一种单向阀锥面磨削夹具的制作方法
1.本实用新型涉及单向阀技术领域,具体为一种单向阀锥面磨削夹具。
背景技术:
2.单向阀是流体只能沿进水口流动,出水口介质却无法回流,俗称单向阀,一般单向阀在阀心处均设有一个阀球,为保证单向阀的功能,需要将单向阀内放置阀球的锥面磨削平整,而目前单向阀在加工的时候,没有很好的专用夹具将单向阀进行夹持,基于上述问题,本案由此而生。
技术实现要素:
3.(一)解决的技术问题
4.针对现有技术的不足,本实用新型提供了一种夹紧效果好的单向阀锥面磨削夹具,解决了上述背景技术中提出的问题。
5.(二)技术方案
6.为实现以上目的,本实用新型通过以下技术方案予以实现:一种单向阀锥面磨削夹具,包括夹具本体,所述夹具本体一端的中心处开设有竖直的通槽,所述单向阀位于通槽内,所述单向阀上方设有压板,所述单向阀的下方设有定位挡板,所述夹具本体对应通槽的两侧开设有连接孔,所述压板上设有衬套,所述衬套和定位挡板对应连接孔的位置处均开设有夹紧孔,所述夹紧孔内设有锁紧螺栓,所述衬套和定位挡板通过锁紧螺栓夹紧在夹具本体的上下两端,所述通槽的一侧开设有钻孔,所述钻孔的位置对应单向阀上倒角的位置。
7.优选的,所述夹具本体的圆周方向设有定位挡块。
8.优选的,所述压板的顶部呈向上凸起的弧形。
9.优选的,所述定位挡板的中心位置开设有通孔。
10.优选的,所述定位挡板与夹具本体之间设有调整垫片。
11.(三)有益效果
12.综上所述,本实用新型通过专用的单向阀固定夹具固定单向阀,可确保单向阀在锥面磨削的时候不会晃动,从而提高单向阀磨削的磨削效率和质量。
附图说明
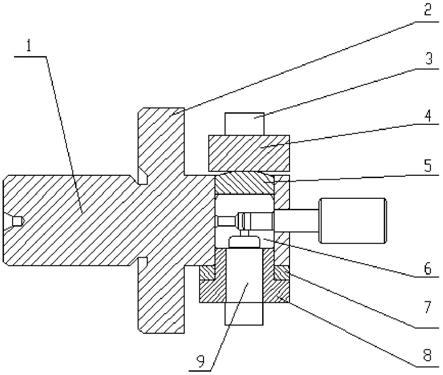
13.图1为本实用新型一种单向阀锥面磨削夹具的整体侧剖图;
14.图2为本实用新型一种单向阀锥面磨削夹具的整体主视剖面图;
15.图3为本实用新型一种单向阀锥面磨削夹具的仰视图;
16.图4为单向阀的剖面图。
17.标注说明:1、夹具本体;2、定位挡块;3、锁紧螺栓;4、衬套;5、压板; 6、单向阀;7、调整垫片;8、定位挡板;9、通孔。
具体实施方式
18.参照图1至图4对本实用新型一种单向阀锥面磨削夹具的实施例作进一步说明。
19.一种单向阀锥面磨削夹具,包括夹具本体1,所述夹具本体1一端的中心处开设有竖直的通槽,所述单向阀6位于通槽内,所述单向阀6上方设有压板5,所述单向阀6的下方设有定位挡板8,所述夹具本体1对应通槽的两侧开设有连接孔,所述压板5上设有衬套4,所述衬套4和定位挡板8对应连接孔的位置处均开设有夹紧孔,所述夹紧孔内设有锁紧螺栓3,所述衬套4和定位挡板8通过锁紧螺栓3夹紧在夹具本体1的上下两端,所述通槽的一侧开设有钻孔,所述钻孔的位置对应单向阀6上倒角的位置。
20.在进行单向阀6锥面磨削的时候,首先将定位挡板8插入通槽内,然后将单向阀6放入通槽内,使得单向阀6的待磨削的锥面朝向钻孔,并使得锥面的轴线与钻孔的轴线一致,然后将压板5压在单向阀6的顶面上,压板5部分伸出通槽,然后盖上衬套4,通过锁紧螺栓3将衬套4和定位挡板8夹紧在夹具本体1上,最后将整个夹具本体1安装在车床上,磨削工具穿过钻孔对单向阀6 的锥面进行磨削,上述设置有效的将单向阀6夹紧在夹具上,从而可有效的对单向阀6的锥面进行磨削。
21.本实施例优选的所述夹具本体1的圆周方向设有定位挡块2,可使得夹具本体1快速定位安装在车床上。
22.本实施例优选的所述压板5的顶部呈向上凸起的弧形,通过向上凸起的弧形压板5,使得衬套4作用的力可更好的通过压板5集中压紧在单向阀6上,更好的固定单向阀6。
23.本实施例优选的所述定位挡板8的中心位置开设有通孔9,可减少定位挡板 8与单向阀6的接触面,从而减少磨损。
24.本实施例优选的所述定位挡板8与夹具本体1之间设有调整垫片7,由于定位挡板8的断面与单向阀6接触,在磨削过程中难免会产生磨损,因此设置调整垫片7可调整定位挡板8伸入通槽内的高度,使得单向阀6的锥面轴线始终与钻孔的和轴线一致,通过更换调整垫片7来实时调整定位挡板8的高度,从而可减少更换定位挡板8的成本。
25.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1