一种精磨珩磨油石及其制备方法和应用与流程
1.本发明属于磨料模具领域,具体涉及一种精磨珩磨油石及其制备方法和应用。
背景技术:
2.油石是采用磨料和结合剂等制备获得的条状固结磨具,是镶嵌在珩磨杆或珩磨头上对精加工件的表面进行精整加工,可加工圆柱孔的内外表面、平面、球面等,具有加工精度高、表面完整性好、加工范围广等特点。而油石时影响加工质量的重要因素之一,其质量的好坏直接影响产品的质量。
3.对于不同材质的工件,或者是加工精度都需要选用针对性的油石进行加工,对于发动机缸体珩磨加工,通常要先进行粗磨,然后再进行精磨。粗磨是指工件余量较大时,前期主要为去余量的磨削,通常余量在5
‑
20丝时要先选用粗磨磨削,将余量控制在3
‑
5丝以下;精磨是指工件加工余量少,精度要求高时所采用的磨削方式,精磨磨削去除余量少,工件表面应力残留少,表面完整性好,粗糙度低,精度高。所以,对于粗磨和精磨加工,采用的是两种不同的油石。
4.专利cn105922148a公开了一种用于光学元器件表面粗抛的精磨片,是由金刚石和金属结合剂组成的,具体的该精磨片的组成及重量百分比为:铜粉70~88%,锡粉10~20%,银粉1~5%,金刚石1~5%(粒度范围w40~w5)。然而该精磨片是针对光学元器件表面粗抛而开发的,加工发动机缸体效率很低,网纹很难控制,所以并不适用于发动机缸体的珩磨加工。
5.所以不管是针对不同材质的工件,还是加工精度都需要选用针对性的磨石进行加工,而目前市面上针对发动机缸体的精磨珩磨油石效率低,精度差,工件被加工表面完整性差,缸体内孔网纹不均匀、内应力大,可靠性低。
技术实现要素:
6.本发明目的是为了克服现有技术的不足而提供一种效率高、精度高的发动机缸体珩磨加工用精磨珩磨油石及其制备方法。
7.为达到上述目的,本发明所采用的技术方案为:
8.一种精磨珩磨油石,所述油石的原料配方包括纯铜、锡、银、磨料和润湿剂,其中,所述锡占所述原料配方总质量的22~28%,所述银占所述原料配方总质量的8~13%,所述磨料占所述原料配方总质量的2~8%,所述润湿剂占所述原料配方总质量的0.5~3%,余量为所述纯铜。
9.本发明采用特定的金属(纯铜、锡、银)粉末预混合,每种粉末的粒度、纯度都是严格控制,预合金粉末混合之后添加湿润剂,进行球磨来提高粉末表面活性,促进烧结结晶,有利于烧结,然后加入磨料混合,然后进行烧结。
10.在一些优选且具体实施方式中,按重量百分含量计,所述油石的原料配方由以下组分组成:纯铜55~65%、锡22~28%、银8~13%、磨料2~8%和湿润剂0.5~3%。
11.优选地,所述磨料为粒径0.025~0.035mm的金刚石粉。
12.优选地,所述湿润剂为石蜡、pva、乙醇中的一种或几种。
13.优选地,所述纯铜为粒径0.005~0.01mm,纯度大于等于99.9%的纯铜粉。
14.优选地,所述锡为粒径0.005~0.01mm,纯度大于等于99.99%的锡粉。
15.优选地,所述银为粒径0.01~0.015mm,纯度大于等于99.9%的银粉。
16.本发明采取的另一技术方案为:上述所述的精磨珩磨油石的制备方法,包括使纯铜、锡、银混合之后加入湿润剂进行球磨,然后加入磨料混合均匀,再在600~700℃、压力8~12mpa的条件下进行烧结,制得所述油石。
17.进一步地,所述球磨在球磨机内进行,球磨时间为1~3h;所述加入磨料混合在混料机内进行,混合时间为1~3h。
18.所述烧结采用德国进口全自动热压机dsp510。
19.本发明采取的又另一技术方案:上述所述的精磨珩磨油石在发动机缸体珩磨加工上的应用。能够实现缸体平台网纹参数可控,满足高速高效高精度珩磨加工。
20.由于上述技术方案运用,本发明与现有技术相比具有下列优点:
21.本发明采用特定量的纯铜、锡和银,配合一定量的磨料和润湿剂,制备的精磨珩磨油石在珩磨加工时,不仅效率高,而且精度高,用在发动机缸体珩磨精磨加工上,确保精磨时缸体的高表面完整性及网纹均匀性。
具体实施方式
22.下面结合具体实施例对本发明的具体实施作进一步详细说明,但本发明的实施和保护范围不限于此。
23.实施例1
24.本实施例提供的发动机缸体珩磨精磨加工用精磨珩磨油石,由以下成分组成:60%纯铜、24%锡、10%银、5%金刚石和1%湿润剂。其中,纯铜选用粒径0.005mm,纯度99.9%的纯铜粉;锡选用雾化锡粉,粒径0.005mm,纯度99.9%;银选用电解银粉,粒径0.01mm,纯度99.9%;金刚石选用mda620 25/35;湿润剂选用液体石蜡。
25.油石的制备方法为:将纯铜粉、锡粉、银粉混合均匀,然后加入湿润剂在球磨机里球磨2h来提高粉末表面活性,然后加入磨料金刚石,在混料机内混料2h,然后称料、转料、烧结制得油石,烧结机选用德国进口全自动热压机dsp510,精确控温,受热均匀,烧结温度660℃,压力10mpa。
26.实施例2
27.本实施例提供的发动机缸体珩磨精磨加工用精磨珩磨油石,由以下成分组成:58%纯铜、26%锡、10%银、5%金刚石和1%湿润剂,其中,纯铜选用0.01mm,纯度99.9%的纯铜粉;锡的粒径为0.01mm,纯度99.9%;银的粒径为0.015mm,纯度99.9%;金刚石选用mda62035/45;湿润剂选用pva。
28.其他同实施例1。
29.实施例3
30.本实施例提供的发动机缸体珩磨精磨加工用精磨珩磨油石,由以下成分组成:63%纯铜、22%锡、12%银、2%金刚石和1%湿润剂,其中,纯铜的粒径为0.008mm;锡的粒径
为0.008mm;银的粒径为0.01mm;金刚石选用mad620 35/45;湿润剂选用乙醇。
31.其他同实施例1。
32.实施例4
33.本实施例提供的发动机缸体珩磨精磨加工用精磨珩磨油石,由以下成分组成:59%纯铜、24%锡、9%银、7%金刚石和1%湿润剂。
34.其他同实施例1。
35.对比例1
36.本对比例提供的精磨珩磨油石,同实施例1,区别在于不添加湿润剂。
37.其具体的原料组成为:61%纯铜、24%锡、10%银和5%金刚石。
38.对比例2
39.本对比例提供的精磨珩磨油石,其具体的原料组成为:75%纯铜、15%锡、4%银、5%金刚石和1%湿润剂。
40.其他同实施例1。
41.对比例3
42.本对比例提供的精磨珩磨油石,其具体的原料组成为:63%纯铜、26%锡、5%银、5%金刚石和1%湿润剂。
43.其他同实施例1。
44.对比例4
45.本对比例提供的精磨珩磨油石,其具体的原料组成为:56%纯铜、30%锡、10%银、3%金刚石和1%湿润剂。
46.其他同实施例1。
47.对比例5
48.本对比例提供的精磨珩磨油石中,银粉的粒径为0.005mm,其他同实施例1。
49.性能测试
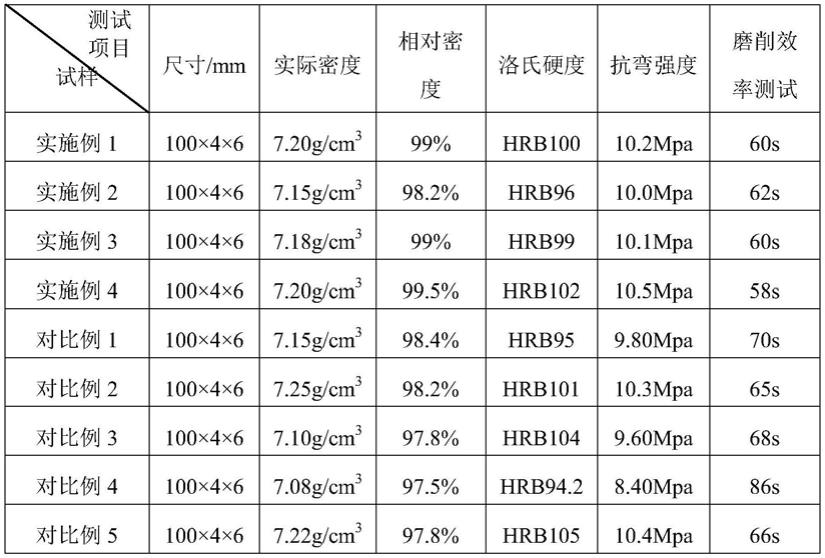
50.将实施例1~4及对比例1~5的油石对同样的发动机缸体进行磨削试验,结果如表1所示。
51.表1为实施例1~4和对比例1~5的油石的性能测试结果
[0052][0053]
表1中,相对密度的测试方法为:gb/t 4472
‑
2011。
[0054]
洛氏硬度的测试方法为:gb/t 230.1
‑
2004。
[0055]
抗弯强度的测试方法为:gb/t232
‑
2010。
[0056]
磨削效率测试的测试方法为:gb/t 10155
‑
1999。
[0057]
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1