一种螺杆装夹夹具的制作方法
1.本实用新型涉及一种专用夹具,特别涉及一种螺杆装夹夹具。
背景技术:
2.alcrn涂层作为多组元氮化物硬质涂层,具有较高的硬度和良好的耐磨损性能,被广泛应用在工程结构件的表面保护上。但目前尚没有采用离子镀膜的方法在金属材料表面沉积涂层的应用,现有的用于夹持螺杆的夹具无法进行灵活的夹持,且不能针对不同规格的螺杆夹装适用,适用范围较小。
技术实现要素:
3.本实用新型要解决的技术问题是为了克服现有技术中的缺陷,提出一种螺杆装夹夹具。
4.本实用新型还提供了一种螺杆装夹夹具,其特点在于,其包括沿竖直方向延伸的主轴,所述主轴的下端设有下支撑盘,所述主轴的上端设有上支撑盘;所述上支撑盘上垂直设有上支撑杆,所述上支撑杆的顶端穿过所述上支撑盘,并通过一对上固定螺母锁固于所述上支撑盘上;所述下支撑盘上垂直设有下支撑杆,所述下支撑杆的底端穿过所述下支撑盘,并固定于所述下支撑盘上;所述上支撑杆的底端和所述下支撑杆的顶端相对设置,并与被夹持的螺杆的中轴线相重合。
5.较佳的,所述上支撑杆上固设有上调节螺母,所述下支撑杆上固设有下调节螺母。
6.较佳的,所述下支撑杆的底部设有外螺纹,所述下支撑盘与所述下支撑杆为螺纹连接。
7.较佳的,所述下支撑杆上设有下固定螺母,并通过所述下固定螺母固定于所述下支撑盘上。
8.本实用新型中,上述优选条件在符合本领域常识的基础上可任意组合,即得本实用新型各较佳实施例。
9.本实用新型的积极进步效果在于:本实用新型的螺杆装夹夹具可有效固定螺杆使其在负离子镀膜设备中充分镀膜。
附图说明
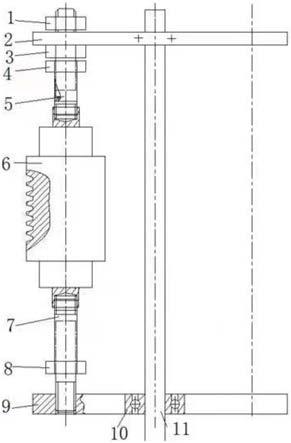
10.图1为本实用新型一较佳实施例中螺杆装夹夹具的结构示意图。
具体实施方式
11.下面通过实施例的方式进一步说明本实用新型,但并不因此将本实用新型限制在所述的实施例范围之中。下列实施例中未注明具体条件的实验方法,按照常规方法和条件,或按照商品说明书选择。
12.如图1所示,本实用新型提供了一种螺杆装夹夹具,其包括沿竖直方向延伸的主轴
11,所述主轴11的下端设有下支撑盘9,所述主轴11的上端设有上支撑盘2;所述上支撑盘2上垂直设有上支撑杆5,所述上支撑杆5的顶端穿过所述上支撑盘2,并通过一对上固定螺母1,3锁固于所述上支撑盘2上。所述下支撑盘9上垂直设有下支撑杆7,所述下支撑杆7的底端穿过所述下支撑盘9,并通过所述下支撑杆7底端的外螺纹与所述下支撑盘9螺纹连接。当然,在其他实施例中下支撑杆上也可以通过设置下固定螺母使之固定于所述下支撑盘上。所述上支撑杆5的底端和所述下支撑杆7的顶端相对设置,并与被夹持的螺杆6的中轴线相重合。所述主轴11与所述下支撑盘9和所述上支撑盘2之间采用轴承10连接。
13.较佳的,所述上支撑杆5上固设有上调节螺母4,所述下支撑杆7上固设有下调节螺母8。通过调节对应的上调节螺母4或下调节螺母8,使得上支撑杆5和下支撑杆7相互靠拢或远离,达到夹装或松配所述螺杆6的目的。
14.采用本实施例的螺杆装夹夹具可用于螺杆表面纳米涂层加工,该加工方法依次包括网纹式表面硬化处理步骤、前处理步骤以及离子镀膜步骤。其中,所述网纹式表面硬化处理包括采用数控加工车床和网纹加工滚压刀具对所述螺杆的转子接触表面进行网纹滚压加工的步骤。所述前处理步骤包括:
15.s1、将待打磨的螺杆夹装于专门的螺杆加工夹具中,所述螺杆的中轴线与所述加工夹装的转轴相重合;
16.s2、启动喷砂机,对所述螺杆进行表面打磨,打磨时间大于或等于30分钟;
17.s3、将所述螺杆从所述螺杆加工夹具上取下,并放置于第一清洗槽,采用第一碱性清洗液和表面活性剂对所述螺杆的表面进行除油处理,清洗时的清洗液预热温度为80℃-95℃;所述第一碱性清洗剂包括10%硅酸钠、15%三聚磷酸钠和表面活性剂,所述表面活性剂包括10%脂肪醇聚氧乙烯醚。
18.s4、将所述螺杆放置于第二清洗槽,采用工业去离子水进行漂洗,以除去s3中残留的所述第一碱性清洗液;所述工业去离子水的电阻率为5mω.cm。
19.s5、将所述螺杆放置于第三清洗槽,采用酸性清洗液和表面活性剂对所述螺杆的表面进行除锈处理;所述酸性清洗剂包括10%稀盐酸和表面活性剂,所述表面活性剂包括10%脂肪醇聚氧乙烯醚。
20.s6、将所述螺杆放置于第四清洗槽,采用工业去离子水除去s5中所述螺杆表面的酸性清洗液;所述工业去离子水的电阻率为5mω.cm。
21.s7、将所述螺杆放置于第五清洗槽,采用第二碱性清洗液和表面活性剂对所述螺杆氧化物进行处理,并中和所述螺杆表面残留的s6中的所述酸性清洗液;所述第二碱性清洗液包括5%氢氧化钠,所述表面活性剂包括10%脂肪醇聚氧乙烯醚。
22.s8、将所述螺杆放置于第六清洗槽,采用工业去离子水对所述螺杆进行充分清洗,以去除所述螺杆表面的残留液体;所述工业去离子水的电阻率为5mω.cm。
23.s9、将所述螺杆放置于第七清洗槽,再次采用工业去离子水对所述螺杆的表面进行清洗;所述工业去离子水的电阻率为5mω.cm。
24.s10、从所述第七清洗槽内取出将所述螺杆,并放置于烤箱中进行烘干;
25.s11、对所述螺杆的表面进行缺陷检查。
26.较佳的,所述离子镀膜步骤包括:
27.s12、将烘干后的所述螺杆重新夹装于真空室内的所述螺杆加工夹具上,并对所述
真空室进行抽真空作业,直至本底真空度达到10e-3pa;
28.s13、启动负离子镀膜设备施加-300v偏压,并加热所述真空室直至350℃;
29.s14、向所述真空室充入氩气,真空度达到10e-1pa,进行离子辉光刻蚀清洗;
30.s15、向所述真空室充入氮气,真空度达到5pa;
31.s16、通过所述负离子镀膜设备设置反应离子镀电流120a,电压360v,沉积45分钟;
32.s17、镀膜完成后,关闭所述负离子镀膜设备,直至所述真空室内室温冷却至低于100℃,打开真空室,取出工件。
33.虽然以上描述了本实用新型的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本实用新型的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本实用新型的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本实用新型的保护范围。
技术特征:
1.一种螺杆装夹夹具,其特征在于,其包括沿竖直方向延伸的主轴,所述主轴的下端设有下支撑盘,所述主轴的上端设有上支撑盘;所述上支撑盘上垂直设有上支撑杆,所述上支撑杆的顶端穿过所述上支撑盘,并通过一对上固定螺母锁固于所述上支撑盘上;所述下支撑盘上垂直设有下支撑杆,所述下支撑杆的底端穿过所述下支撑盘,并固定于所述下支撑盘上;所述上支撑杆的底端和所述下支撑杆的顶端相对设置,并与被夹持的螺杆的中轴线相重合。2.如权利要求1所述的螺杆装夹夹具,其特征在于,所述上支撑杆上固设有上调节螺母,所述下支撑杆上固设有下调节螺母。3.如权利要求2所述的螺杆装夹夹具,其特征在于,所述下支撑杆的底部设有外螺纹,所述下支撑盘与所述下支撑杆为螺纹连接。4.如权利要求2所述的螺杆装夹夹具,其特征在于,所述下支撑杆上设有下固定螺母,并通过所述下固定螺母固定于所述下支撑盘上。
技术总结
本实用新型公开一种螺杆装夹夹具,其包括沿竖直方向延伸的主轴,所述主轴的下端设有下支撑盘,所述主轴的上端设有上支撑盘;所述上支撑盘上垂直设有上支撑杆,所述上支撑杆的顶端穿过所述上支撑盘,并通过一对上固定螺母锁固于所述上支撑盘上;所述下支撑盘上垂直设有下支撑杆,所述下支撑杆的底端穿过所述下支撑盘,并固定于所述下支撑盘上;所述上支撑杆的底端和所述下支撑杆的顶端相对设置,并与被夹持的螺杆的中轴线相重合。本实用新型的螺杆装夹夹具可有效固定螺杆使其在负离子镀膜设备中充分镀膜。中充分镀膜。中充分镀膜。
技术研发人员:李子亮 林欣毅 余京京 井炳 陈荣发 赵毅红
受保护的技术使用者:上海汉钟精机股份有限公司
技术研发日:2021.10.28
技术公布日:2022/4/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1