一种热压铁球的生产装置的制作方法
[0001]
本实用新型涉及热压铁球生产设备领域,尤其涉及一种热压铁球的生产装置。
背景技术:
[0002]
热压成型是塑料加工业中简单、普遍之加工方法,主要是利用加热加工模具后,注入试料,以压力将模型固定于加热板,控制试料之熔融温度及时间,以达融化后硬化、冷却,再予以取出模型成品即可。
[0003]
现有的热压铁球的生产装置通常通过模具热压成,且由于需要比球形体积多的材料,在热压过程中,导致原材料浪费较为严重,进而导致生产成本的增加,为此,我们提出一种热压铁球的生产装置来解决上述问题。
技术实现要素:
[0004]
本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种热压铁球的生产装置。
[0005]
为了实现上述目的,本实用新型采用了如下技术方案:一种热压铁球的生产装置,包括工作台、回型板、液压推杆、u型板以及挡板,所述工作台上表面固定有热压机主体,所述液压推杆通过螺丝固定在热压机主体上表面,所述液压推杆下端伸缩轴贯穿热压机主体上表面且焊接固定有连接板,所述连接板下表面固定有顶杆以及上热压板,所述顶杆对称固定在上热压板左右两侧,所述工作台上表面固定有防护壳以及回型板,所述回型板位于防护壳内侧,所述工作台内部固定有支撑座,所述支撑座上表面固定有多个下热压板,所述下热压板上端延伸至回型板内,所述挡板位于多个下热压板之间,所述挡板左表面以及右表面分别焊接固定有两个压板,四个所述压板靠近回型板的一端贯穿回型板且向防护壳的一端延伸,所述工作台上表面焊接固定有四个弹簧,四个所述弹簧上端分别固定在四个压板下表面,所述工作台内部下表面焊接固定有u型板,所述u型板内滑动连接有收纳盒,所述工作台右表面通过螺丝固定有控制箱。
[0006]
优选的,所述压板下表面均焊接固定有圆形凸块,所述圆形凸块下端延伸至弹簧内。
[0007]
优选的,所述回型板左表面以及右表面开设有竖向的通槽,所述压板靠近回型板的一端贯穿通槽且沿着通槽上下移动。
[0008]
优选的,所述挡板上表面开设有多个通孔,多个所述通孔大小形状分别与下热压板相匹配。
[0009]
优选的,所述支撑座口径小于下热压板口径,且支撑座的横切面为圆台型设计。
[0010]
优选的,所述上热压板下表面以及下热压板上表面均开设有半球型模具槽,所述上热压板下表面的半球型模具槽数量与下热压板数量相等。
[0011]
本实用新型的有益效果为:通过上热压板下移与下热压板接触,同时顶杆使压板压缩弹簧,将所需原材料通过半球型模具槽模具槽包裹的同时,挡板通过压板沿着通槽下
移,从而使多余的原材料从支撑座之间的空隙中落入收纳盒内,进而便于对多余原材料的回收,避免的原材料浪费。
[0012]
本实用新型便于回收原材料,避免原材料浪费,降低了生产成本,提高了原材料的利用率。
附图说明
[0013]
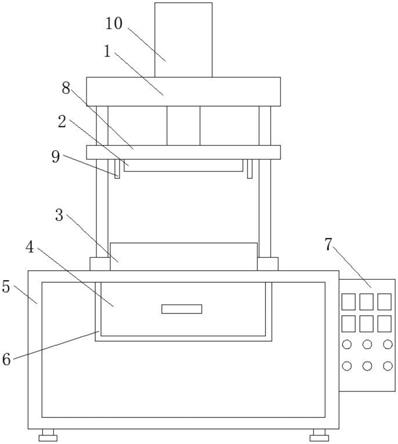
图1为本实用新型提出的一种热压铁球的生产装置的主视图。
[0014]
图2为本实用新型提出的一种热压铁球的生产装置中回型板的俯视图。
[0015]
图3为本实用新型提出的一种热压铁球的生产装置中回型板的主视图。
[0016]
图4为本实用新型提出的一种热压铁球的生产装置中支撑座的俯视图。
[0017]
图中标号:1热压机主体、2上热压板、3防护壳、4收纳盒、5 工作台、6u型板、7控制箱、8连接板、9顶杆、10液压推杆、11压板、12下热压板、13挡板、14支撑杆、15弹簧、16回型板。
具体实施方式
[0018]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
[0019]
参照图1-4,一种热压铁球的生产装置,包括工作台5、回型板 16、液压推杆10、u型板6以及挡板13,工作台5上表面固定有热压机主体1,液压推杆10通过螺丝固定在热压机主体1上表面,液压推杆10下端伸缩轴贯穿热压机主体1上表面且焊接固定有连接板8,连接板8下表面固定有顶杆9以及上热压板2,顶杆9对称固定在上热压板2左右两侧,工作台上表面固定有防护壳3以及回型板 16,回型板16位于防护壳3内侧,工作台5内部固定有支撑座14,支撑座14上表面固定有多个下热压板12,下热压板12上端延伸至回型板16内,挡板13位于多个下热压板12之间,挡板13左表面以及右表面分别焊接固定有两个压板11,四个压板11靠近回型板16 的一端贯穿回型板16且向防护壳3的一端延伸,工作台5上表面焊接固定有四个弹簧15,四个弹簧15上端分别固定在四个压板11下表面,工作台5内部下表面焊接固定有u型板6,u型板6内滑动连接有收纳盒4,工作台5右表面通过螺丝固定有控制箱7。
[0020]
压板11下表面均焊接固定有圆形凸块,圆形凸块下端延伸至弹簧15内,便于对弹簧15进行限位,回型板16左表面以及右表面开设有竖向的通槽,压板11靠近回型板16的一端贯穿通槽且沿着通槽上下移动,挡板13上表面开设有多个通孔,多个通孔大小形状分别与下热压板12相匹配,支撑座14口径小于下热压板12口径,且支撑座14的横切面为圆台型设计,上热压板2下表面以及下热压板12 上表面均开设有半球型模具槽,上热压板2下表面的半球型模具槽数量与下热压板12数量相等。
[0021]
工作原理:该装置在使用时,使用者在加工前,先将原材料铺满挡板13上表面,然后通过控制箱7控制液压推杆10带动连接板8下移,从而带动上热压板2以及顶杆9下移,通过上热压板2下移与原材料接触的同时,顶杆9使压板11压缩弹簧15,同时带动挡板13 下移,上热压板2以及下热压板12将所需原材料通过半球型模具槽模具槽包裹的同时,挡板13通过压板11沿着通槽下移,从而使多余的原材料从支撑座14之间的空隙中落入收纳盒4内,
进而便于对多余原材料的回收,避免的原材料浪费。本实用新型便于回收原材料,避免原材料浪费,降低了生产成本,提高了原材料的利用率。
[0022]
以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1