适用于箱式炉和台车炉的台阶轴类零件热处理组合式料架的制作方法
1.本实用新型涉及一种热处理工装,特别是涉及一种适用于箱式炉和台车炉的台阶轴类零件热处理组合式料架。
背景技术:
2.台阶轴类零件作为热处理常见零件之一,在热处理过程中,为减小变形一般要求零件采用竖直放置,但在使用箱式炉、台车炉进行热处理时,因缺乏合适的工装而无法实现竖直放置。因此,迫切需要设计一种工装,能够实现台阶轴类零件在箱式炉、台车炉进行热处理时的放置问题。
技术实现要素:
3.为了解决现有台阶轴类零件在使用箱式炉、台车炉进行热处理时,因缺乏合适的工装而无法实现竖直放置的技术问题,本实用新型提供了一种适用于箱式炉和台车炉的台阶轴类零件热处理组合式料架。
4.为实现上述目的,本实用新型提供的技术方案是:
5.一种适用于箱式炉和台车炉的台阶轴类零件热处理组合式料架,其特殊之处在于:包括底架和多个托盘;
6.所述底架包括上框架、上支撑杆和多个支柱,上框架设置在多个支柱上,上框架包括框体和设置在框体下端内侧面的支撑框;上支撑杆的两端设置在支撑框上,且上支撑杆端面与框体内侧面之间存在距离,上支撑杆上设有凹槽;
7.每个托盘包括安装框和设置在安装框上的平板,平板下表面与凹槽配合的区域设有支撑台,其余区域开设有均布的插料孔,所述插料孔的直径小于台阶轴类零件的大端直径,且大于台阶轴类零件的小端直径;
8.多个托盘的插料孔孔径各不相同;
9.每个托盘的大小与底架相适配,具体为:所述安装框可设置在底架的支撑框上并位于上支撑杆端面和框体内侧面之间,且支撑台可扣装在凹槽内。
10.进一步地,所述框体上开设有第一安装孔,安装框上与第一安装孔配合位置开设第二安装孔,通过螺栓将框体和安装框固定。
11.进一步地,所述上支撑杆采用槽钢结构;
12.所述支撑台为与槽钢结构配合的条状支撑台,且条状支撑台的两端与安装框连接。
13.进一步地,所述上支撑杆为2个,且呈十字形布置在上框架的中部;
14.所述支撑台2个,且呈十字形布置在安装框的中部。
15.进一步地,所述底架还包括设置在所有支柱下端的下框架,下框架与上框架结构相同且平行设置;
16.所述下框架上设有下支撑杆,下支撑杆和上支撑杆的数量相等,且位置一一对应;
17.所述上支撑杆和下支撑杆之间设有多个支撑立柱。
18.进一步地,所述上框架的框体外侧设有至少两个吊耳。
19.进一步地,所述上框架、安装框和下框架均为矩形结构。
20.进一步地,所述下框架的下方设置支撑块;
21.所述支柱和支撑立柱均采用方钢结构。
22.进一步地,不同托盘的相邻插料孔间的距离各不相同。
23.进一步地,所述第一安装孔为螺纹孔,第二安装孔为长条孔。
24.与现有技术相比,本实用新型的优点是:
25.1、本实用新型托盘上的插料孔均匀分布,确保台阶轴类零件在热处理过程中受热及冷却的均匀性,提高了箱式炉、台车炉的装炉量及设备利用率。
26.2、本实用新型组合式料架包括多个托盘,不同托盘的插料孔孔径各不相同,通过更换不同插料孔孔径的托盘,可适应不同规格的台阶轴类零件,提高适用性。
27.3、本实用新型组合式料架中底架为通用件,托盘可更换,制造成本低,使用寿命长,保养维修方便。
28.4、本实用新型组合式料架装卸台阶轴类零件操作便捷,减轻人工劳动强度,提高生产效率。
29.5、本实用新型在支柱下端设有下框架,并通过在上支撑杆和下支撑杆之间设支撑立柱,提高底架的稳定性。
附图说明
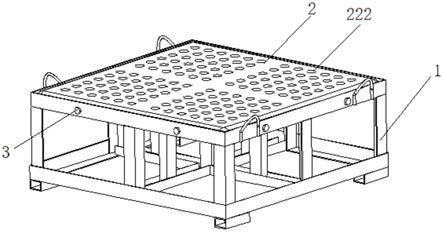
30.图1为本实用新型适用于箱式炉和台车炉的台阶轴类零件热处理组合式料架的结构示意图;
31.图2为本实用新型适用于箱式炉和台车炉的台阶轴类零件热处理组合式料架中底架的结构示意图;
32.图3为本实用新型适用于箱式炉和台车炉的台阶轴类零件热处理组合式料架中托盘的底面结构示意图;
33.其中,附图标记如下:
[0034]1‑
底架,11
‑
上框架,111
‑
框体,1111
‑
第一安装孔,1112
‑
吊耳,112
‑
支撑框,12
‑
上支撑杆,121
‑
凹槽,13
‑
支柱,14
‑
下框架,141
‑
下支撑杆,15
‑
支撑立柱,16
‑
支撑块;
[0035]2‑
托盘,21
‑
安装框,211
‑
第二安装孔,22
‑
平板,221
‑
支撑台,222
‑
插料孔;
[0036]3‑
螺栓。
具体实施方式
[0037]
下面结合附图和实施例对本实用新型作进一步的详细说明。
[0038]
如图1所示,一种适用于箱式炉和台车炉的台阶轴类零件热处理组合式料架,包括底架1和多个托盘2。
[0039]
如图2所示,底架1包括多个支柱13、设置在多个支柱13上的上框架11以及设置在上框架11上的上支撑杆12;上框架11包括框体111和设置在框体111下端内侧面的支撑框112,框体111上开设有第一安装孔1111;上支撑杆12的两端设置在支撑框112上,且上支撑
杆12端面与框体111内侧面之间存在距离。本实施例中上框架11为矩形结构,支柱13的数量为8个,其中4个支柱13垂直设置在上框架11的四个角上,其余4个支柱13分别设置在相邻2个支柱13之间的中部,以及上支撑杆12为2个,且呈十字形布置在上框架11的中部,每个上支撑杆12上均设有凹槽121。
[0040]
如图3所示,每个托盘2包括安装框21和设置在安装框21上的平板22,平板22下表面与凹槽121配合的区域设有支撑台221,其余区域开设有均布的插料孔222;插料孔222的直径小于台阶轴类零件的大端直径,且大于台阶轴类零件的小端直径。本实施例上框架11为矩形结构,则相应地,安装框21和平板22均为矩形结构,并且安装框21上与第一安装孔1111配合位置开设第二安装孔211;平板22下表面的支撑台221为条状支撑台221,2个支撑台221呈十字形设置在平板22的中部,将平板22分为4个相同的四边形区域,每个区域内的插料孔222均匀布置。
[0041]
每个托盘2的大小与底架1相适配,每个托盘2的安装框21可设置在底架1的支撑框112上并位于上支撑杆12端面和框体111内侧面之间,且支撑台221扣装在凹槽121内,通过螺栓3穿过第一安装孔1111和第二安装孔211,将框体111和安装框21固定。使用时,将台阶轴类零件的小端竖向插入插料孔222中即可,台阶轴类零件的大端限位于平板22上表面,操作简单便捷,减轻人工的劳动强度,提高了生产效率;托盘2上的插料孔222分布均匀、间距适中,确保了台阶轴类零件在热处理过程中受热及冷却的均匀性,提高了箱式炉、台车炉的装炉量及设备的利用率。
[0042]
为了提高底架1的稳定性,本实施例底架1还包括设置在所有支柱13下端的下框架14,下框架14与上框架11结构相同且平行设置;下框架14上设有下支撑杆141,下支撑杆141和上支撑杆12的数量相等,且位置一一对应;上支撑杆12和下支撑杆141之间设有平行设置的多个支撑立柱15,下框架14的下方设置支撑块16。
[0043]
本实施例上框架11的框体111相对两个外侧面设有吊耳1112,每个外侧面可设有间隔的2个吊耳1112。
[0044]
本实施例底架1可采用不锈钢角钢、槽钢、方管焊接而成;其中,上框架11和下框架14均可采用角钢焊接形成;上支撑杆12和下支撑杆141均可采用槽钢结构,并采用焊接方式固定在上框架11或下框架14上;支柱13和支撑立柱15结构相同,均可采用方钢,支柱13的两端分别与上框架11、下上框架11焊接,支撑立柱15两端分别与上支撑杆12和下支撑杆141焊接。托盘2采用耐热铸钢板制作,平板22下表面四周外沿及中部带有突出的支撑及加强肋(即安装框21和支撑台221),此支撑及加强肋起到加强、支撑、连接作用。托盘2的支撑及加强肋部分与底架1上的角钢及槽钢部分机芯扣装,实现托盘2安装在底架1上;第一安装孔1111为螺纹孔,第二安装孔211为长条孔,通过螺栓固定,第二安装孔211为长条孔,具有减重作用。
[0045]
本实施例多个托盘2的插料孔222孔径各不相同,以及不同托盘2上的相邻插料孔222之间的间距不相同;组合式料架中底架1为通用件,托盘2可更换,通过更换不同插料孔222孔径的托盘2,以适应不同规格的台阶轴类零件,提高适用性,以及制造成本低,使用寿命长,保养维修方便。
[0046]
以上仅是对本实用新型的优选实施方式进行了描述,并不将本实用新型的技术方案限制于此,本领域技术人员在本实用新型主要技术构思的基础上所作的任何变形都属于
本实用新型所要保护的技术范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1