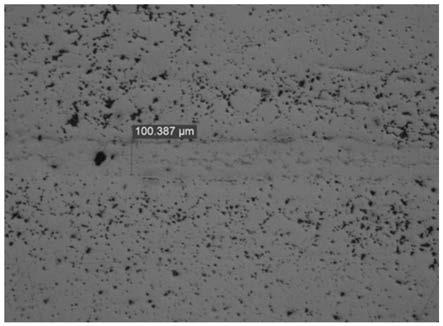
图1为实施例1中粉末冶金件烧结焊接焊缝的截面形貌图;
[0026]
图2为实施例2中粉末冶金件烧结焊接焊缝的截面形貌图;
[0027]
图3为实施例3中粉末冶金件烧结焊接焊缝的截面形貌图;
[0028]
图4为实施例4中粉末冶金件烧结焊接焊缝的截面形貌图。
具体实施方式
[0029]
以下结合附图实施例对本发明作进一步详细描述。
[0030]
实施例1:
[0031]
如图1所示,为本发明的第一个优选实施例。该实施例以常规铁铜碳粉末冶金件为例。
[0032]
按质量百分比计,本实施例的助焊剂包括30%松香、4%聚丁烯、0.1%聚酰胺蜡、5%乙醇及余量的石油醚。其中,石油醚为溶剂,且石油醚的沸程为60℃~90℃,聚丁烯的分子量为800,聚酰胺蜡分子量为600。制备助焊剂时,在环境温度为10℃下,先30%松香溶解在石油醚中,随后添加4%聚丁烯搅拌均匀,最后加入0.1%聚酰胺蜡和5%乙醇,在搅拌速度为1400rpm下搅拌10min得到助焊剂。
[0033]
本实施例的钎料采用铜基钎料,按质量百分比计,该铜基钎料包括46%cu、9.85%ni、44%zn及0.15%si。
[0034]
本实施例的钎焊膏包括有上述助焊剂和铜基钎料,助焊剂和铜基钎料的重量比为1.5:4,在制备钎焊膏时将助焊剂,助焊剂与铜基钎料按重量比为1.5:4进行混合,在搅拌速度为100rpm下搅拌5min,待搅拌均匀后制得钎焊膏。
[0035]
本实施例中使用上述的钎焊膏的烧结焊接方法依次包括以下步骤:
[0036]
1)涂覆
[0037]
将上述的钎焊膏涂覆在铁基粉末冶金待组合件的焊接部位,钎焊膏的涂覆厚度为0.3mm;
[0038]
2)烧结
[0039]
采用网带炉烧结,烧结气氛为氮氢气氛,在烧结的温度为1120℃下烧结时间为30min后,保温结束后随炉冷却;其烧结焊接焊缝的截面形貌图具体参见图1所示,由图1可知钎料铺展良好,无明显漏焊现象。
[0040]
实施例2:
[0041]
如图2所示,为本发明的第二个优选实施例。该实施例以铁镍基粉末冶金件为例。
[0042]
按质量百分比计,本实施例的助焊剂包括40%松香、3%聚丁烯、0.3%聚酰胺蜡、5%乙醇及余量的石油醚。其中,石油醚为溶剂,且石油醚的沸程为60℃~90℃,聚丁烯的分子量为900,聚酰胺蜡分子量为700。制备助焊剂时,在环境温度为20℃下,先40%松香溶解在石油醚中,随后添加3%聚丁烯搅拌均匀,最后加入0.3%聚酰胺蜡和5%乙醇,在搅拌速
度为1400rpm下搅拌10min得到助焊剂。
[0043]
本实施例的钎料采用镍基钎料,按质量百分比计,该镍基钎料包括40%cu、42%ni、1.8%si及16.2%mn。
[0044]
本实施例的钎焊膏包括有上述助焊剂和镍基钎料,助焊剂和镍基钎料的重量比为2:4,在制备钎焊膏时将助焊剂,助焊剂与镍基钎料按重量比为2:4进行混合,在搅拌速度为100rpm下搅拌5min,待搅拌均匀后制得钎焊膏。
[0045]
本实施例中使用上述的钎焊膏的烧结焊接方法依次包括以下步骤:
[0046]
1)涂覆
[0047]
将上述的钎焊膏涂覆在铁基粉末冶金待组合件的焊接部位,钎焊膏的涂覆厚度为1mm;
[0048]
2)烧结
[0049]
采用网带炉烧结,烧结气氛为氮氢气氛,在烧结的温度为1120℃下烧结时间为30min后,保温结束后随炉冷却;其烧结焊接焊缝的截面形貌图具体参见图2所示,由图2可知钎料铺展良好,无明显漏焊现象,孔隙也较少。
[0050]
实施例3:
[0051]
如图3所示,为本发明的第三个优选实施例。该实施例以316不锈钢合金粉末冶金件为例。
[0052]
按质量百分比计,本实施例的助焊剂包括45%松香、2%聚丁烯、0.5%聚酰胺蜡、5%乙醇及余量的石油醚。其中,石油醚为溶剂,且石油醚的沸程为60℃~90℃,聚丁烯的分子量为1000,聚酰胺蜡分子量为800。制备助焊剂时,在环境温度为30℃下,先45%松香溶解在石油醚中,随后添加2%聚丁烯搅拌均匀,最后加入0.5%聚酰胺蜡和5%乙醇,在搅拌速度为1400rpm下搅拌10min得到助焊剂。
[0053]
本实施例的钎料采用镍基钎料,按质量百分比计,该镍基钎料包括42%cu、43%ni、2%si及13%mn。
[0054]
本实施例的钎焊膏包括有上述助焊剂和镍基钎料,助焊剂和镍基钎料的重量比为1.5:4,在制备钎焊膏时将助焊剂,助焊剂与镍基钎料按重量比为1.5:4进行混合,在搅拌速度为100rpm下搅拌5min,待搅拌均匀后制得钎焊膏。
[0055]
本实施例中使用上述的钎焊膏的烧结焊接方法依次包括以下步骤:
[0056]
1)涂覆
[0057]
将上述的钎焊膏涂覆在铁基粉末冶金待组合件的焊接部位,钎焊膏的涂覆厚度为0.3mm;
[0058]
2)烧结
[0059]
采用网带炉烧结,烧结气氛为氮氢气氛,在烧结的温度为1280℃下烧结时间为30min后,保温结束后随炉冷却;其烧结焊接焊缝的截面形貌图具体参见图3所示,由图3可知钎料铺展良好,无明显漏焊现象,孔隙也较少。
[0060]
实施例4:
[0061]
如图4所示,为本发明的第四个优选实施例。该实施例以316不锈钢合金粉末冶金件为例。
[0062]
按质量百分比计,本实施例的助焊剂包括35%松香、4%聚丁烯、0.4%聚酰胺蜡、
6%乙醇及余量的石油醚。其中,石油醚为溶剂,且石油醚的沸程为60℃~90℃,聚丁烯的分子量为800,聚酰胺蜡分子量为600。制备助焊剂时,在环境温度为10℃下,先35%松香溶解在石油醚中,随后添加4%聚丁烯搅拌均匀,最后加入0.4%聚酰胺蜡和6%乙醇,在搅拌速度为1400rpm下搅拌10min得到助焊剂。
[0063]
本实施例的钎料采用铜基钎料,按质量百分比计,该铜基钎料包括50%cu、11%ni、38.8%zn及0.2%si。
[0064]
本实施例的钎焊膏包括有上述助焊剂和铜基钎料,助焊剂和铜基钎料的重量比为2.5:4,在制备钎焊膏时将助焊剂,助焊剂与铜基钎料按重量比为2.5:4进行混合,在搅拌速度为100rpm下搅拌5min,待搅拌均匀后制得钎焊膏。
[0065]
本实施例中使用上述的钎焊膏的烧结焊接方法依次包括以下步骤:
[0066]
1)涂覆
[0067]
将上述的钎焊膏涂覆在铁基粉末冶金待组合件的焊接部位,钎焊膏的涂覆厚度为0.3mm;
[0068]
2)烧结
[0069]
采用网带炉烧结,烧结气氛为氮氢气氛,在烧结的温度为1260℃下烧结时间为30min后,保温结束后随炉冷却;其烧结焊接焊缝的截面形貌图具体参见图4所示,由图4可知钎料铺展良好,无明显漏焊现象,孔隙也较少。
[0070]
实施例5:
[0071]
该实施例以316不锈钢合金粉末冶金件与铁镍粉末冶金组合件为例。
[0072]
按质量百分比计,本实施例的助焊剂包括45%松香、4%聚丁烯、0.1%聚酰胺蜡、10%乙醇及余量的石油醚。其中,石油醚为溶剂,且石油醚的沸程为60℃~90℃,聚丁烯的分子量为1000,聚酰胺蜡分子量为800。制备助焊剂时,在环境温度为30℃下,先45%松香溶解在石油醚中,随后添加4%聚丁烯搅拌均匀,最后加入0.1%聚酰胺蜡和10%乙醇,在搅拌速度为1400rpm下搅拌10min得到助焊剂。
[0073]
本实施例的钎料采用镍基钎料,按质量百分比计,该镍基钎料包括38%cu、43%ni、2%si及17%mn。
[0074]
本实施例的钎焊膏包括有上述助焊剂和镍基钎料,助焊剂和镍基钎料的重量比为1.5:4,在制备钎焊膏时将助焊剂,助焊剂与镍基钎料按重量比为1.5:4进行混合,在搅拌速度为100rpm下搅拌5min,待搅拌均匀后制得钎焊膏。
[0075]
本实施例中使用上述的钎焊膏的烧结焊接方法依次包括以下步骤:
[0076]
1)涂覆
[0077]
将上述的钎焊膏涂覆在铁基粉末冶金待组合件的焊接部位,钎焊膏的涂覆厚度为0.5mm;
[0078]
2)烧结
[0079]
采用网带炉烧结,烧结气氛为氮氢气氛,在烧结的温度为1220℃下烧结时间为30min后,保温结束后随炉冷却。
[0080]
实施例6:
[0081]
该实施例以铁铜碳粉末冶金件与铁镍粉末冶金组合件为例。
[0082]
按质量百分比计,本实施例的助焊剂包括45%松香、4%聚丁烯、0.1%聚酰胺蜡、
10%乙醇及余量的石油醚。其中,石油醚为溶剂,且石油醚的沸程为60℃~90℃,聚丁烯的分子量为1000,聚酰胺蜡分子量为800。制备助焊剂时,在环境温度为30℃下,先45%松香溶解在石油醚中,随后添加4%聚丁烯搅拌均匀,最后加入0.1%聚酰胺蜡和10%乙醇,在搅拌速度为1400rpm下搅拌10min得到助焊剂。
[0083]
本实施例的钎料采用镍基钎料,按质量百分比计,该镍基钎料包括40%cu、43%ni、1.5%si及15.5%mn。
[0084]
本实施例的钎焊膏包括有上述助焊剂和镍基钎料,助焊剂和镍基钎料的重量比为2:4,在制备钎焊膏时将助焊剂,助焊剂与镍基钎料按重量比为2:4进行混合,在搅拌速度为100rpm下搅拌5min,待搅拌均匀后制得钎焊膏。
[0085]
本实施例中使用上述的钎焊膏的烧结焊接方法依次包括以下步骤:
[0086]
1)涂覆
[0087]
将上述的钎焊膏涂覆在铁基粉末冶金待组合件的焊接部位,钎焊膏的涂覆厚度为0.5mm;
[0088]
2)烧结
[0089]
采用网带炉烧结,烧结气氛为氮氢气氛,在烧结的温度为1120℃下烧结时间为30min后,保温结束后随炉冷却。
[0090]
实施例7:
[0091]
该实施例以铁铜碳粉末冶金件与40cr组合件为例。
[0092]
按质量百分比计,本实施例的助焊剂包括45%松香、4%聚丁烯、0.1%聚酰胺蜡、10%乙醇及余量的石油醚。其中,石油醚为溶剂,且石油醚的沸程为60℃~90℃,聚丁烯的分子量为1000,聚酰胺蜡分子量为800。制备助焊剂时,在环境温度为30℃下,先45%松香溶解在石油醚中,随后添加4%聚丁烯搅拌均匀,最后加入0.1%聚酰胺蜡和10%乙醇,在搅拌速度为1400rpm下搅拌10min得到助焊剂。
[0093]
本实施例的钎料采用镍基钎料,按质量百分比计,该镍基钎料包括42%cu、41%ni、1.5%si及15.5%mn。镍基钎料粒度要求在<100μm。
[0094]
本实施例的钎焊膏包括有上述助焊剂和镍基钎料,助焊剂和镍基钎料的重量比为2:4,在制备钎焊膏时将助焊剂,助焊剂与镍基钎料按重量比为2:4进行混合,在搅拌速度为100rpm下搅拌5min,待搅拌均匀后制得钎焊膏。
[0095]
本实施例中使用上述的钎焊膏的烧结焊接方法依次包括以下步骤:
[0096]
1)涂覆
[0097]
将上述的钎焊膏涂覆在铁基粉末冶金待组合件的焊接部位,钎焊膏的涂覆厚度为0.3mm;
[0098]
2)烧结
[0099]
采用网带炉烧结,烧结气氛为氮氢气氛,在烧结的温度为1120℃下烧结时间为30min后,保温结束后随炉冷却。
[0100]
实施例8:
[0101]
该实施例以铁镍基粉末冶金件为例。
[0102]
按质量百分比计,本实施例的助焊剂包括50%松香、1%聚丁烯、5%聚酰胺蜡、5%乙醇及余量的石油醚。其中,石油醚为溶剂,且石油醚的沸程为60℃~90℃,聚丁烯的分子
量为900,聚酰胺蜡分子量为700。制备助焊剂时,在环境温度为20℃下,先50%松香溶解在石油醚中,随后添加1%聚丁烯搅拌均匀,最后加入5%聚酰胺蜡和5%乙醇,在搅拌速度为1700rpm下搅拌20min得到助焊剂。
[0103]
本实施例的钎料采用镍基钎料,按质量百分比计,该镍基钎料包括42%cu、39%ni、2%si及17%mn。
[0104]
本实施例的钎焊膏包括有上述助焊剂和镍基钎料,助焊剂和镍基钎料的重量比为2:4,在制备钎焊膏时将助焊剂,助焊剂与镍基钎料按重量比为2:4进行混合,在搅拌速度为100rpm下搅拌5min,待搅拌均匀后制得钎焊膏。
[0105]
本实施例中使用上述的钎焊膏的烧结焊接方法依次包括以下步骤:
[0106]
1)涂覆
[0107]
将上述的钎焊膏涂覆在铁基粉末冶金待组合件的焊接部位,钎焊膏的涂覆厚度为0.1mm;
[0108]
2)烧结
[0109]
采用网带炉烧结,烧结气氛为氮氢气氛,在烧结的温度为1300℃下烧结时间为10min后,保温结束后随炉冷却。
[0110]
实施例9:
[0111]
该实施例以常规铁铜碳粉末冶金件为例。
[0112]
按质量百分比计,本实施例的助焊剂包括10%松香、5%聚丁烯、0.1%聚酰胺蜡、5%乙醇及余量的石油醚。其中,石油醚为溶剂,且石油醚的沸程为60℃~90℃,聚丁烯的分子量为800,聚酰胺蜡分子量为600。制备助焊剂时,在环境温度为10℃下,先10%松香溶解在石油醚中,随后添加5%聚丁烯搅拌均匀,最后加入0.1%聚酰胺蜡和5%乙醇,在搅拌速度为1500rpm下搅拌30min得到助焊剂。
[0113]
本实施例的钎料采用铜基钎料,按质量百分比计,该铜基钎料包括45%cu、9.84%ni、45%zn及0.16%si。
[0114]
本实施例的钎焊膏包括有上述助焊剂和铜基钎料,助焊剂和铜基钎料的重量比为1.5:4,在制备钎焊膏时将助焊剂,助焊剂与铜基钎料按重量比为1.5:4进行混合,在搅拌速度为100rpm下搅拌5min,待搅拌均匀后制得钎焊膏。
[0115]
本实施例中使用上述的钎焊膏的烧结焊接方法依次包括以下步骤:
[0116]
1)涂覆
[0117]
将上述的钎焊膏涂覆在铁基粉末冶金待组合件的焊接部位,钎焊膏的涂覆厚度为0.3mm;
[0118]
2)烧结
[0119]
采用网带炉烧结,烧结气氛为氮氢气氛,在烧结的温度为1100℃下烧结时间为240min后,保温结束后随炉冷却。
[0120]
实施例10:
[0121]
该实施例以常规铁铜碳粉末冶金件为例。
[0122]
按质量百分比计,本实施例的助焊剂包括:10%松香、5%聚丁烯、0.1%聚酰胺蜡、8%乙醇及余量的石油醚。其中,石油醚为溶剂,且石油醚的沸程为60℃~90℃,聚丁烯的分子量为800,聚酰胺蜡分子量为600。制备助焊剂时,在环境温度为10℃下,先10%松香溶解
在石油醚中,随后添加5%聚丁烯搅拌均匀,最后加入0.1%聚酰胺蜡和8%乙醇,在搅拌速度为1500rpm下搅拌30min得到助焊剂。
[0123]
本实施例的钎料采用铜基钎料,按质量百分比计,该铜基钎料包括50%cu、14.8%ni、35%zn及0.2%si。
[0124]
本实施例的钎焊膏包括有上述助焊剂和铜基钎料,助焊剂和铜基钎料的重量比为1.5:4,在制备钎焊膏时将助焊剂,助焊剂与铜基钎料按重量比为1.5:4进行混合,在搅拌速度为100rpm下搅拌5min,待搅拌均匀后制得钎焊膏。
[0125]
本实施例中使用上述的钎焊膏的烧结焊接方法依次包括以下步骤:
[0126]
1)涂覆
[0127]
将上述的钎焊膏涂覆在铁基粉末冶金待组合件的焊接部位,钎焊膏的涂覆厚度为0.3mm;
[0128]
2)烧结
[0129]
采用网带炉烧结,烧结气氛为氮氢气氛,在烧结的温度为1100℃下烧结时间为240min后,保温结束后随炉冷却。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1