一种高速低温喷枪的制作方法
1.本实用新型涉及一种高速低温喷枪,尤其涉及一种应用于复杂薄壁工件表面修复用的高速低温喷枪。
背景技术:
2.目前我国军工行业中主要采用等离子喷涂、火焰喷涂或电弧喷涂等技术修复装备中的磨损零部件。传统喷涂修复技术以电弧、火焰、等离子体或激光为热源,加热粉末至融化或者半融化状态,再将熔滴粘结于工件表面形成涂层。等离子喷涂和电弧喷涂过程中金属粒子融化,导致喷涂温度高,使机体内部产生热应力,机体表面极易产生热变形;激光熔覆过程中往往会产生开裂、气孔、夹杂、成分偏析以及由此带来的组织不均匀等问题,并且尚无法解决。传统热喷涂工艺很难控制喷涂面积和厚度,并不适用于厚度1
‑
8mm薄壁件的高精度高质量修复。
3.高速低温喷涂技术作为一项新型的涂层制备技术,是介于超高速火焰喷涂和冷喷涂之间的低温
‑
超高速火焰喷涂技术(lt
‑
hovf),相比与传统的热喷涂技术,具有以下优点:喷涂粒子低温而高速,对基板和粉末颗粒的热影响小,基体表面瞬间温度不超过150℃,可以避免粒子在加速与加热过程中氧化、烧损、相变以及组织变化等现象发生,可有效解决军工装备薄壁件修复加工的热变形问题;涂层间的压应力低,可以制备厚涂层,能有效解决复杂形状薄壁件修复时涂层厚度薄且不均匀等问题;涂层致密、孔隙率低,能有效地防止腐蚀介质渗透到涂层与基体的结合面而引起电偶腐蚀。但是目前常用的高速低温喷涂技术对粉末直径、基材形态、喷涂温度等方面具有特定的技术要求,并不适合军工装备中复杂薄壁件的高精度、高质量修复。
技术实现要素:
4.本实用新型的目的是提供一种新型的高速低温喷枪。
5.为达到上述目的,本实用新型采用的技术方案是:一种高速低温喷枪,包括具有燃烧腔室的喷枪本体,所述喷枪本体的后部设置有燃料入口与氧气入口,所述燃料入口与所述氧气入口分别与所述燃烧腔室连通;所述喷枪本体的前部设置有喷出口,所述喷枪还包括设置在所述喷枪本体的所述前部上的多个喷嘴,每个所述喷嘴均自所述喷枪本体的前端面向前延伸,且所有的所述喷嘴间隔地围设在所述喷出口的周向外侧,所述喷枪本体上还设置有用于通入惰性气体的气体入口,所述气体入口与所述喷嘴相互连通。
6.优选地,所述气体入口设置有多个,所述气体入口的个数与所述喷嘴的个数一致且一一对应连通。
7.优选地,所有的所述喷嘴在绕所述喷出口的轴心线为旋转中心的圆周上均匀间隔地分布。
8.优选地,所述喷嘴设置有四个。
9.优选地,所有的所述喷嘴与所述喷枪本体一体地设置。
10.优选地,所述喷嘴呈后端大、前端小的锥台状。
11.优选地,所述喷枪本体上还设置有冷凝水通道与冷凝水入口。
12.优选地,所述喷枪本体呈拉法尔喷嘴结构。
13.优选地,所述喷枪本体的后部还设置有用于通入惰性气体的惰性气体入口,所述惰性气体入口与所述燃烧腔室相互连通。
14.由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:本实用新型的高速低温喷枪,其中喷枪本体的前部设置有多个喷嘴,加工过程中通过该多个喷嘴向前喷射惰性气体,使得高温喷涂粉末流被聚拢而被精准地投射到待加工位置处,显著地提升了加工精度,也进一步使得涂层的结合强度得到提升,改善工件表面修复质量,尤其适用于如军工装备中复杂薄壁工件的表面修复加工中。
附图说明
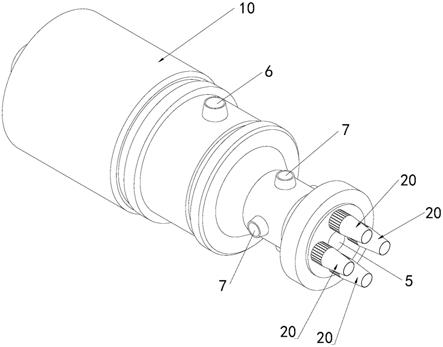
15.附图1为本实用新型的高速低温喷枪的整体结构示意图;
16.附图2为附图1的高速低温喷枪的正视图;
17.附图3为附图1的高速低温喷枪的俯视图;
18.附图4为沿附图3中a
‑
a向剖视结构示意图;
19.附图5为附图1的高速低温喷枪的左视图;
20.附图6为附图1的高速低温喷枪的右视图;
21.其中:10、喷枪本体;20、喷嘴;
22.1、燃烧腔室;2、燃料入口;3、氧气入口;4、惰性气体入口;5、喷出口;6、冷凝水入口;7、气体入口。
具体实施方式
23.下面结合附图和具体的实施例来对本实用新型的技术方案作进一步的阐述。
24.参见图1至图6所示的一种高速低温喷枪,包括喷枪本体10和设置在喷枪本体10前部的多个喷嘴20。此处,为便于描述,前后方向是按照操作时操作者所观察到的前后方向予以参考定义的,具体为,操作该喷枪时,接近工件且远离操作者的为前、远离工件且接近操作者的为后。
25.喷枪本体10整体呈拉法尔喷嘴结构,其具有燃烧腔室1,喷枪本体10的后部设置有燃料入口2与氧气入口3,燃料入口2与氧气入口3分别与燃烧腔室1连通,喷枪本体10的前部设置有喷出口5,自燃料入口2向燃烧腔室1供应高纯度石油气作为燃料、自氧气入口3向燃烧腔室1供入高压氧气作为助燃气体,喷涂粉末亦从燃料入口2沿轴向被注入燃烧腔室1,粉末有较长时间驻留在燃烧腔室内的高压热交换条件下,从而进行有效加热,出燃烧腔室1后经拉法尔喷嘴结构而被加速并经过喷出口5向外投射,形成高温喷涂粉末流而作用于待加工工件上。
26.喷嘴20设置有多个,每个喷嘴20均自喷枪本体10的前端部向前延伸,喷嘴20的轴心线与喷枪本体10的轴心线相互平行,所有的喷嘴20间隔地围设在喷出口5的周向外侧,喷枪本体10上还设置有用于通入惰性气体的气体入口7,惰性气体经气体入口7进入而从喷嘴20向前喷出,从而能够在高温喷涂粉末流的周围形成气帘,一方面使得高温喷涂粉末流的
外围部分进行冷却,另一方面也能够使得高温喷涂粉末流进一步聚拢,起到准直高温喷涂粉末流的效果,使得喷射出的高温喷涂粉末流能够精准地投射到待加工工件上的待加工位置,且提升了撞击速度,使得复杂薄壁件能够达到高精度、高质量的修复,从而能够用于军工装备中复杂薄壁件的修复加工。
27.本实施例中,气体入口7设置有多个,该气体入口7的个数与喷嘴20的个数一致且一一对应连通。此处,喷嘴20与气体入口7均设置有四个,所有的喷嘴20在绕喷出口5的轴心线为旋转中心线的圆周上均匀间隔地分布。
28.所有的喷嘴20与喷枪本体10采用同一种材料一体成型而成,喷嘴20呈后端大、前端小的锥台状。
29.该喷枪本体10上还设置有冷凝水通道(图中未示出)与冷凝水入口6,以用于对喷枪本体10在加工过程中予以冷却降温。
30.参见各附图所示,喷枪本体10的后部还设置有用于通入惰性气体的惰性气体入口4,该惰性气体入口4与燃烧腔室1相互连通,在加工的过程中,通入燃料与高压氧气的同时,再通入高压惰性气体,能够使得喷涂时高温喷涂粉末流中的粉末颗粒速度进一步提高。实验结果显示,通入氮气喷涂时粉末颗粒速度能达到750m/s以上,通入氦气时粉末颗粒速度能达到1000m/s以上。
31.综上,采用该高速低温喷枪对薄壁工件的表面进行喷涂修复加工时,自燃料入口2向燃烧腔室1供应高纯度石油气作为燃料、自氧气入口3向燃烧腔室1供入高压氧气作为助燃气体,并自燃料入口2向燃烧腔室1中送入喷涂粉末,喷涂粉末在燃烧腔室内的高压热交换条件下被有效加热后再被加速喷出;同时,经过各气体入口7注入惰性气体,使得各喷嘴20处向前喷射惰性气体,使得高温喷涂粉末流被聚拢而被精准地投射到待加工位置处,显著地提升了加工精度,也进一步使得涂层的结合强度得到提升,改善工件表面修复质量,尤其适用于如军工装备中复杂薄壁工件的表面修复加工中。
32.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1