一种消除选区激光熔化成形铝合金构件残余应力的方法与流程
1.本发明属于材料加工技术领域,涉及一种消除选区激光熔化成形铝合金构件残余应力的方法。
背景技术:
2.随着现代科学技术的发展,以大型飞机如c919等为代表的高端装备领域对大型、精密、复杂金属构件的需求越来越迫切,对材料的性能、可靠性和制备技术提出来越来越苛刻的要求。增材制造成形铝合金可以解决兼顾复杂形状和高性能金属构件快速制造的技术难题,其中,选区激光熔化(slm)成形铝合金发展最为成熟、应用最广,正在成为解决航空航天制造领域关键技术难题的有效途径,具有广阔的应用前景。
3.在slm成形铝合金过程中,铝合金粉末在高能激光束作用下快速熔化,在激光离开后发生快速凝固,由于上下层及内外层冷却速度相差较大,冷却不均导致收缩不协调使合金内部存在参与应变,即形成残余应力。由于slm成形技术是在微区内使材料发生快速熔化和快速凝固,且伴随重熔现象,使构件整体残余应力分布较为复杂,但目前比较统一的认识是slm成形构件表层区域存在显著的残余拉应力。首先,在将slm成形构件与基板上分离的过程中,表层较大的残存拉应力会导致构件发生翘曲变形、甚至开裂;其次,表层残余拉应力还会显著损害铝合金材料的力学性能,尤其是材料的疲劳性能和塑性。航空航天领域对结构件的尺寸精度、稳定性以及材料的疲劳性能都有严格的要求,因此必须消除slm成形结构件内的残余应力。
4.目前,消除残余应力的方法大致可分为两类。第一类是通过塑性变形使残余应力得到释放,如机械拉伸、冷压缩、振动变形、表面喷丸、滚压等,这类方法不适用于slm成形的具有复杂结构的部件;第二类是通过高温热处理降低残余应力,如对基板进行预热(200℃)、去应力退火(300℃)等,这类方法在一定程度上可以降低残余应力,但是经过高温热处理后slm成形铝合金内部的细小组织结构被完全破坏,材料的强度会显著降低,使其无法起到结构件的承载作用。因此,迫切需要设计开发一种较低温度的针对slm成形铝合金构件的技术,来消除构件中的残余应力,从而满足航空航天领域的需求。
技术实现要素:
5.本发明的目的是提供一种消除选区激光熔化成形铝合金构件残余应力的方法,经处理后的构件具有较低的残余应力,可提高尺寸稳定性,使其更好的满足航空航天领域的应用需求。
6.为实现上述目的,本发明可以通过以下技术方案来实现:
7.本发明涉及一种消除选区激光熔化成形铝合金构件残余应力的方法,所述方法包括如下步骤:
8.s1、将选区激光熔化成形的铝合金构件浸入低温介质中,使其充分冷却;
9.s2、将构件快速转移至高温介质中,使其快速升温,并保温一段时间;
10.s3、取出构件在空气中冷却至室温;
11.s4、循环重复s1
‑
s3操作。
12.根据本发明的一些实施方式,所述步骤s1中使用的低温介质为液氮,构件浸入时间为0.5
‑
24h,以使构件内部和外层温度均匀。
13.根据本发明的一些实施方式,所述步骤s2中使用的高温介质为液态高温介质,温度为120℃
‑
180℃。具体地,所述步骤s2中使用的高温介质为二甲基硅油,油温为120℃
‑
180℃。本发明选用液态升温介质,使得构件升温速率较气态介质大大提升,利用快速升温过程中内外层温差导致的热膨胀不匹配使构件局部发生塑性变形,抵消选区激光熔化成形过程形成的残余拉应力。油温温度太高会破坏slm成形中形成的细小微观组织,影响构件使用性能;温度过低,保温温度不够,残余应力降低效果减弱;因此控制在120℃
‑
180℃。
14.根据本发明的一些实施方式,所述步骤s2中保温时间为10min
‑
30min。保温时间过少,残余应力降低不够;过多会破坏slm成形中形成的细小微观组织,影响构件使用性能。
15.根据本发明的一些实施方式,所述步骤s2中将构件快速转移至高温介质中,转移时间不超过5s。如转移太慢,相当于在空气中发生了一部分升温,空气使构件升温速率降低,最后使残余应力降低不明显。
16.根据本发明的一些实施方式,所述步骤s2中构件快速升温,平均升温速率不低于30℃/min。升温越快越好,但目前升温速率最快的就是液态介质;升温过慢影响残余应力消除。因此,选择平均升温速率范围为30
‑
60℃/min。
17.根据本发明的一些实施方式,所述步骤s4中循环重复次数为0
‑
2次。
18.本发明所述的选区激光熔化成形铝合金,包括2xxx系al
‑
cu合金、4xxx系al
‑
si合金、5xxx系al
‑
mg合金、7xxx系al
‑
zn
‑
(mg)
‑
(cu)合金以及对应的颗粒增强复合材料。优选4xxx系al
‑
si合金以及对应的颗粒增强复合材料。
19.与现有技术相比,本发明的有益效果在于:
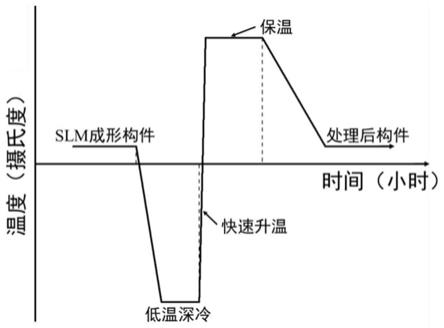
20.1)选区激光熔化成形的铝合金构件,经过低温充分浸泡后快速转移至高温介质中,利用快速升温过程中内外层温差导致的热膨胀不匹配使构件局部发生塑性变形,抵消选区激光熔化成形过程形成的残余拉应力;在随后的保温时间内,残余应力通过回复作用得到释放,最终使得构件中的残余应力大幅度降低。
21.2)在整个过程中,构件的加热温度不超过180℃,能够最大程度地保留选区激光熔化成形铝合金内部细小的组织结构,保障材料的力学性能,从而满足航空航天领域的应用需求。
附图说明
22.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
23.图1为本发明提供的一种消除选区激光熔化成形铝合金构件残余应力方法中构件温度随时间变化示意图。
具体实施方式
24.下面结合实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员
进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干调整和改进。这些都属于本发明的保护范围。
25.实施例1
26.本实施例提供一种消除选区激光熔化成形铝合金构件残余应力的方法,该方法中构件温度随时间变化示意图如图1所示;具体步骤为:
27.(s1)将选区激光熔化成形的alsi10mg合金构件,浸入液氮中保持30min;
28.(s2)将该构件快速转移至180℃的二甲基硅油中,使其快速升温,并保温30min;
29.(s3)取出构件在空气中冷却至室温。
30.其中,步骤s2中转移时间为3s,该过程平均升温速度为52℃/min。
31.利用x射线应力分析仪(设备型号:ixrd)测试选区激光熔化成形的alsi10mg合金构件处理前后的残余应力,结果显示,构件在处理前表层残余拉应力达189
±
6mpa,而经过处理后表层残余拉应力降低至36
±
4mpa。
32.实施例2
33.本实施例提供一种消除选区激光熔化成形铝合金构件残余应力的方法,具体步骤为:
34.(s1)将选区激光熔化成形的alsi10mg合金构件,浸入液氮中保持30min;
35.(s2)将该构件快速转移至150℃的二甲基硅油中,使其快速升温,并保温30min;
36.(s3)取出构件在空气中冷却至室温;
37.(s4)重复s1
‑
s3操作1次。
38.其中,步骤s2中转移时间为3s,该过程平均升温速度为38℃/min。
39.利用x射线应力分析仪(设备型号:ixrd)测试选区激光熔化成形的alsi10mg合金构件处理前后的残余应力,结果显示,构件在处理前表层残余拉应力达205
±
5mpa,而经过处理后表层残余拉应力降低至10
±
3mpa。
40.实施例3
41.本实施例提供一种消除选区激光熔化成形铝合金构件残余应力的方法,具体步骤为:
42.(s1)将选区激光熔化成形的alsi10mg合金构件,浸入液氮中保持30min;
43.(s2)将该构件快速转移至150℃的二甲基硅油中,使其快速升温,并保温10min;
44.(s3)取出构件在空气中冷却至室温;
45.(s4)重复s1
‑
s3操作2次。
46.其中,步骤s2中转移时间为3s,该过程平均升温速度为36℃/min。
47.利用x射线应力分析仪(设备型号:ixrd)测试选区激光熔化成形的alsi10mg合金构件处理前后的残余应力,结果显示,构件在处理前表层残余拉应力达208
±
9mpa,而经过处理后表层残余拉应力降低至26
±
4mpa。
48.实施例4
49.本实施例提供一种消除选区激光熔化成形铝合金构件残余应力的方法,具体步骤为:
50.(s1)将选区激光熔化成形的alsi10mg合金构件,浸入液氮中保持2h;
51.(s2)将该构件快速转移至120℃的二甲基硅油中,使其快速升温,并保温30min;
52.(s3)取出构件在空气中冷却至室温;
53.(s4)重复s1
‑
s3操作2次。
54.其中,步骤s2中转移时间为3s,该过程平均升温速度为31℃/min。
55.利用x射线应力分析仪(设备型号:ixrd)测试选区激光熔化成形的alsi10mg合金构件处理前后的残余应力,结果显示,构件在处理前表层残余拉应力达194
±
7mpa,而经过处理后表层残余拉应力降低至32
±
2mpa。
56.为了与实施例进行对比,设置如下对比例,突出本发明提供的一种消除选区激光熔化成形铝合金构件残余应力方法的有益效果。
57.对比例1
58.具体步骤为:
59.(s1)将选区激光熔化成形的alsi10mg合金构件,浸入液氮中保持30min;
60.(s2)取出构件在空气中恢复至室温。
61.利用x射线应力分析仪(设备型号:ixrd)测试选区激光熔化成形的alsi10mg合金构件处理前后的残余应力,结果显示,构件在处理前表层残余拉应力达182
±
3mpa,而经过处理后表层残余拉应力为179
±
10mpa,残余应力基本无变化。说明仅在液氮中进行深冷处理无法降低残余应力。
62.对比例2
63.具体步骤为:
64.(s1)将选区激光熔化成形的alsi10mg合金构件,浸入液氮中保持30min;
65.(s2)将该构件快速转移至180℃的二甲基硅油中,使其快速升温,但构件仅放置5min立马取出,在空气中恢复至室温。
66.其中,步骤s2中转移时间为3s,该过程平均升温速度为52℃/min。
67.利用x射线应力分析仪(设备型号:ixrd)测试选区激光熔化成形的alsi10mg合金构件处理前后的残余应力,结果显示,构件在处理前表层残余拉应力达204
±
8mpa,而经过处理后表层残余拉应力为116
±
5mpa,残余应力有所降低,但消除效果不理想。说明仅进行快速升温处理可以在一定程度上降低残余应力,但是效果不显著。
68.对比例3
69.具体步骤为:
70.(s1)将选区激光熔化成形的alsi10mg合金构件,浸入液氮中保持30min;
71.(s2)将该构件转移至180℃的空气加热炉中,使其缓慢升温,并保温30min;
72.(s3)取出构件在空气中冷却至室温。
73.其中,步骤s2中转移时间为3s,该过程平均升温速度为15℃/min。
74.利用x射线应力分析仪(设备型号:ixrd)测试选区激光熔化成形的alsi10mg合金构件处理前后的残余应力,结果显示,构件在处理前表层残余拉应力达184
±
5mpa,而经过处理后表层残余拉应力为124
±
3mpa,残余应力有所降低,但消除效果不理想。说明缓慢升温+保温处理可以在一定程度上降低残余应力,但是效果不显著。
75.对比例4
76.具体步骤为:
77.(s1)将选区激光熔化成形的alsi10mg合金构件,浸入液氮中保持12h;
78.(s2)将该构件快速转移至150℃的蒸汽箱中,使其快速升温,并保温3h;
79.(s3)取出构件在空气中冷却至室温。
80.其中,步骤s2中转移时间为2min,该过程平均升温速度为12℃/min。
81.利用x射线应力分析仪(设备型号:ixrd)测试选区激光熔化成形的alsi10mg合金构件处理前后的残余应力,结果显示,构件在处理前表层残余拉应力达211
±
5mpa,而经过处理后表层残余拉应力降低至130
±
6mpa。
82.以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变形或修改,这并不影响本发明的实质内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1