基于磁控溅射与超声滚压复合强化轴承套圈表面的方法
1.本发明涉及表面涂层及精密加工技术领域,具体涉及一种基于磁控溅射与超声滚压复合强化轴承套圈表面的方法。
背景技术:
2.轴承常服役于变载、变速、高dn值、间歇服役、断油等恶劣工况下,为延长轴承的使用寿命、提高其工作可靠性,常在轴承及轴承套圈上喷涂涂层。目前,由于各行各业的机械部件正朝着长寿命、高稳定的方向发展,因此对涂层的性能要求日益提高。
3.近年来非平衡磁场、多靶磁场耦合、孪生磁控靶、脉冲溅射、中频交流溅射电源等新技术的出现和发展,使得磁控溅射技术在关键配合部件的涂层制备中得到广泛应用。
4.在磁控溅射技术的基础上,研究制备适用于极端工况下的轴承套圈涂层,以达到涂层超低摩擦因数、低磨损率和高承载力等优异性能,具有十分重要的意义。
技术实现要素:
5.本发明的目的是提供一种基于磁控溅射与超声滚压复合强化轴承套圈表面的方法,能够提高涂层与基体之间的结合强度,使得涂层的均匀性、致密性显著增强。
6.为实现上述目的,本发明所采用的技术方案是:一种基于磁控溅射与超声滚压复合强化轴承套圈表面的方法,包括以下步骤:s1、将轴承套圈基体清洗干净;s2、制备轴承套圈涂层:s21、安装:将磁控溅射的溅射靶安装在直流阴极上,基体装入样品台,处于正极,固定溅射靶与基体的距离为150mm;s22、中频偏压冲洗:将真空室抽真空至1x10
‑3pa,加热基体至450℃,向真空室通入ar,控制ar的流量为250sccm,工作气压为2.5pa;开启中频电源,设定电压为1000v,对轴承套圈基体表面进行清洗,持续15min;s23、溅射打底层:调节ar流量为100sccm,工作气压为1.0pa,设置中频偏压电源电压为800v、占空比50%,同时开启溅射靶的溅射电极,设置电流为30a、溅射时间8min,在基体上溅射打底层;s24、溅射主体层:同时向真空室通入ar和n2,调节ar的流量为10sccm、n2的流量为400sccm、工作气压为1.0pa;设置中频偏压电源电压为200v、占空比50%,设定溅射电源电流为80a、溅射时间30min,在打底层上溅射主体层;s3、制备磁控溅射涂层:同时向真空室通入ar和n2,调节ar的流量为50 sccm、n2的流量为50sccm、工作气压为0.6pa,设置直流溅射功率150w、溅射时间为30min,形成磁控溅射涂层;s4、进行超声滚压强化:s41、将超声滚压装置以一预压深度压在轴承套圈的表面上,对轴承套圈施加背压
力;s42、在轴承套圈表面上滚动超声滚压装置的滚球工具头,通过输入电流驱动超声滚压装置做超声频的机械振动,完成超声滚压强化。
7.作为优选,完成步骤s42之后,继续重复一遍步骤s23、s24、s3和s4,制备得到双层涂层。
8.作为优选,完成步骤s42之后,继续重复两遍步骤s23、s24、s3和s4,制备得到多层涂层。
9.更进一步地,步骤s4中还包括用于控制超声滚压装置的控制器,控制器基于期望残余压应力和实时滚压力调节所述预压深度、背压力和输入电流中的至少一个。
10.更进一步地,所述超声滚压装置包括超声发生器、支架外壳、弹簧、换能器、变幅杆和滚球工具头,所述支架外壳通过夹持机构连接于机床刀架上,所述弹簧、换能器和变幅杆依次连接设置于支架外壳的内部,所述变幅杆上端伸出支架外壳后与滚球工具头连接,所述弹簧下端与支架外壳的上底面固定,所述换能器接收超声发生器发出的超声波信号,并将超声频机械振动传递至变幅杆。
11.更进一步地,所述溅射靶选自cu、c、cr、ti、ni、al、si、zr中的任一金属材料或者为其中任两种以上金属材料组成的金属合金。
12.更进一步地,所述溅射靶为tisi靶。
13.更进一步地,所述溅射靶为纯度为99.9%的铝铜靶或99.9%碳靶。
14.更进一步地,溅射靶的表面粗糙度ra小于1mm,溅射靶的厚度为50mm以下,溅射靶为非磁性材料粒子分散型溅射靶。
15.更进一步地,所述轴承套圈基体为42crmo金属材质。
16.本发明所带来的有益效果是:1.本发明首先采用磁控溅射技术制备表面涂层,再通过超声波滚压技术将涂层与基体进一步强化,有效提高了轴承套圈表面的涂层结合强度。
17.2.本发明通过重复磁控溅射和超声滚压步骤,来制备多层涂层,由于溅射的每层涂层均经过了超声滚压强化,使轴承套圈表面产生剧烈的微观塑性变形,使得轴承套圈表面的涂层与基体之间的结合强度更高,涂层的均匀性、致密性显著增强。
18.3.本发明采用静态载荷与超声动态载荷结合的加工方式,对轴承套圈表层进行高频振动冲击,充分发挥了磁控溅射和超声波滚压两种技术的优势,所制备的薄膜涂层的均匀性、致密性比单纯采用磁控溅射或超声滚压有了显著增强,且具有超低摩擦因数、低磨损率和高承载力的特性,使轴承在缺油、乏油、断油状况下的自润滑性能得到提高。
19.4.本发明中溅射靶的表面粗糙度ra小于1mm,溅射靶的厚度为50mm以下,溅射靶为非磁性材料粒子分散型溅射靶,使得靶材在溅射时能够稳定地放电,溅射效果得到明显提高。
附图说明
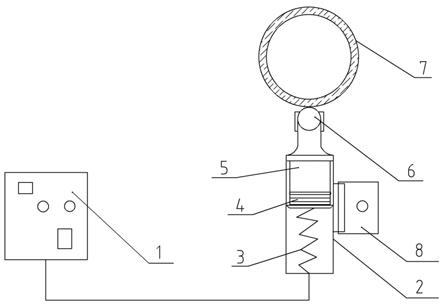
20.图1为本发明实施例中超声滚压装置的结构示意图;图2为本发明实施例中磁控溅射的原理图;图3为本发明实施例中磁控溅射装置与样品台的示意图;
图4为本发明实施例中磁控溅射后涂层晶粒的微观组织图;图5为本发明实施例中磁控溅射与超声滚压复合强化后涂层晶粒的微观组织图。
21.图中标记:1.超声发生器;2.支架外壳;3.弹簧;4.换能器;5.变幅杆;6.滚球工具头;7.轴承套圈;8.机床刀架;9.溅射靶;10.磁场;11.样品台。
具体实施方式
22.下面结合图1至图5以及具体实施例对本发明做进一步详细的说明。
23.实施例一一种基于磁控溅射与超声滚压复合强化轴承套圈表面的方法,包括以下步骤:s1、将42crmo金属材质的轴承套圈7基体清洗干净;s2、制备轴承套圈涂层:s21、安装:将磁控溅射的溅射靶9安装在直流阴极上,轴承套圈7装入样品台11,处于正极,固定溅射靶9与基体的距离为150mm;其中溅射靶9选自cu、c、cr、ti、ni、al、si、zr中的任一金属材料或者为其中任两种以上金属材料组成的金属合金。本实施例中溅射靶的表面粗糙度ra小于1mm,溅射靶的厚度为50mm以下,溅射靶9为tisi靶。
24.参见图2、图3,图2为本实施例中磁控溅射的原理图,图3为本实施例中磁控溅射装置与样品台的示意图。磁控溅射装置包括多组电磁增强的磁控溅射阴极,溅射靶9数量与磁控溅射阴极数量一致,磁控溅射装置能够形成环形的闭合磁场10,样品台11置于磁控溅射装置的中心区域。环形的闭合磁场10与中心阳极电场形成复合电磁场,能够提高电子的运动行程,极大的提高粒子的离化率。
25.s22、中频偏压冲洗:将真空室抽真空至1x10
‑3pa,加热基体至450℃,向真空室通入ar,控制ar的流量为250sccm,工作气压为2.5pa;开启中频电源,设定电压为1000v,对轴承套圈7表面进行清洗,持续15min;s23、溅射打底层:调节ar流量为100sccm,工作气压为1.0pa,设置中频偏压电源电压为800v、占空比50%,同时开启tisi靶的溅射电极,设置电流为30a、溅射时间8min,在基体上溅射打底层;s24、溅射主体层:同时向真空室通入ar和n2,调节ar的流量为10sccm、n2的流量为400sccm、工作气压为1.0pa;设置中频偏压电源电压为200v、占空比50%,设定溅射电源电流为80a、溅射时间30min,在打底层上溅射主体层;s3、制备磁控溅射涂层:同时向真空室通入ar和n2,调节ar的流量为50 sccm、n2的流量为50sccm、工作气压为0.6pa,设置直流溅射功率150w、溅射时间为30min,形成磁控溅射涂层;s4、进行超声滚压强化:s41、将超声滚压装置以一预压深度压在轴承套圈7的表面上,对轴承套圈7施加背压力;s42、在轴承套圈7表面上滚动超声滚压装置的滚球工具头,通过输入电流驱动超声滚压装置做超声频的机械振动,完成超声滚压强化。即完成轴承套圈7单层涂层的制备。
26.其中,超声滚压强化所使用的超声滚压装置如图1所示,超声滚压装置包括超声发生器1、支架外壳2、弹簧3、换能器4、变幅杆5和滚球工具头6。所述支架外壳2呈长方体结构,
支架外壳2通过夹持机构连接于机床刀架8上。所述弹簧3、换能器4和变幅杆5依次连接设置于支架外壳2的内部,所述变幅杆5上端伸出支架外壳2后与滚球工具头6连接,变幅杆5下端与换能器4连接。所述换能器4下端与弹簧3上端连接,弹簧3下端与支架外壳2的上底面固定。所述换能器4接收超声发生器1发出的超声波信号,并将超声频机械振动传递至变幅杆5,然后通过滚球工具头6对轴承套圈7表面施加压力。
27.更进一步地,还包括用于控制超声滚压装置的控制器,控制器基于期望残余压应力和实时滚压力调节所述预压深度、背压力和输入电流中的至少一个。
28.采用上述加工方法,经测定磁控溅射与超声滚压复合强化技术使得轴承套圈7表面的结合性能得到提升。
29.鉴于溅射层比较薄,又考虑到涂层与轴承套圈基体的材料性能,本发明在运用磁控溅射技术溅射所需涂层之后,开创性地引入超声挤压技术对轴承套圈表面进行超声滚压强化,从而提升了涂层和基体的结合强度。如图4、图5所示,引入超声挤压技术之后,轴承套圈表面涂层晶粒的微观组织更为细小,大大提高了涂层的致密度和均匀性。
30.实施例二与实施例一所不同的是,溅射靶9采用纯度为99.9%的碳靶;完成实施例一中步骤s42之后,继续重复一遍步骤s23、s24、s3和s4,完成轴承套圈7双层涂层的制备。
31.实施例三与实施例一所不同的是,溅射靶9采用纯度为99.9%的铝铜靶;完成实施例一中步骤s42之后,继续重复两遍步骤s23、s24、s3和s4,完成轴承套圈7多层涂层的制备。
32.由于溅射靶的材质对涂层的质量有着重要影响,除了影响涂层的化学稳定性,还影响涂层与基体是否牢固。因此在选择靶材时要满足纯度、杂志含量、组分均匀性、机械加工精度等技术要求,使得靶材与基体的膨胀系数的差值较小,以减小溅射涂层热应力的影响。
33.在本实施例中,溅射靶9采用纯度为99.9%的铝铜靶,溅射功率效率(溅射靶功率密度除以溅射速率)选为200
‑
500ev时,基片上溅射得到的涂层的均匀性和致密性更优。
34.经过试验评估,通过磁控溅射和超声波滚压技术制备得到的多层涂层,其致密性和均匀性得到了进一步提高,同时具有超低摩擦因数、低磨损率和高承载力的特性,延长了轴承的服役寿命。
35.实施例四与实施例二所不同的是,溅射靶9采用非磁性材料粒子分散型溅射靶,非磁性材料粒子为cr2o3、b2o3、sio2、mno、coo、sno2、mn3o4、tio2中的一种以上氧化物,且所述氧化物含量占溅射靶的5~20摩尔%。优选为cr2o3和coo作为非磁性材料粒子。该种溅射靶使得靶材在溅射时能够稳定地放电,溅射效果得到明显提高。
36.需要说明的是,本技术中未详细描述的部分均为现有技术。
37.以上所述,仅是本发明的较佳实施例而己,并非对本发明作任何形式上的限制,虽然本发明己以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1