可更换刀柄式气动测量珩磨头结构的制作方法
[0001]
本发明涉及机械加工设备领域,具体是可更换刀柄式气动测量珩磨头结构。
背景技术:
[0002]
随着精密珩磨加工中心设备高精度市场的发展与应用逐渐趋于完善,针对国内精密零件加工应用技术在精密零件加工制造领域得到充分认可,但是针对淬火后零件表面硬度较高零件的精密加工制造始终是精密加工制造技术的瓶颈。
[0003]
传统的测量技术,需要在工件珩磨结束后进行测量,无法实现对加工过程中的工件内孔的在线测量,也就无法根据测量结果实时调节珩磨头的加工尺寸;最终难以获得高精度的内孔珩磨尺寸,且测量效率低下,无法满足企业对生产加工的高效追求。
技术实现要素:
[0004]
本发明的目的在于提供可更换刀柄式气动测量珩磨头结构,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本发明提供如下技术方案:可更换刀柄式气动测量珩磨头结构,包括气动测量仪、刀柄部件和珩磨头,所述珩磨头通过刀柄部件连接主轴部件;所述珩磨头内设有气路通道,所述气路通道的末端接通气动测量喷嘴,所述气路通道通过气路转换件接通气动测量仪,所述气动测量仪通过所述珩磨头内气路通道的气压变化测量珩磨头的加工尺寸,并与加工中心通讯,加工中心通过主轴部件控制珩磨头的扩缩。
[0006]
作为本发明进一步的方案:所述气路转换件包括气路转换支架、气路转换密封接头和气路转换固定座,所述气路转换固定座安装在主轴箱体上,所述气路转换支架轴承安装在珩磨头的外圆周上,且所述气路转换支架设有第二气路接通气路通道,所述气路转换密封接头的两端活动连接气路转换支架和气路转换固定座,所述气路转换密封接头控制第二气路与气路转换固定座内设有的第三气路的通断,所述第三气路接通气动测量仪。
[0007]
作为本发明再进一步的方案:所述第二气路的两侧设有密封件形成环形凹槽,所述环形凹槽接通第二气路与气路通道。
[0008]
作为本发明再进一步的方案:所述气路转换支架上开设有定位销孔,用于在装卸珩磨头时定位刀柄部件与珩磨头。
[0009]
作为本发明再进一步的方案:所述气路转换固定座上开设有沉孔,所述沉孔底部的侧壁开设有贯通沉孔的连接孔形成第三气路,所述沉孔限位约束气路转换密封接头。
[0010]
作为本发明再进一步的方案:所述珩磨头的头部设有相互固定的珩磨头护板和气动测量喷嘴,所述气动测量喷嘴接通珩磨头内的气路通道。
[0011]
作为本发明再进一步的方案:所述刀柄部件包括主轴刀柄和安装在主轴刀柄顶部的刀柄拉钉,所述主轴刀柄用于定心珩磨头与主轴部件,所述刀柄拉钉与主轴部件卡接。
[0012]
作为本发明再进一步的方案:所述主轴刀柄上安装有珩磨头定位调整盘,所述珩
磨头定位调整盘用于调节珩磨头的相关精度。
[0013]
与现有技术相比,本发明的有益效果是:所述气动测量仪通过气动测量喷嘴在被加工零件加工过程中在线测量加工内孔的尺寸,实现被加工零件内孔的尺寸精度控制。
附图说明
[0014]
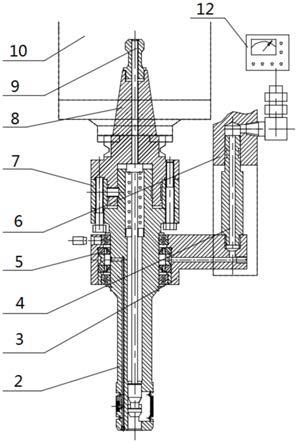
图1为本发明实施例中可更换刀柄式气动测量珩磨头结构的结构示意图一。
[0015]
图2为本发明实施例中可更换刀柄式气动测量珩磨头结构的结构示意图二。
[0016]
图3为本发明实施例中可更换刀柄式气动测量珩磨头结构的结构示意图三。
[0017]
图4为本发明实施例中珩磨头的结构示意图。
[0018]
附图中:1-气动测量喷嘴、2-珩磨头、3-气路转换支架、4-气路转换密封接头、5-气动密封圈、6-气路转换固定座、7-珩磨头定位调整盘、8-主轴刀柄、9-刀柄拉钉、10-主轴部件、11-珩磨头护板、12-气动测量仪、13-限位销。
具体实施方式
[0019]
这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本公开相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本实施例公开的一些方面相一致的装置和方法的例子。
[0020]
请参阅图1-4,本发明实施例中,可更换刀柄式气动测量珩磨头结构,包括气动测量仪、刀柄部件和珩磨头,所述珩磨头通过刀柄部件连接主轴部件;所述珩磨头内设有气路通道,所述气路通道的末端接通气动测量喷嘴,所述气路通道通过气路转换件接通气动测量仪,所述气动测量仪通过所述珩磨头内气路通道的气压变化测量珩磨头的加工尺寸,并与加工中心通讯,加工中心通过主轴部件控制珩磨头的扩缩。
[0021]
具体的,所述珩磨头的头部设有相互固定的珩磨头护板和气动测量喷嘴,所述珩磨头护板用于保护气动测量喷嘴,延长其使用寿命,所述气动测量喷嘴接通珩磨头内的气路通道;所述气路转换件包括气路转换支架、气路转换密封接头和气路转换固定座,所述气路转换固定座安装在主轴箱体上,所述气路转换支架轴承安装在珩磨头的外圆周上,且所述气路转换支架设有第二气路接通气路通道,所述气路转换密封接头的两端活动连接气路转换支架和气路转换固定座,所述气路转换密封接头控制第二气路与气路转换固定座内设有的第三气路的通断,所述第三气路接通气动测量仪。
[0022]
所述气路转换密封接头向下移动,接通第二气路与气路转换固定座内设有的第三气路;安装在珩磨头的头部的气动测量喷嘴与珩磨头组成气动测量珩磨头,气动测量珩磨头在镗孔或研磨的过程中,气动测量珩磨头与内孔之间的间隙产生气流,且气流进入气动测量喷嘴发生气压变化,所述气压变化通过连通的各气路通道关联至气动测量仪,在气动测量仪中被转换显示出来,并将测量结果传输给加工中心,加工中心通过主轴部件控制珩磨头的扩缩,实时调整气动测量珩磨头的加工精度;所述气路转换密封接头向上移动,隔断第二气路与气路转换固定座内设有的第三气路,结束气动测量仪的测量。完成在线测量加工内孔的尺寸,实现被加工零件内孔的尺寸精度控制。
[0023]
对于其他尺寸规格的被加工零件的内孔测量加工,通过更换珩磨头的规格来实
现,保证被加工零件的内孔与安装在珩磨头头部的气动测量喷嘴的间隙在气动测量仪的适用范围内,继而保证了对被加工零件内孔的尺寸精度控制。
[0024]
综上所述,所述气动测量仪通过气动测量喷嘴在被加工零件加工过程中在线测量加工内孔的尺寸,实现被加工零件内孔的尺寸精度控制。
[0025]
为了进一步提高所述气动测量仪的测量精度,需要保证气体在气动测量仪至气动测量喷嘴的各气路通道的气密性,本发明提供的另一个实施例中,所述第二气路的两侧设有密封件形成环形凹槽,所述环形凹槽接通第二气路与气路通道。
[0026]
所述密封件包括气动密封圈5,所述珩磨头的径向方向和轴向方向开设有相互接通孔形成气路通道,所述气动密封圈5套装在所述珩磨头的外圆周的径向方向的孔的两侧形成环形凹槽,使得珩磨头在加工的过程中其气路通道与气路转换支架设有的第二气路稳定接通,同时设置的气动密封圈5,对气路转换支架与珩磨头的连接处进行密封,保证了气动测量仪对气动测量喷嘴的处气压变化的精密测量。
[0027]
请参阅图3,本发明的另一个实施例中,所述气路转换支架上开设有定位销孔,用于在装卸珩磨头时定位刀柄部件与珩磨头。
[0028]
所述定位销孔配合限位销13固定气路转换支架,实现在装卸刀柄组件时,气路转换支架的方向始终固定,保证了气路转换密封接头与气路转换支架的精准对接,此外,还有助于提升珩磨头安装至刀柄组件时的安装精度。
[0029]
请参阅图2,本发明的另一个实施例中,所述气路转换固定座上开设有沉孔,所述沉孔底部的侧壁开设有贯通沉孔的连接孔形成第三气路,所述沉孔限位约束气路转换密封接头。
[0030]
所述连接孔接通气动测量仪,当所述气路转换密封接头向上移动至沉孔底部时,所述气路转换密封接头的端部完全阻断连接孔与沉孔的接通,当所述气路转换密封接头向下移动至沉孔底部时,所述气路转换密封接头的端部离开沉孔的底部使连接孔与沉孔接通。
[0031]
请参阅图1、2,本发明的另一个实施例中,所述刀柄部件包括主轴刀柄和安装在主轴刀柄顶部的刀柄拉钉,所述主轴刀柄用于定心珩磨头与主轴部件,所述刀柄拉钉与主轴部件卡接。
[0032]
所述主轴部件包括主轴和设在主轴内孔的卡扣,所述卡扣与刀柄拉钉的卡口配合,锁紧主轴刀柄与主轴,所述主轴刀柄与主轴内孔对接,使得主轴刀柄与主轴的中心度保持在设定精度范围内。
[0033]
请参阅图1,本发明的一个优选实施例中,所述主轴刀柄上安装有珩磨头定位调整盘,所述珩磨头定位调整盘用于调节珩磨头的相关精度。
[0034]
通过珩磨头定位调整盘调整珩磨头安装在主轴刀柄上的轴向余量和径向余量,进而调节珩磨头的相关精度,所述相关精度包括同心度和跳动度,珩磨头的同心度和跳动度保持在精度要求范围内;在对被测量工件的内孔进行测量时,相关精度的提高,减小了对气动测量珩磨头与内孔之间的间隙产生气流的影响,提高了气动测量珩磨头的测量精度。
[0035]
本发明的工作原理:所述气路转换件包括气路转换支架、气路转换密封接头和气路转换固定座,所述气路转换固定座安装在主轴箱体上,所述气路转换支架轴承安装在珩磨头的外圆周上,且所述气路转换支架设有第二气路接通气路通道,所述气路转换密封接
头的两端活动连接气路转换支架和气路转换固定座,所述气路转换密封接头控制第二气路与气路转换固定座内设有的第三气路的通断,所述第三气路接通气动测量仪。所述气路转换密封接头向下移动,接通第二气路与气路转换固定座内设有的第三气路;安装在珩磨头的头部的气动测量喷嘴与珩磨头组成气动测量珩磨头,气动测量珩磨头在镗孔或研磨的过程中,气动测量珩磨头与内孔之间的间隙产生气流,且气流进入气动测量喷嘴发生气压变化,所述气压变化通过各气路通道关联至气动测量仪,在气动测量仪中被转换显示出来,并将测量结果传输给加工中心,加工中心通过主轴部件控制珩磨头的扩缩,实时调整气动测量珩磨头的加工精度。
[0036]
本领域技术人员在考虑说明书及实施例处的公开后,将容易想到本公开的其它实施方案。本申请旨在涵盖本公开的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公开的真正范围和精神由权利要求指出。
[0037]
应当理解的是,本公开并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本公开的范围仅由所附的权利要求来限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1