一种玻璃内孔离心磨边器的制作方法
1.本实用新型涉及玻璃磨边设备领域,具体涉及一种玻璃内孔离心磨边器。
背景技术:
2.玻璃在开孔加工完成后,其内孔的粗糙度往往与金刚石开孔器的粒度相关,因此其表面粗燥度往往较为粗糙;虽然玻璃在开孔时,其开孔的孔径由开孔器口径决定,但是由于开孔时存在的晃动,以及长期使用后开孔器的磨损消耗,会导致内孔发生歪斜,以及产生锥度,因此开孔器开孔的玻璃其内孔容易存在形状公差,如采用传统的修边器进行修整,需要依赖于设备控制x轴及y轴使磨边机的主轴使做环形运动,对设备的性能参数要求较高,还需要更换磨具才能实现加工。
技术实现要素:
3.基于上述问题,本实用新型目的在于提供一种只需要依赖钻孔设备的z轴,在钻孔完成后直接更换磨具,保证重复定位精度的同时配合主轴转速来实现玻璃内孔磨边,以此纠正形状公差的玻璃内孔离心磨边器。
4.针对以上问题,提供了如下技术方案:一种玻璃内孔离心磨边器,包括杆体,所述杆体一端设有与杆体同心的刀盘,所述刀盘外圆柱壁上设有三个沿刀盘周向方向均布设置,且开设于刀盘轴向方向的中段位置的置容槽;所述置容槽内设有可在离心力作用下往刀盘径向方向滑动的研磨块;所述研磨块上设有与刀盘轴线平行的滑销,所述置容槽两侧壁设有腰形孔,所述滑销两端穿过腰形孔外露于刀盘两端面,所述腰形孔的长径朝向刀盘的径向方向;所述刀盘两端面外侧均设有用于拉动滑销往刀盘中心方向收拢的弹性环。
5.上述结构中,杆体装夹于主轴上,当主轴转动时,研磨块会在离心力的作用下向外移动,同时滑销在腰型孔长径方向滑动,并张紧弹性环从而使研磨块与内孔壁接触实现研磨,纠正其形状公差;主轴停转后,研磨块的离心力消失,弹性环收缩推动滑销往刀盘中心靠拢,使研磨块与内孔壁脱离即可取出磨边器;由于磨边时是通过离心力实现研磨,主轴只需要提供z轴方向的移动即可,因此不需要控制主轴的x轴和y轴方向的移动,故可直接在开孔机上替换开孔器即可实现内孔的形状研磨纠正,也不需要三轴研磨机利用其x轴和y轴控制主轴画圆才能实现孔壁的研磨,对设备性能要求低,在研磨块磨损后,通过调节主轴转速增加其离心力即可进行弥补,磨损补偿方便。
6.本实用新型进一步设置为,所述滑销外露出刀盘两端面的两端均设有套设于滑销上的收拢拉钩,所述收拢拉钩往刀盘中心轴线方向延伸并设有钩体,所述弹性环套于刀盘各端面的三个收拢拉钩的钩体上。
7.上述结构中,弹性环为两个,分别套于刀盘两端面的三个收拢拉钩的钩体上,实现滑销的同步扩张及收拢,有效控制研磨块研磨时的离心力,保证三个研磨块与内孔壁接触的压力尽可能保持一致。
8.本实用新型进一步设置为,所述滑销靠近端部位置处设有外沟槽,所述外沟槽上
设有卡簧,所述收拢拉钩通过卡簧固定于滑销上限制其轴向移动。
9.上述结构中,外沟槽配合卡簧有效保证装配的便捷性, 也便于拆卸更换研磨块。
10.本实用新型进一步设置为,所述收拢拉钩与刀盘端面之间设有自润滑垫片。
11.上述结构中,自润滑垫片优选为聚四氟乙烯垫片或黄铜垫片,自润滑垫片用于隔开收拢拉钩与刀盘端面之间的摩擦,使滑销的滑动更为顺畅。
12.本实用新型进一步设置为,所述置容槽槽底设有两个在置容槽槽长方向间隔设置的伸缩孔;所述研磨块面向置容槽槽底的一面设有两个与伸缩孔滑动适配的导向柱,所述伸缩孔及导向柱的朝向与当前置容槽上的腰形孔长径方向相同。
13.上述结构中,导向柱与伸缩孔适配,用于引导研磨块的滑动,每个研磨块设置两个导向柱,可有效控制研磨块的滑动稳定性。
14.本实用新型进一步设置为,所述腰形孔长径长度不大于导向柱长度。
15.上述结构中,避免研磨块滑动距离过大造成导向柱从伸缩孔内脱离造成研磨块失稳。
16.本实用新型进一步设置为,所述研磨块背向置容槽的一面设有半径大于刀盘半径且中心与刀盘中心同心的圆弧研磨面。
17.上述结构中,圆弧研磨面用于与内孔壁接触,圆弧研磨面的半径不大于内孔壁的内径,以保证圆弧研磨面能与内孔壁呈相切状态进行研磨,提高研磨稳定性。
18.本实用新型进一步设置为,所述弹性环为橡胶环或o形弹簧圈。
19.上述结构中,弹性环优选为o形弹簧圈。
20.本实用新型的有益效果:杆体装夹于主轴上,当主轴转动时,研磨块会在离心力的作用下向外移动,同时滑销在腰型孔长径方向滑动,并张紧弹性环从而使研磨块与内孔壁接触实现研磨,纠正其形状公差;主轴停转后,研磨块的离心力消失,弹性环收缩推动滑销往刀盘中心靠拢,使研磨块与内孔壁脱离即可取出磨边器;由于磨边时是通过离心力实现研磨,主轴只需要提供z轴方向的移动即可,因此不需要控制主轴的x轴和y轴方向的移动,故可直接在开孔机上替换开孔器即可实现内孔的形状研磨纠正,也不需要三轴研磨机利用其x轴和y轴控制主轴画圆才能实现孔壁的研磨,对设备性能要求低,在研磨块磨损后,通过调节主轴转速增加其离心力即可进行弥补,磨损补偿方便。
附图说明
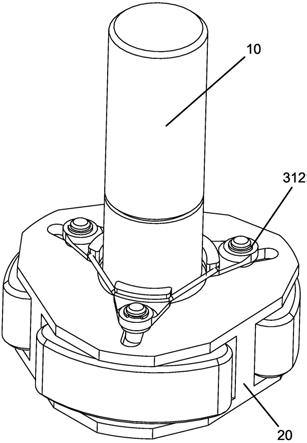
21.图1为本实用新型的整体立体结构示意图。
22.图2为本实用新型的底部视角立体结构示意图。
23.图3为本实用新型的全剖结构示意图。
24.图4为本实用新型的爆炸结构示意图。
25.图5为本实用新型的刀盘断面结构示意图。
26.图中标号含义:10-杆体;20-刀盘;21-置容槽;211-腰形孔;212-伸缩孔;22-弹性环;23-自润滑垫片;30-研磨块;31-滑销;311-外沟槽;312-卡簧;32-收拢拉钩;321-钩体;33-导向柱;34-圆弧研磨面。
具体实施方式
27.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
28.参考图1至图5,如图1至图5所示的一种玻璃内孔离心磨边器,包括杆体10,所述杆体10一端设有与杆体10同心的刀盘20,所述刀盘20外圆柱壁上设有三个沿刀盘20周向方向均布设置,且开设于刀盘20轴向方向的中段位置的置容槽21;所述置容槽21内设有可在离心力作用下往刀盘20径向方向滑动的研磨块30;所述研磨块30上设有与刀盘20轴线平行的滑销31,所述置容槽21两侧壁设有腰形孔211,所述滑销31两端穿过腰形孔211外露于刀盘20两端面,所述腰形孔211的长径朝向刀盘20的径向方向;所述刀盘20两端面外侧均设有用于拉动滑销31往刀盘20中心方向收拢的弹性环22。
29.上述结构中,杆体10装夹于主轴上,当主轴转动时,研磨块30会在离心力的作用下向外移动,同时滑销31在腰型孔211长径方向滑动,并张紧弹性环22从而使研磨块30与内孔壁接触实现研磨,纠正其形状公差;主轴停转后,研磨块30的离心力消失,弹性环22收缩推动滑销31往刀盘20中心靠拢,使研磨块30与内孔壁脱离即可取出磨边器;由于磨边时是通过离心力实现研磨,主轴只需要提供z轴方向的移动即可,因此不需要控制主轴的x轴和y轴方向的移动,故可直接在开孔机上替换开孔器即可实现内孔的形状研磨纠正,也不需要三轴研磨机利用其x轴和y轴控制主轴画圆才能实现孔壁的研磨,对设备性能要求低,在研磨块30磨损后,通过调节主轴转速增加其离心力即可进行弥补,磨损补偿方便。
30.本实施例中,所述滑销31外露出刀盘20两端面的两端均设有套设于滑销31上的收拢拉钩32,所述收拢拉钩32往刀盘20中心轴线方向延伸并设有钩体321,所述弹性环22套于刀盘20各端面的三个收拢拉钩32的钩体321上。
31.上述结构中,弹性环22为两个,分别套于刀盘20两端面的三个收拢拉钩32的钩体321上,实现滑销31的同步扩张及收拢,有效控制研磨块30研磨时的离心力,保证三个研磨块30与内孔壁接触的压力尽可能保持一致。
32.本实施例中,所述滑销31靠近端部位置处设有外沟槽311,所述外沟槽311上设有卡簧312,所述收拢拉钩32通过卡簧312固定于滑销31上限制其轴向移动。
33.上述结构中,外沟槽311配合卡簧312有效保证装配的便捷性, 也便于拆卸更换研磨块30。
34.本实施例中,所述收拢拉钩32与刀盘20端面之间设有自润滑垫片23。
35.上述结构中,自润滑垫片23优选为聚四氟乙烯垫片或黄铜垫片,自润滑垫片23用于隔开收拢拉钩32与刀盘20端面之间的摩擦,使滑销31的滑动更为顺畅。
36.本实施例中,所述置容槽21槽底设有两个在置容槽21槽长方向间隔设置的伸缩孔212;所述研磨块30面向置容槽21槽底的一面设有两个与伸缩孔212滑动适配的导向柱33,所述伸缩孔212及导向柱33的朝向与当前置容槽21上的腰形孔211长径方向相同。
37.上述结构中,导向柱33与伸缩孔212适配,用于引导研磨块30的滑动,每个研磨块30设置两个导向柱33,可有效控制研磨块30的滑动稳定性。
38.本实施例中,所述腰形孔211长径长度不大于导向柱33长度。
39.上述结构中,避免研磨块30滑动距离过大造成导向柱33从伸缩孔212内脱离造成研磨块30失稳。
40.本实施例中,所述研磨块30背向置容槽21的一面设有半径大于刀盘20半径且中心与刀盘20中心同心的圆弧研磨面34。
41.上述结构中,圆弧研磨面34用于与内孔壁接触,圆弧研磨面34的半径不大于内孔壁的内径,以保证圆弧研磨面34能与内孔壁呈相切状态进行研磨,提高研磨稳定性。
42.本实施例中,所述弹性环22为橡胶环或o形弹簧圈。
43.上述结构中,弹性环22优选为o形弹簧圈。
44.本实用新型的有益效果:杆体10装夹于主轴上,当主轴转动时,研磨块30会在离心力的作用下向外移动,同时滑销31在腰型孔211长径方向滑动,并张紧弹性环22从而使研磨块30与内孔壁接触实现研磨,纠正其形状公差;主轴停转后,研磨块30的离心力消失,弹性环22收缩推动滑销31往刀盘20中心靠拢,使研磨块30与内孔壁脱离即可取出磨边器;由于磨边时是通过离心力实现研磨,主轴只需要提供z轴方向的移动即可,因此不需要控制主轴的x轴和y轴方向的移动,故可直接在开孔机上替换开孔器即可实现内孔的形状研磨纠正,也不需要三轴研磨机利用其x轴和y轴控制主轴画圆才能实现孔壁的研磨,对设备性能要求低,在研磨块30磨损后,通过调节主轴转速增加其离心力即可进行弥补,磨损补偿方便。
45.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变型,上述假设的这些改进和变型也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1