一种轻薄型耐火材料异形曲面磨削加工装置及方法与流程
1.本发明属于数控加工专用夹具范畴,具体涉及一种轻薄型耐火材料异形曲面磨削加工装置及方法。
背景技术:
2.在基板玻璃行业中,很多耐火材料表面都是由异形曲面构成的,而且外形不规则,材料本身坚硬而清脆,加工中容易出现断裂和掉块,再加工表面又是曲面构成,而且厚度轻薄,这样加工难度就更大了,因为能用于装夹的平面很少,如果用不规则的面来装夹由于夹紧时受力不均匀,产品就会掉块,进而导致产品报废,由于材料本身比较贵重,又不能用于其他材料来替换。用传统的装夹方法进行装夹,往往由于产品本身的特性,导致产品断裂和掉块,造成产品的报废,而且加工出来的产品表面质量和精度不高。
技术实现要素:
3.针对现有技术中存在的加工异型曲面的耐火材料过程中难以夹持的问题,本发明提供一种轻薄型耐火材料异形曲面磨削加工装置及方法。
4.本发明是通过以下技术方案来实现:
5.一种轻薄型耐火材料异形曲面磨削加工装置,其特征在于,包括挡块、垫块、顶块和固定座;
6.所述挡块为长方体结构,其两侧下部均有条带缺口,用于为加工刀具让刀;
7.所述垫块为板状结构,其一侧边与挡块挡面止抵,另一侧边顶块止抵,其板面用于承载待加工件;
8.所述固定座为板状结构,其挡面活动设置有螺杆;
9.所述顶块与螺杆一端止抵;
10.所述挡块上表面还设置有用于固定待加工件的压板。
11.进一步,所述挡块的两侧上部还设置有两组压板,用于挡块的位置固定。
12.进一步,所述固定座两端还对应设置有两组压板,用于固定座的位置固定。
13.进一步,所述垫块和顶块的材质与待加工件的材质相同。
14.进一步,所述、顶块和待加工件的材质均采用耐火材料。
15.进一步,所述固定座的挡面设有螺孔,所述螺杆转动设置于螺孔内。
16.进一步,所述螺杆顶端设置顶托,用于与顶块止抵。
17.进一步,所述垫块为梯形板状结构,其下底面与挡块挡面止抵,上底面与顶块止抵。
18.进一步,所述挡块的高度不小于垫块和待加工件的总高度。
19.一种轻薄型耐火材料异形曲面磨削加工方法,包括以下步骤,
20.挡块的挡面与垫块一侧边止抵;
21.将待加工件置于垫块上表面,待加工件一侧与挡块的挡面止抵,通过挡块的压板
将待加工件固定;
22.根据螺杆的旋进长度固定设定固定座的位置,旋转螺杆止抵顶块,使得待加工件另一侧止抵顶块,完成待加工件的固定。
23.与现有技术相比,本发明具有以下有益的技术效果:
24.本发明一种轻薄型耐火材料异形曲面磨削加工装置,通过挡块上设置的压板对待加工件压紧于垫块上,通过顶块的配合,将待加工件限位于垫块上,再通过垫块的支撑,将待加工件进行一压一顶一垫的装夹方式,以通过一次装夹完成所有异形曲面的加工,保证了产品表面质量和精度,而且通过调节顶紧装置的螺杆,可以对不同尺寸的产品进行加工,采用一压一顶一垫的方式,不仅可靠性高,也增加了耐火材料在加工过程中的刚性,避免了底部悬空而产生振动,减少了耐火材料因振动掉块掉角,而且拆卸方便。大大地提高了加工效率降低了产品的报废率。同时,本发明不仅保证了产品的质量和精度,而且可靠性高,装夹方便。
25.进一步,本发明采用多组压板,对挡块和固定座进行定位,本结构不受代加工件的大小限制,能够承载夹持多种大小和异型的待加工件,夹持承载范围广,压板的使用极为方便,组装和夹持过程更为简便,能够提高加工过程中的效率。
26.进一步,本发明中的垫块和顶块的材质与待加工件的材质相同,这样便于在需要将待加工件切割为异型曲面时,可以不受承载和夹持工件的限制,可以将待加工件、垫块和顶块一并进行切割,而垫块和顶块的材质与待加工件的材质相同保证了在切割过程中,不会因为材质的不同造成切割不整齐和崩裂等问题。
27.进一步,本发明中的挡块的高度不小于垫块和待加工件的总高度,保证了挡块上压板可以实现对待加工件的夹持高度。
28.本发明一种轻薄型耐火材料异形曲面磨削加工方法,挡块设有缺口一侧的挡面与垫块一侧边止抵,对于切割角度低于垫块表面的待加工件通过挡块的缺口处进行切割入刀,同时,在固定待加工件的过程中,通过压板和挡块进行配合压住待加工件一端,通过固定座、螺杆和顶块止抵待加工件的另一端,实现对待加工件的一压一顶一垫的装夹方式,大大提高了加工的效率和精度,解决了异形工件装夹难的问题。
附图说明
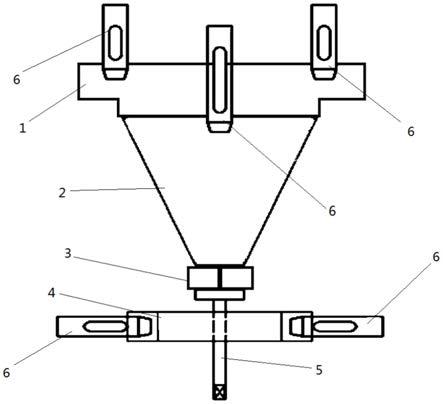
29.图1为本发明一种轻薄型耐火材料异形曲面磨削加工装置的具体实施例示意图。
30.图2为一种轻薄型耐火材料异形曲面磨削加工装置中挡块的具体实施例示意图。
31.图3为一种轻薄型耐火材料异形曲面磨削加工装置中垫块的具体实施例示意图。
32.图中:挡块1,垫块2,顶块3,固定座4,螺杆5,压板6。
具体实施方式
33.下面结合具体的实施例对本发明做进一步的详细说明,所述是对本发明的解释而不是限定。
34.本发明一种轻薄型耐火材料异形曲面磨削加工装置,如图1所示,包括挡块1、垫块2、顶块3和固定座4;
35.所述挡块1为长方体结构,其两侧下部均有条带缺口,如图2所示,用于为加工刀具
让刀,具体的,本装置目的在于对待加工件切割加工为异形曲面的结构,因此,在刀具进行切割的过程中,需要涉及到刀具切割角度的调整,而曲面异形存在部分情况下需要从待加工件的水平线以下进行,而挡块1两侧下部的条带缺口便能够满足这种情况下的需求。
36.所述垫块2为板状结构,如图3所示,其一侧边与挡块1挡面止抵,另一侧边顶块3止抵,其板面用于承载待加工件;具体的,可以采用梯形板状结构,可根据具体的代加工件的形状、将要切割成型的成品结构、和/或切割工艺流程进行选择垫块2两侧边的止抵方向。
37.所述固定座4为板状结构,其挡面活动设置有螺杆5;
38.所述顶块3与螺杆5一端止抵;
39.所述挡块1上表面还设置有用于固定待加工件的压板6。
40.本发明提供的一种优选实施例为,所述挡块1的两侧上部还设置有两组压板6,用于挡块1的位置固定;具体的,压板6可以将挡块1固定于工作台上,使得挡块1能够起到将垫块2和待加工件的固定作用。
41.本发明提供的另一种优选实施例为,所述固定座4两端还对应设置有两组压板6,用于固定座4的位置固定。
42.本发明提供的另一种优选实施例为,垫块2和顶块3的材质与待加工件的材质相同,具体的,这样便于在需要将待加工件切割为异型曲面时,可以不受承载和夹持工件的限制,可以将待加工件、垫块和顶块一并进行切割,而垫块和顶块的材质与待加工件的材质相同保证了在切割过程中,不会因为材质的不同造成切割不整齐和崩裂等问题。进一步的,所述2、顶块3和待加工件的材质均采用耐火材料。
43.本发明提供的另一种优选实施例为,所述固定座4的挡面设有螺孔,所述螺杆5转动设置于螺孔内,具体的,可以根据螺杆5的转动,实现对待加工件的止抵固定。
44.本发明提供的另一种优选实施例为,所述挡块1的高度不小于垫块2和待加工件的总高度,具体的,若垫块2和待加工件的总高度高于挡块1时,用于固定待加工件的压板6便无法实现对待加工件的加紧固定的功能。
45.进一步的,在本发明中的各个组件之间相互独立设置,具体可根据待加工件的大小进行移动固定,适用范围更广。
46.本发明一种轻薄型耐火材料异形曲面磨削加工方法,包括以下步骤,挡块1的挡面与垫块2一侧边止抵,形成用于承载待加工件的承载台面;
47.将待加工件置于垫块2上表面,待加工件一侧与挡块1的挡面止抵,通过挡块1的压板6将待加工件固定,具体的,压板6与待加工件通过柔性挤压进行固定连接,通过旋转压板6上的螺栓,将待加工件固定于垫块2上;
48.根据螺杆5的旋进长度固定设定固定座4的位置,旋转螺杆5带动顶块3朝向待加工件另一侧前进,最终顶块3与待加工件另一侧接触并施加一个与挡块1相对的力,使得待加工件相对夹紧,完成待加工件的固定。
49.挡块1设有缺口一侧的挡面与垫块2一侧边止抵,对于切割角度低于垫块2表面的待加工件通过挡块1的缺口处进行切割入刀,同时,在固定待加工件的过程中,通过压板6和挡块1进行配合压住待加工件一端,通过固定座4、螺杆5和顶块3止抵待加工件的另一端,实现对待加工件的一压一顶一垫的装夹方式,大大提高了加工的效率和精度,解决了异形工件装夹难的问题。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1