三维打印方法以及三维打印装置与流程
1.本技术涉及一种三维打印方法以及三维打印装置。
背景技术:
2.选区激光熔融(slm)技术是金属材料增材制造中的一种主要技术途径。该技术选用激光作为能量源,按照三维切片模型中规划好的路径在金属粉末床层进行逐层扫描,扫描过的金属粉末通过熔化、凝固从而达到冶金结合的效果,最终获得模型所设计的金属零件。
3.一般情况下,当扫描的相邻两层的截面积发生突变时,该相邻两层的金属粉末的熔化或者凝固的过程存在差异,使得该金属零件的内部存在热应力,发生难以预期的形变。
技术实现要素:
4.本技术提供一种三维打印方法,以解决背景技术中的问题。
5.另外,本技术还提供一种三维打印装置。
6.一种三维打印方法,包括步骤:提供一打印模型,所述打印模型包括多个扫描层,每一所述扫描层包括打印区以及除所述打印区以外的非打印区。于一所述扫描层范围内铺设粉体,所述粉体覆盖所述打印区和所述非打印区。计算当前所述扫描层与下一所述扫描层两者的所述打印区的面积差。当所述面积差大于预设值时,发射第一能量束扫描当前所述扫描层的所述打印区以及发射第二能量束扫描当前所述扫描层的所述非打印区,所述第一能量束的能量高于所述第二能量束的能量,所述第一能量束用于熔融所述粉体,所述第二能量束不能熔融所述粉体。
7.进一步地,还包括步骤:当所述面积差小于或等于所述预设值时,发射所述第一能量束扫描当前所述扫描层的所述打印区及非打印区。
8.进一步地,所述扫描层包括第一扫描层以及与所述第一扫描层相邻的第二扫描层,所述第一扫描层包括第一打印区,所述第二扫描层包括第二打印区,所述第一打印区投影于所述第二扫描层以形成第一投影区,所述非打印区包括所述第一投影区与所述第二打印区不重叠的部分区域。
9.进一步地,所述扫描层包括第三扫描层,所述第三扫描层包括第三打印区,所述第三打印区的面积大于其他打印区的面积,所述第三打印区投影于每一其他所述扫描层以形成第三投影区,所述非打印区包括每一所述打印区与所述第三投影区不重叠的部分区域。
10.进一步地,所述非打印区的面积正比于每一所述打印区与所述第三投影区不重叠的部分区域的面积。
11.进一步地,所述第一能量束沿第一路径遍历所述打印区,所述第二能量束沿第二路径遍历所述非打印区,所述第一路径与所述第二路径交错连接。
12.进一步地,多个所述第一路径平行设置,所述第二路径包括多个连接段以及多个延伸端,所述延伸端分别连接于每一所述第一路径的相对两端,所述连接段连接每相邻两
个所述延伸端。
13.进一步地,所述第一能量束沿所述第一路径的移动速度与所述第二能量束沿所述第二路径的移动速度相同。
14.进一步地,所述能量束包括激光束、电子束及等离子体束中的任意一种。
15.一种三维打印装置,包括控制单元、铺粉单元、能量单元以及驱动单元。所述控制单元用于提供一打印模型,所述控制单元还用于对所述三维模型进行切片处理以获得多个扫描层,每一所述扫描层包括打印区以及除所述打印区以外的非打印区。所述铺粉单元用于在一所述扫描层范围内铺设粉体,所述粉体覆盖所述打印区和所述非打印区。所述控制单元还用于计算当前所述扫描层与下一所述扫描层两者的所述打印区的面积差,所述控制单元还用于当所述面积差大于预设值时,控制所述能量单元发射第一能量束和第二能量束,所述第一能量束的能量高于所述第二能量束的能量。所述驱动单元用于驱动所述第一能量束扫描当前所述扫描层的所述打印区,还用于驱动所述第二能量束扫描当前所述扫描层的所述非打印区,所述第一能量束用于熔融所述粉体,所述第二能量束不能熔融所述粉体。
16.本技术提供的三维打印方法,通过在每一扫描层设置打印区和非打印区,打印区采用第一能量束扫描以熔融成型,非打印区采用能量更低的第二能量束扫描,该第二能量束不熔融粉体,从而增加了打印区的冷却散热时间,减少因冷却时间不足而累积热应力,降低三维打印零件形变风险。即,本技术通过优化的扫描路径工艺方式,可以有效的降低三维打印零件形变风险。另外,整个扫描过程中保持驱动单元持续工作,从而可驱动单元的稳态运行。
附图说明
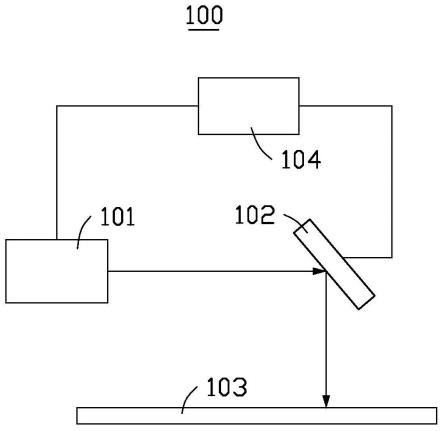
17.图1为本技术一实施例提供的金属熔融3d打印机的示意图。
18.图2为本技术一实施例提供的第一扫描层和第二扫描层的示意图。
19.图3为图1所示的第一扫描层和第二扫描层的俯视图。
20.图4为本技术另一实施例提供的第三扫描层及其他扫描层的示意图。
21.图5为本技术提供的第一路径和第二路径的示意图。
22.主要元件符号说明
23.第一扫描层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
24.第一打印区
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
25.第一投影区
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
111
26.第一非打印区
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
27.第二扫描层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
28.第二打印区
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21
29.第二非打印区
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22
30.第三扫描层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40
31.第三打印区
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41
32.第三投影区
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
411
33.第一路径
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50
34.第二路径
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60
35.连接段
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
61
36.延伸端
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
62
37.金属熔融3d打印机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100
38.能量单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
101
39.驱动单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
102
40.铺粉单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
103
41.控制单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
104
具体实施方式:
42.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。
43.本技术的一些实施方式作详细说明。在不冲突的情况下,下述的实施方式及实施方式中的特征可以相互组合。
44.本技术提供一种三维打印方法,所述三维打印方法可以应用于三维成型系统,所述三维成型系统用于利用高能束逐层熔融粉体以形成三维的打印体。
45.请参见图1,所述三维成型系统可以是金属熔融3d打印机100,所述金属熔融3d打印机100包括能量单元101、驱动单元102、铺粉单元103以及控制单元104。所述能量单元101用于发射能量束(例如,激光束、电子束、等离子体束),所述铺粉单元103用于逐层铺设金属粉末(图未示)。所述驱动单元102用于反射所述能量束至每层所述金属粉体,从而逐层熔融所述金属粉体。所述控制单元104用于控制所述能量单元101以及所述驱动单元102的启动和停止。在本技术的其他实施例中,所述三维成型系统还可以是陶瓷3d打印机、粉末烧结3d打印机中的任意一种。
46.所述能量单元101可以为气体激光器、固体激光器、半导体激光器和染料激光器中的任意一种。
47.所述驱动单元102可以为中央处理单元(central processing unit,cpu),还可以是其他通用处理器、数字信号处理器(digital signal processor,dsp)、专用集成电路(application specific integrated circuit,asic)等。
48.所述铺粉单元103包括铺粉基板(图未示)、储粉机构(图未示)以及刮粉机构(图未示),所述储粉机构用于将定量的金属粉末逐次释放在所述铺粉基板上,所述刮粉机构用于刮平铺粉基板上的金属粉末。
49.所述三维打印方法包括步骤:
50.s1:导入预打印体的三维模型至控制单元104,所述控制单元104对所述三维模型进行切片处理,以获得多个扫描层,每一所述扫描层包括打印区以及除所述打印区以外的非打印区。
51.s2:所述铺粉单元103于一个所述扫描层范围内铺设金属粉体,所述金属粉体覆盖所述打印区和所述非打印区。
52.s3:所述控制单元104计算当前所述扫描层与下一所述扫描层两者的所述打印区的面积差
△
s,当所述面积差
△
s大于预设值时,所述控制单元104控制所述能量单元101发
射第一能量束以及第二能量束,所述第二能量束的能量低于所述第一能量束的能量。例如,所述第一能量束的能量高于所述金属粉末的熔点,而所述第二能量束的能量低于所述金属粉末的熔点,所述控制单元104还控制所述驱动单元102启动,从而反射所述第一能量束至当前的所述打印区内的所述金属粉体,使得所述打印区内的金属粉体熔融成型。然后,所述驱动单元102还反射所述第二能量束至当前的所述非打印区域,由于所述第二能量束的能量较低,使得所述非打印区内的金属粉体不能熔融。从而,完成对一个所述扫描层内打印区域的扫描。在一些实施例中,所述预设值为0.5~1.2cm2。所述驱动单元102为振镜。
53.当所述面积差
△
s小于或等于预设值,所述驱动单元102反射第一能量束扫描束扫描当前所述扫描层的所述打印区以及非打印区。
54.在本实施例中,步骤s3中,所述控制单元104可以控制所述能量单元101同时射所述第一能量束及所述第二能量束,在本技术的其他实施例中,所述控制单元104控制先发射所述第一能量束,后发射所述第二能量束。
55.s4:多次重复步骤s2至s3,从而完成对多个所述扫描层内打印区域的扫描,且每完成一个所述扫描层内打印区域的扫描都会增加一层熔融的金属粉体,最终获得三维的所述打印体。
56.在本实施例中,所述第一能量束为红外激光束,所述第二能量束为可见光束,即,扫描所述非打印区时,所述能量单元101仅发射可见光束而不发射红外激光束,所述驱动单元102反射所述可见光束至所述非打印区域(即空扫),使得所述打印区内熔融的所述金属粉体有足够的时间进行冷却,从而减少当相邻两层的面积差
△
s过大造成的热应力,减少形变风险。另一方面,由于在非打印区扫描过程中(即打印区冷却过程中),所述驱动单元102保持稳态运行而不关停,从而可以保证所述驱动单元102稳态运行。
57.在本实施例中,请参见图2和图3,所述扫描层包括第一扫描层10和与所述第一扫描层10相邻的第二扫描层20,所述第一扫描层10包括第一打印区11以及除所述第一打印区11以外的第一非打印区12,所述第一打印区11可位于所述第一扫描层10的中心区域所述第一非打印区12包围所述第一打印区11。同样地,所述第二扫描层20包括第二打印区21以及除所述第二打印区21以外的第二非打印区22,所述第二打印区21于所述第一打印区11相对,所述第二非打印区22与所述第一非打印区12相对。
58.所述第一打印区11正向投影于所述第二扫描层20以形成第一投影区111,所述第一投影区111覆盖所述第二打印区21,即,所述第一打印区11的面积大于所述第二打印区21的面积。所述第二非打印区22即为所述第一投影区111与所述第二打印区21不重叠的部分区域。若所述第一打印区11和所述第二打印区21的面积差大于所述预设值,所述驱动单元102于所述第一非打印区12内空扫,从而预留给所述第二打印区21更多的冷却时间。
59.在本技术的另一实施例中,请参见图4,所述扫描层还可包括第三扫描层40,所述第三扫描层40包括第三打印区41,所述第三打印区41的面积大于其他打印区的面积,所述第三打印区41投影于每一其他所述扫描层以形成第三投影区411。所述非打印区包括每一其他打印区和所述第三投影区411不重叠的部分。所述驱动单元102于所述非打印区内空扫,从而预留给下一打印区更多的冷却时间。所述非打印区的面积正比于每一所述打印区与所述第三投影区411不重叠的部分区域的面积,其比例系数可以为0.5、1、1.5等。在一些实施例中,当所述扫描层仅包括两层扫描层时,所述第三扫描层40可以为所述第一扫描层
10。
60.在本实施例中,请参见图5,所述驱动单元102反射所述第一能量束沿第一路径50遍历所述打印区,以及反射所述第二能量束沿第二路径60遍历所述非打印区,所述第一路径50与所述第二路径60交替连接。从而,当第一能量束沿所述第一路径50扫描完成后,随即切换第二能量束沿第二路径60扫描,从而可以实现交替冷却的作用。
61.在本实施例中,所述第一路径50大致呈直线段,多个所述第一路径50平行设置,所述第二路径60包括多个连接段61以及多个延伸端62,所述延伸端62沿所述第一路径50的延伸方向分别连接于每一所述第一路径50的相对两端,所述连接段61连接每相邻两个所述延伸端62,从而实现所述第一路径50和所述第二路径60的交替连接。
62.在本实施例中,所述第一能量束沿所述第一路径50的移动速度与所述第二能量束沿所述第二路径60的移动速度相同。
63.本技术提供的三维打印方法,通过在每一扫描层设置打印区和非打印区,打印区采用第一能量束扫描以熔融成型,非打印区采用能量更低的第二能量束扫描,该第二能量束不熔融粉体,从而增加了打印区的冷却散热时间,减少因冷却时间不足而累积热应力,降低形变风险。即,本技术通过优化的扫描路径工艺方式,可以有效的降低三维打印零件形变风险。另外,整个扫描过程中保持驱动单元102持续工作,从而可驱动单元102的稳态运行。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1