无磷钢管热轧用高温抗氧化剂及其制备方法与流程
1.本发明涉及钢管加工的抗氧化剂技术领域,特别涉及一种无磷钢管热轧用高温抗氧化剂及其制备方法。
背景技术:
2.在高温条件的作用下,钢管中的铁元素被氧化,根据温度和加热时长的不同分别为feo、fe3o4与fe2o3,氧化铁皮的形成过程也是氧和铁两种元素的扩散过程,氧由表面向铁的内部扩散,而铁则向外部扩散,两者相遇形成氧化铁皮。氧化铁皮会对钢管内壁造成划伤,造成钢管内表面缺陷、质量降低,使钢管的抗腐蚀性下降,同时也会加快芯棒的磨损速度。
3.专利200910148130.9公开了一种用于热轧无缝钢管的硼砂抗氧化剂,该抗氧化剂能够很好地防止钢管内表面生成氧化铁皮,除此之外,该硼砂抗氧化剂具有较强的还原性,可以与已生成的氧化铁反应,使管内的氧化铁皮脱落,同时其还具有良好的润滑性能,能够大幅减轻氧化铁皮会对钢管内壁造成的划伤。但随着人们对环保的重视程度不断提高,上述硼砂抗氧化剂由于对环境产生一定的影响,在使用领域受到诸多限制。专利201510678678.x公开了一种用于热轧无缝钢管的磷酸盐型抗氧化剂,包括20-25%重量份的硬脂酸钠、25-35%重量份的元明粉、5-10%重量份的滑石粉、25-35%重量份的玻璃粉、15-25%重量份的三聚磷酸钠。该发明虽然对抗氧化起到一定的作用,但是该发明专利生产的钢管内壁抗划伤能力差,大量使用磷酸盐,在后期处理过程中磷酸盐溶于水造成水体污染。
技术实现要素:
4.本发明要解决的技术问题是:克服现有技术中存在的不足,提供一种无磷钢管热轧用高温抗氧化剂及其制备方法。
5.本发明解决上述技术问题的技术方案如下:
6.一种无磷钢管热轧用高温抗氧化剂,包括如下质量比的组分:硬脂酸钙40~50%;硬脂酸镁1~15%;滑石粉10~15%;氮化硅4~8%;硅钡钙2~16;二氧化锡2~18%;三氧化二锑1~2%。
7.优选的,所述组分质量比为:硬脂酸钙45%;硬脂酸镁14%;滑石粉13%;氮化硅5%;硅钡钙3%;二氧化锡18%;三氧化二锑2%。
8.优选的,所述组分粉末原料粒径均控制在0.1-5um。
9.优选的,硬脂酸钙为重质硬质酸钙,堆积密度为≥0.7g/cm3,钙含量≥6.4%,灰分为9%-10%。
10.优选的,二氧化锡和三氧化二锑的质量比为85-95:15-5。
11.优选的,二氧化锡和三氧化二锑的质量比为90:10。
12.优选的,硅钡钙优选硅:钡:钙质量比10:3:2。
13.本发明还提供了所述无磷钢管热轧用高温抗氧化剂的制备方法,包括如下步骤:
14.步骤1、按质量比称取所述组分;
15.步骤2、二氧化锡与三氧化二锑按照比例加入球磨机,球磨2-4小时;
16.步骤3、再加入氮化硅、硅钡钙球磨1-2小时;
17.步骤4、最后加入硬脂酸钙,硬脂酸镁和滑石粉进行球磨1-2小时;
18.步骤5、过筛2500目筛。
19.采用上述方案的有益效果是:
20.(1)传统的抗氧化剂中含有大量的磷酸盐,在后期的冲洗过程中会对水体造成污染,本发明突破传统抗氧化剂含磷酸盐的限制,使用耐高温的氮化硅、硅钡钙、二氧化锡、三氧化二锑代替,后期不会产生含磷废水,属于真正意义上的绿色环保抗氧化剂。
21.(2)本发明配方中无硼砂,生产的钢管可以避免硼砂对人体造成的伤害。
22.(3)本发明首次引入硅钡钙作为配方,试验结果显现出了明显的优势。
23.(4)本发明所使用的原料均处于纳米级或者微米级,更容易形成微米级致密层。
24.(5)本发明抗氧化剂涂层加入纳米陶瓷材料耐摩擦性更好,钢管内壁不会产生划伤。
具体实施方式
25.以下对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
26.本发明提供一种用于无磷钢管热轧用高温抗氧化剂及其制备方法,包括如下质量比的组分:硬脂酸钙40~50%;硬脂酸镁1~15%;滑石粉10~15%;氮化硅4~8%;硅钡钙2~16;二氧化锡2~18%;三氧化二锑1~2%。
27.为了便于本领域技术人员的理解,下面结合实施例和对比例对本发明作进一步的说明。
28.实施例1
29.硬脂酸钙45kg;硬脂酸镁14kg;滑石粉13kg;氮化硅6kg;硅钡钙2kg;二氧化锡18kg;三氧化二锑2kg;
30.将二氧化锡和三氧化二锑加入球磨机中,球磨4h;再加入氮化硅和硅钡钙球磨1小时,再加入硬脂酸钙,硬脂酸镁和滑石粉球磨2小时;最后过2500目筛。
31.实施例2
32.硬脂酸钙40kg硬脂酸镁30kg;滑石粉20kg;氮化硅12kg;硅钡钙8kg;二氧化锡36kg;三氧化二锑4kg;
33.将二氧化锡和三氧化二锑加入球磨机中,球磨3h;再加入氮化硅和硅钡钙球磨1.5小时,再加入硬脂酸钙,硬脂酸镁和滑石粉球磨1.5小时;最后过2500目筛。
34.实施例3
35.硬脂酸钙250kg;硬脂酸镁5kg;滑石粉75kg;氮化硅40kg;硅钡钙80kg;二氧化锡45kg;三氧化二锑5kg;
36.将二氧化锡和三氧化二锑加入球磨机中,球磨2h;再加入氮化硅和硅钡钙球磨2小时,再加入硬脂酸钙,硬脂酸镁和滑石粉球磨1小时;最后过2500目筛。
37.对比实施例1
38.采用专利200910148130.9(即背景技术部分提及的专利)的实施例1的组分及加工方法,硼砂抗氧化剂是由下列组分配制而成的(按重量比)硼砂(na2b4o7.5h2o)30%,高级脂肪酸rcooh(r=c
12-c
18
烷基)15%,高级脂肪醇r’oh(r’=c
12-c
18
烷基,羟值275-320)15%,无水硫酸钠na2so420%,氧化钙5%,氧化镁5%,碳酸钙caco310%。其制备方法,包括以下步骤:
39.a在反应容器内加入c12-c18烃基脂肪酸,加热至其完全处于熔融状态时,加入硼砂,得到脂肪酸钠盐与硼酸的混合物;
40.b向上述混合物中加入c12-c18脂肪醇,经过反应得到烃基硼酸酯脂肪酸钠盐;
41.c将得到的烃基硼酸酯脂肪酸钠盐与无机填料混合,经烘干、冷却后粉碎得到粒度不大于25μm的粉末。
42.对比实施例2
43.采用专利201510678678.x(即背景技术部分提及的专利)的实施例1的组分及加工方法,磷酸盐型抗氧化剂是由以下组分配比而成:25%重量份的硬脂酸钠、25%重量份的元明粉、10%重量份的滑石粉、25%重量份的玻璃粉、15%重量份的三聚磷酸钠。将上述各组分相互混合,并搅拌均匀即可得磷酸盐型抗氧化剂。
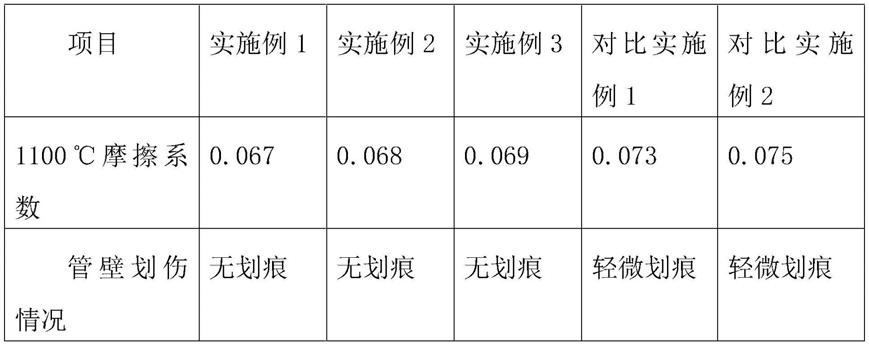
44.实施例1、实施例2、实施例3,对比实施例1、对比实施例2在1100℃下试验结果分析如下:
[0045][0046]
通过对比试验分析本发明不仅可以降低摩擦系数,而且可以增加内壁的抗划伤性能,明显降低管壁的缺陷。
[0047]
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1