一种铝板拉丝机的制作方法
[0001]
本实用新型涉及金属表面打磨设备领域,特别涉及一种铝板拉丝机。
背景技术:
[0002]
拉丝铝板指在铝板表面用(物理处理)机械磨擦或挤压的方法加工出直线纹路,目前表面处理主要有以下两种方式,第一种方式是阳极氧化:分别用氢氧化钠、硝酸等溶液将铝板表面进行咬蚀粗化,再弱酸环境下将铝板粗化面阳极电镀生成5微米左右的氧化铝层,第二种方式是机械拉丝:将铝板在一定压力下经高速磨刷滚轮打磨,形成机械拉丝的粗糙表面,
[0003]
对表面喷涂的铝板经过磨砂糙化打磨之后,会增加板面粗糙度,提高表面附着力,涂层粘附会更加结实,不易脱落,对层积复合铝板,每层铝板结合面需要去除氧化皮,裸露出新的金属,以增加表面活性,保证复合板材的优质性能;同时也要经过糙化打磨,增加表面粗糙度,以提高层积板材的结合力。
[0004]
而现有技术中大多还是人工打磨,或者部分采用机械简单打磨,而人工打磨糙化成本高、效率低,因此,需相关领域的工程技术人员设计开发高效多功能的铝板磨砂糙化设备以能适应市场的需求。
技术实现要素:
[0005]
本实用新型要解决的技术问题是提供一种结构简单,使用方便,打磨糙化效率高的铝板拉丝机。
[0006]
为了解决上述技术问题,本实用新型的技术方案为:
[0007]
一种铝板拉丝机,包括:
[0008]
机体,所述机体包括工作台、机架、保护罩,所述机架活动设置在所述工作台的上部,所述保护罩活分别动设置在所述机架、工作台的外部;
[0009]
驱动装置,所述驱动装置包括第一电机、第二电机、第三电机,所述第一电机、第二电机设置在所述机体的下部,所述第三电机设置在所述机体的侧面;
[0010]
送料装置,所述送料装置设置在所述机体的外侧,所述送料装置、第三电机分别位于所述机体的两侧,所述送料装置与所述第三电机通过水平设置的转轴活动连接;
[0011]
升降装置,所述升降装置设置在所述机体的下部并位于所述送料装置的下部;
[0012]
拉丝装置,所述拉丝装置包括砂带组件、钢丝辊组件,所述砂带组件、钢丝辊组件并列设置在所述工作台的上部,所述拉丝装置设置在所述送料装置的上部;
[0013]
压料装置,所述压料装置活动设置在所述拉丝装置的下部。
[0014]
优选地,还包括气动装置,所述气动装置包括砂带张紧气缸、砂带摆动气缸、刹车气缸,所述带张紧气缸、砂带摆动气缸、刹车气缸分别包括气管及设置在所述气管上的电磁阀、和/ 或转阀。
[0015]
优选地,还包括控电气控制装置,所述电气控制装置包括电气控制箱、气动控制
箱,所述电气控制箱设置在所述机体的上部,所述气动控制箱设置在所述机体的下部,所述第一电机、第二电机、第三电机、所述气动装置分别与所述电气控制装置电性连接。
[0016]
优选地,所述压料装置为多个,多个所述压料装置分别活动设置在所述砂带组件、钢丝辊组件之间。
[0017]
优选地,所述砂带组件包括张紧辊、接触辊、砂带,所述砂带设置在所述张紧辊、接触辊之间。
[0018]
优选地,所述钢丝辊组件包括钢丝辊及设置在所述钢丝辊两端部的固定座组件、升降调整机构,所述钢丝辊通过所述固定座组件、升降调整机构与所述机架活动连接,所述钢丝辊与所述第一电机分别通过设置的带轮传动连接。
[0019]
优选地,所述送料装置包括送料主动辊、送料从动辊、输送带、送料平台,所述送料主动辊、送料从动辊分别设置在所述送料平台的两侧,所述输送带设置在所述送料主动辊、送料从动辊之间,所述送料平台的下部设有丝杠装置。
[0020]
优选地,所述升降装置包括蜗杆蜗轮减速机,所述蜗杆蜗轮减速机与丝杠装置活动连接。
[0021]
本实用新型的有益效果在于:
[0022]
本实用新型结构简单,使用方便,打磨糙化效率高,可对铝板自动而又连续的加工,减轻了人员的劳动强度。本实用新型将采砂带打磨、钢丝辊拉丝两种不同加工单元的合理组合,通过砂带磨削掉板材表面氧化皮,再通过钢丝辊进一步将工件表面糙化,本实用新型结构中都设有升降调整装置,可根据板材及工艺要求选择合适的加工方式,即可单独使用,也可两个同时使用。使用本实用新型极大的减轻了操作人员的劳动强度,提高了效率,降低了生产成本。
附图说明
[0023]
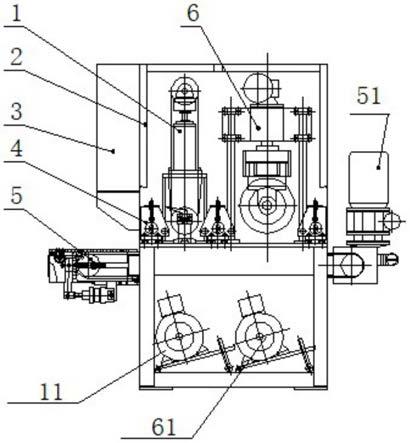
图1为本实用新型一种铝板拉丝机实施例的结构示意图之一;
[0024]
图2为本实用新型一种铝板拉丝机实施例中砂带组件结构示意图;
[0025]
图3为本实用新型一种铝板拉丝机实施例中钢丝辊组件结构示意图。
[0026]
图中,1-砂带组件,11-第二电机,13-砂带,14-张紧辊,2-机体,3-电气控制箱,4-压料装置,5-送料装置,51-第三电机,6-钢丝辊组件,61-第一电机,62-钢丝辊,7-升降装置,8-气动控制箱。
具体实施方式
[0027]
下面结合附图对本实用新型的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。此外,下面所描述的本实用新型各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
[0028]
如图1-3所示一种铝板拉丝机,包括:
[0029]
机体2,机体2包括工作台、机架、保护罩,机架活动设置在工作台的上部,保护罩活分别动设置在机架、工作台的外部;
[0030]
驱动装置,驱动装置包括第一电机61、第二电机11、第三电机51,第一电机61、第二
电机11设置在所述机体的下部,第三电机51设置在所述机体的侧面;
[0031]
送料装置5,送料装置5设置在机体2的外侧,送料装置5、第三电机51分别位于机体 2的两侧,送料装置5与第三电机51通过水平设置的转轴活动连接;
[0032]
具体的,本实施例中,通过送料装置5将工件送入高速回转的砂带和钢丝辊底部进行磨砂、刷磨。
[0033]
升降装置7,升降装置7设置在机体2的下部,升降装置7活动设置在送料装置5的下部;
[0034]
拉丝装置,拉丝装置包括砂带组件1、钢丝辊组件6,砂带组件1、钢丝辊组件6并列设置在工作台的上部,拉丝装置设置在送料装置5的上部;
[0035]
压料装置4,压料装置4活动设置在拉丝装置的下部。
[0036]
具体的,本实施例中,压料装置4主要起压料作用,使金属工件在磨削时稳定前行。
[0037]
本实用新型较佳的实施例中,还包括气动装置,气动装置包括砂带张紧气缸、砂带摆动气缸、刹车气缸,所述带张紧气缸、砂带摆动气缸、刹车气缸分别包括气管及设置在所述气管上的电磁阀、和/或转阀。
[0038]
本实用新型较佳的实施例中,还包括控电气控制装置,所述电气控制装置包括电气控制箱3、气动控制箱8,电气控制箱3设置在机体2的上部,气动控制箱8设置在机体2的下部,第一电机61、第二电机11、第三电机51、气动装置分别与电气控制装置电性连接。
[0039]
本实用新型较佳的实施例中,压料装置4为多个,多个压料装置4分别活动设置在砂带组件1、钢丝辊组件6之间。
[0040]
本实用新型较佳的实施例中,砂带组件1包括张紧辊14、接触辊12、砂带13,砂带设置在张紧辊、接触辊之间。
[0041]
具体的,本实施例中,第二电机11与接触辊12传动连接。
[0042]
具体的,本实施例中,通过设置的辊刷旋转完成对工件表面的刷磨糙化处理,通过砂带磨削完成对工件表面氧化皮的磨砂去除。
[0043]
本实用新型较佳的实施例中,钢丝辊组件6包括钢丝辊及设置在钢丝辊两端部的固定座组件、升降调整机构,钢丝辊62通过所述固定座组件、升降调整机构与机架活动连接,钢丝辊与第一电机9分别通过设置的带轮传动连接。
[0044]
本实用新型较佳的实施例中,送料装置5包括送料主动辊、送料从动辊、输送带、送料平台,所述送料主动辊、送料从动辊分别设置在送料平台的两侧,输送带设置在送料主动辊、送料从动辊之间,送料平台的下部设有丝杠装置。
[0045]
本实用新型较佳的实施例中,升降装置包括蜗杆蜗轮减速机,蜗杆蜗轮减速机与丝杠装置活动连接。
[0046]
具体的,本实施例中,将砂带装于磨削装置的张紧辊和接触辊之间,磨削电机驱动接触辊带动砂带高速回转,钢丝辊电机驱动钢丝辊旋转,通过升降装置按工件的厚度调整好位置,通过送料装置将工件送入高速回转的砂带和钢丝辊底部进行磨砂、刷磨。
[0047]
以上结合附图对本实用新型的实施方式作了详细说明,但本实用新型不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本实用新型原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1