一种金属面板抛光打磨自动循环输送装置的制作方法
1.本属于抛光打磨自动生产技术领域,尤其涉及一种金属面板抛光打磨自动循环输送装置。
背景技术:
2.金属面板在生产过程中需要进行打磨和抛光加工,从而来保证金属面板表面的平整和光洁度。
3.现有的打磨抛光加工装置例如中国发明专利(公开号cn107717725a,公告日20180223)中公开的一种笔记本电脑平面打磨抛光总装,包括打磨组装、抛光组装和产品输送带,所述打磨组装包括打磨机架组件和设置在所述打磨机架组件上用于对笔记本电脑平面进行打磨的打磨旋转机构,所述抛光组件包括抛光机架组件和设置在所述抛光机架组件上用于对笔记本电脑平面进行抛光的抛光旋转机构,所述打磨旋转机构和所述抛光旋转机构之间设置上料输送机构,所述产品输送带输送被所述抛光旋转机构抛光后的笔记本电脑。本发明的笔记本电脑平面打磨抛光总装,自动化程度高,提高了安全性和精准性,机器的使用寿命长,降低了人工成本的同时也进一步实现了高效率、高质量的笔记本电脑平面打磨抛光工作。
4.目前的金属面板自动生产过程中存在以下几点问题:(一)现有的打磨装置仅仅只是直接将一块金属面板进行一次打磨,这样打磨出来的金属面板精度较低,并且也会出现一次无法完全打磨至要求精度的问题,不仅打磨效率较慢并且质量也低;(二)现有的抛光装置仅仅只能对一块金属面板进行抛光加工,抛光的效率较低,并且在抛光过程中无法精确的进行定位,从而导致金属面板的抛光质量较低;(三)现有的金属面板在加工完成后没有进行清洁处理,而是后续统一进行处理,这样大大增加了后续清洁的时间,降低了生产效率。
5.尤其是现有的金属面板在输送加工过程中都是单线输送加工,这样不仅需要占用较大的设备空间,还需要将金属面板进行频繁来回的输送,容易在输送过程中金属面板损坏。以及现有的金属面板载具无法与输送装置进行相配合,只是简单的将金属面板放置在金属面板载具进行限位,也没有与金属面板载具相配合的装置将金属面板稳定的进行固定,从而导致在金属面板加工过程中容易出现晃动,造成加工质量下降。
技术实现要素:
6.本实用新型的目的是为了解决上述现有金属面板自动输送效率低的问题,提供一种抛光打磨自动循环输送装置,该装置通过第一水平输送支撑架、第二水平输送支撑架、第一前后输送电缸和第二前后输送电缸实现循环输送,提升输送过程中的稳定性以及提升输送效率。
7.为本实用新型之目的,采用以下技术方案予以实现:
8.一种金属面板抛光打磨自动循环输送装置,该装置包括第一水平输送支撑架、第
二水平输送支撑架、第一前后输送电缸、第二前后输送电缸、多个循环输送载具组和多个金属面板夹紧组件;第一水平输送支撑架和第二水平输送支撑架横向设置在机架的前后两侧,且第一水平输送支撑架和第二水平输送支撑架前后对称设置;第一水平输送支撑架和第二水平输送支撑架上均设置有水平输送滑轨;位于第一水平输送支撑架和第二水平输送支撑架的前侧底部分别设置有第一推送组件和第二推送组件;第一推送组件和第二推送组件分别用于水平输送;第一前后输送电缸的前端设置在第一水平输送支撑架的左侧顶部;第一前后输送电缸的后端设置在第二水平输送支撑架的左侧顶部;第二前后输送电缸前端设置在第一水平输送支撑架的右侧顶部;第二前后输送电缸的后端设置在第二水平输送支撑架的右侧顶部;第一前后输送电缸和第二前后输送电缸的移动部均设置有流动滑轨模块;循环输送载具组配合设置在流动滑轨模块上,并随着流动滑轨模块进行前后移动;多个金属面板夹紧组件与循环输送载具组相配合将金属面板进行加紧。
9.作为优选,第一推送组件包括水平推送电缸、水平推送移动板、推送连接板、推送杆和多个推块组;水平推送电缸水平设置在第一水平输送支撑架的前侧底部;水平推送移动板连接在水平推送电缸的移动部上,推送连接板连接在水平推送移动板的上部,推送连接板滑动连接在第一水平输送支撑架上;推送杆水平设置在推送连接板的上部,多个推块组规则排列设置在推送杆上;第二推送组件与第一推送组件结构相同,且第二推送组件上的多个推块组与第一推送组件的多个推块组设置方向相反。
10.作为优选,每个推块组包括推块支撑块和推动铰接块;推块支撑块固定设置在推送杆的后侧顶部,推块支撑块上设置有铰接槽,推动铰接块铰接在铰接槽内,推动铰接块截面呈三角形,且推动铰接块的左端底部与推块支撑块之间设置有纵向的连接弹簧。
11.作为优选,流动滑轨模块包括流动衔接支撑板和流动衔接滑轨;流动衔接支撑板设置在第一前后输送电缸的移动部上;流动衔接支撑板与第一水平输送支撑架相衔接;流动衔接滑轨水平设置在流动衔接支撑板上,流动衔接滑轨与水平输送滑轨相衔接。
12.作为优选,每个循环输送载具组包括载具支撑板、第一面板载具和第二面板载具;载具支撑板的底部通过两个衔接滑块与流动衔接滑轨相配合,载具支撑板的前部设置有定位凹口;第一面板载具和第二面板载具左右对称设置在载具支撑板上,且第一面板载具和第二面板载具前后方向设置,第一面板载具上设置有金属面板安装槽;且第一面板载具的前部设置有金属面板压紧凹口。
13.作为优选,每个金属面板夹紧组件包括金属面板夹紧支撑架、金属面板夹紧气缸和金属面板夹紧移动板;金属面板夹紧气缸前后方向设置在金属面板夹紧支撑架上;金属面板夹紧气缸的移动部与金属面板夹紧移动板的底部连接;金属面板夹紧移动板的中部设置有与定位凹口相配合的定位凸块;金属面板夹紧移动板的左右两侧设置有与金属面板压紧凹口相配合的l型压块。
14.作为优选,位于第一前后输送电缸的左右两侧均设置有第一前后辅助滑轨;位于第二前后输送电缸的左右两侧均设置有第二前后辅助滑轨,载具支撑板滑动配合设置在第一前后辅助滑轨和第二前后辅助滑轨上。
15.采用上述技术方案的一种抛光打磨自动循环输送装置,该装置通过水平输送滑轨便于提升输送的顺滑性以及流畅性。通过水平推送电缸带动水平推送移动板进行水平移动定位,提升移动定位精确性。通过每个推块组推动每个循环输送载具组,从而带动循环输送
载具组上的金属面板进行平稳输送。在往进料方向时,推动铰接块通过压缩连接弹簧便于从循环输送载具组的底部穿过,这样防止带动循环输送载具组向进料方向移动,进一步提升对循环输送载具组输送的稳定性。第二推送组件与第一推送组件结构相同,且第二推送组件上的多个推块组与第一推送组件的多个推块组设置方向相反。通过第一前后输送电缸和第二前后输送电缸左右对称设置,第二前后输送电缸实现将循环输送载具组进行前后输送,并与第一前后输送电缸相配合实现循环输送。通过定位凹口便于进一步将载具支撑板进行定位,防止载具支撑板左右移动,同时也防止载具支撑板移动定位出现差错。通过金属面板安装槽便于更好的将金属面板进行放置固定。通过金属面板压紧凹口便于在加工时进一步将金属面板进行夹紧固定,从而进一步提升金属面板在加工过程中的稳定性和牢固度,进而提升金属面板加工质量。
附图说明
16.图1为金属面板抛光打磨自动生产设备的结构示意图。
17.图2为金属面板的结构示意图。
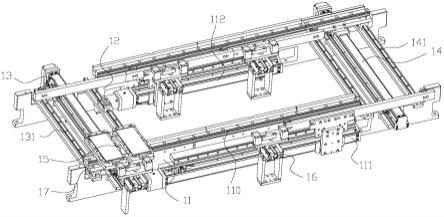
18.图3为循环输送装置的结构示意图。
19.图4为循环输送载具组和金属面板夹紧组件的结构示意图。
20.图5为第一推送组件的结构示意图。
21.图6为粗打磨装置的结构示意图。
22.图7为抛光装置的结构示意图。
23.图8为抛光驱动组件的结构示意图。
24.图9为清扫装置的结构示意图。
具体实施方式
25.下面结合附图对本实用新型的具体实施方式做一个详细的说明。
26.如图1所示,一种金属面板抛光打磨自动生产设备,该设备包括机架及其上的循环输送装置1、粗打磨装置2、精打磨装置3、抛光装置4和清扫装置5;粗打磨装置2、精打磨装置3、抛光装置4和清扫装置5以进料往出料加工迅速依次排列设置在循环输送装置1内圈;粗打磨装置2用于对金属面板进行粗打磨加工;精打磨装置3用于对粗打磨后的金属面板进行精打磨加工;抛光装置4用于精打磨加工后的金属面板进行抛光加工;清扫装置5用于对抛光加工后的废屑进行清除。
27.如图2所示,图中为所要加工的金属面板6,金属面板6截面呈矩形,通过先将金属面板6进行粗打磨加工,再将粗打磨加后的金属面板6进行精打磨加工,进一步保证了金属面板6的打磨质量,然后再将精打磨加工后的金属面板6进行抛光加工,从而进一步保证了表面的整洁度和美观度,最后再将金属面板6上的废屑进行清扫处理,无需后续再进行统一清洁。
28.如图3至图5所示,循环输送装置1包括第一水平输送支撑架11、第二水平输送支撑架12、第一前后输送电缸13、第二前后输送电缸14、多个循环输送载具组15和多个金属面板夹紧组件16;第一水平输送支撑架11和第二水平输送支撑架12横向设置在机架的前后两侧,且第一水平输送支撑架11和第二水平输送支撑架12前后对称设置。第一水平输送支撑
架11和第二水平输送支撑架12上均设置有水平输送滑轨110,通过水平输送滑轨110便于提升输送的顺滑性以及流畅性。位于第一水平输送支撑架11和第二水平输送支撑架12的前侧底部分别设置有第一推送组件111和第二推送组件112;第一推送组件111和第二推送组件112分别用于水平输送。第一推送组件111包括水平推送电缸1111、水平推送移动板1112、推送连接板1113、推送杆1114和多个推块组;水平推送电缸1111水平设置在第一水平输送支撑架11的前侧底部;水平推送移动板1112连接在水平推送电缸1111的移动部上,通过水平推送电缸1111带动水平推送移动板1112进行水平移动定位,提升移动定位精确性。推送连接板1113连接在水平推送移动板1112的上部,推送连接板1113滑动连接在第一水平输送支撑架11上,这样能够进一步推送连接板1113滑动的流畅性。推送杆1114水平设置在推送连接板1113的上部,多个推块组规则排列设置在推送杆1114上,通过每个推块组推动每个循环输送载具组15,从而带动循环输送载具组15上的金属面板6进行平稳输送。每个推块组包括推块支撑块1115和推动铰接块1116;推块支撑块1115固定设置在推送杆1114的后侧顶部,推块支撑块1115上设置有铰接槽11151,推动铰接块1116铰接在铰接槽11151内,推动铰接块1116截面呈三角形,且推动铰接块1116的左端底部与推块支撑块1115之间设置有纵向的连接弹簧11161,这样便于往出料方向输送时,能够推动循环输送载具组15一并移动,在往进料方向时,推动铰接块1116通过压缩连接弹簧11161便于从循环输送载具组15的底部穿过,这样防止带动循环输送载具组15向进料方向移动,进一步提升对循环输送载具组15输送的稳定性。第二推送组件112与第一推送组件111结构相同,且第二推送组件112上的多个推块组与第一推送组件111的多个推块组设置方向相反。第一前后输送电缸13的前端设置在第一水平输送支撑架11的左侧顶部;第一前后输送电缸13的后端设置在第二水平输送支撑架12的左侧顶部;第一前后输送电缸13实现将循环输送载具组15进行前后输送。第二前后输送电缸14前端设置在第一水平输送支撑架11的右侧顶部;第二前后输送电缸14的后端设置在第二水平输送支撑架12的右侧顶部;第一前后输送电缸13和第二前后输送电缸14左右对称设置。第二前后输送电缸14实现将循环输送载具组15进行前后输送,并与第一前后输送电缸13相配合实现循环输送。位于第一前后输送电缸13的左右两侧均设置有第一前后辅助滑轨131;位于第二前后输送电缸14的左右两侧均设置有第二前后辅助滑轨141,载具支撑板151滑动配合设置在第一前后辅助滑轨131和第二前后辅助滑轨141上。第一前后输送电缸13和第二前后输送电缸14的移动部均设置有流动滑轨模块17;循环输送载具组15配合设置在流动滑轨模块17上,并随着流动滑轨模块17进行前后移动。多个金属面板夹紧组件16分别位于第一前后输送电缸13的前侧、粗打磨装置2的对应处、精打磨抛光装置3的对应处和抛光装置4的对应处。
29.如图4所示,流动滑轨模块17包括流动衔接支撑板171和流动衔接滑轨172;流动衔接支撑板171设置在第一前后输送电缸13的移动部上,流动衔接支撑板171与第一水平输送支撑架11相衔接,通过第一前后输送电缸13带动流动衔接支撑板171进行前后移动定位。流动衔接滑轨172水平设置在流动衔接支撑板171上,流动衔接滑轨172与水平输送滑轨110相衔接,便于进一步提升输送的衔接性,防止输送隔断。每个循环输送载具组15包括载具支撑板151、第一面板载具152和第二面板载具153。载具支撑板151的底部通过两个衔接滑块1511与流动衔接滑轨172相配合,载具支撑板151的前部设置有定位凹口1512,通过定位凹口1512便于进一步将载具支撑板151进行定位,防止载具支撑板151左右移动,同时也防止
载具支撑板151移动定位出现差错。第一面板载具152和第二面板载具153左右对称设置在载具支撑板151上,且第一面板载具152和第二面板载具153前后方向设置,第一面板载具152上设置有金属面板安装槽1521,通过金属面板安装槽1521便于更好的将金属面板6进行放置固定。第一面板载具152的前部设置有金属面板压紧凹口1522,通过金属面板压紧凹口1522便于在加工时进一步将金属面板6进行夹紧固定,从而进一步提升金属面板6在加工过程中的稳定性和牢固度,进而提升金属面板6加工质量。每个金属面板夹紧组件16包括金属面板夹紧支撑架161、金属面板夹紧气缸162和金属面板夹紧移动板163;金属面板夹紧气缸162前后方向设置在金属面板夹紧支撑架161上;金属面板夹紧气缸162的移动部与金属面板夹紧移动板163的底部连接,通过金属面板夹紧气缸162带动金属面板夹紧移动板163进行前后定位。金属面板夹紧移动板163的中部设置有与定位凹口1512相配合的定位凸块1631,进一步提升定位精确性。金属面板夹紧移动板163的左右两侧设置有与金属面板压紧凹口1522相配合的l型压块1632,进一步提升l型压块1632对金属面板6的加紧稳定性。
30.工作时,通过在循环输送载具组15上放入两块金属面板6,使循环输送载具组15上的两个衔接滑块1511与流动滑轨模块17上的流动衔接滑轨172相配合,通过第一前后输送电缸13带动流动滑轨模块17向后输送,并通过第二推送组件112上的水平推送电缸1111带动水平推送移动板1112中推送杆1114上的多个推块组进行水平移动,从而使推块组上的推动铰接块1116推动循环输送载具组15水平移动至第二前后输送电缸14上的流动滑轨模块17上,通过相同的方式实现循环输送载具组15进行循环输送,并在循环输送的过程中对金属面板6进行加工处理。
31.该循环输送装置1解决了现有的金属面板在输送加工过程中都是单线输送加工,这样不仅需要占用较大的设备空间的问题,以及现有的金属面板载具无法与输送装置进行相配合,只是简单的将金属面板放置在金属面板载具进行限位的问题。
32.通过循环输送装置1上的水平输送滑轨110便于提升输送的顺滑性以及流畅性。通过水平推送电缸1111带动水平推送移动板1112进行水平移动定位,提升移动定位精确性。通过每个推块组推动每个循环输送载具组15,从而带动循环输送载具组15上的金属面板6进行平稳输送。在往进料方向时,推动铰接块1116通过压缩连接弹簧11161便于从循环输送载具组15的底部穿过,这样防止带动循环输送载具组15向进料方向移动,进一步提升对循环输送载具组15输送的稳定性。第二推送组件112与第一推送组件111结构相同,且第二推送组件112上的多个推块组与第一推送组件111的多个推块组设置方向相反。通过第一前后输送电缸13和第二前后输送电缸14左右对称设置,第二前后输送电缸14实现将循环输送载具组15进行前后输送,并与第一前后输送电缸13相配合实现循环输送。通过定位凹口1512便于进一步将载具支撑板151进行定位,防止载具支撑板151左右移动,同时也防止载具支撑板151移动定位出现差错。通过金属面板安装槽1521便于更好的将金属面板6进行放置固定。通过金属面板压紧凹口1522便于在加工时进一步将金属面板6进行夹紧固定,从而进一步提升金属面板6在加工过程中的稳定性和牢固度,进而提升金属面板6加工质量。
33.如图6所示,粗打磨装置2包括粗打磨支架21、粗打磨升降定位气缸22、粗打磨升降定位架23、粗打磨支撑板24和打磨驱动组件;粗打磨支架21纵向设置在机架上,粗打磨升降定位气缸22纵向设置在粗打磨支架21的上部中间,粗打磨升降定位气缸22的底部与粗打磨升降定位架23连接,通过粗打磨升降定位气缸22带动粗打磨升降定位架23进行升降定位,
且粗打磨升降定位架23通过两根打磨升降滑轨231水平设置在粗打磨支架21上,进一步提升升降定位过程中的流畅性和顺滑度。粗打磨升降定位架23的中部设置有两个驱动通孔;粗打磨支撑板24水平设置在粗打磨升降定位架23的顶部,且位于驱动通孔上方,通过粗打磨支撑板24进一步提升连接强度和支撑性。打磨驱动组件设置在粗打磨支撑板24上,打磨驱动组件包括打磨驱动电机251、打磨驱动主动轮252、第一驱动模块、打磨驱动传送带254、打磨驱动传动轮255和第二驱动模块;打磨驱动电机251通过打磨驱动电机支架2511设置在粗打磨支撑板24上,通过打磨驱动电机支架2511进一步提升打磨驱动电机251的连接强度和驱动稳定性。打磨驱动电机251的驱动部穿过打磨驱动电机支架2511与打磨驱动主动轮252连接,通过打磨驱动电机251带动打磨驱动主动轮252进行旋转。第一驱动模块与打磨驱动主动轮252连接,第二驱动模块设置在粗打磨支撑板24的一侧,打磨驱动传动轮255连接在第二驱动模块的顶部,打磨驱动传动轮255和打磨驱动主动轮252通过打磨驱动传送带254张紧连接,通过传动使第一驱动模块和第二驱动模块同步进行旋转驱动,从而对两块金属面板6进行打磨处理。
34.第一驱动模块包括打磨驱动转轴2531、刀头连接杆2532和粗打磨刀头2533;打磨驱动转轴2531的顶部与打磨驱动主动轮252连接,通过打磨驱动主动轮252旋转带动打磨驱动转轴2531进行旋转驱动。打磨驱动转轴2531的下部穿过一个驱动通孔与刀头连接杆2532连接,通过打磨驱动转轴2531带动刀头连接杆2532进行旋转。粗打磨刀头2533设置在刀头连接杆2532的底部,通过刀头连接杆2532带动粗打磨刀头2533进行旋转从而对金属面板6顶面进行粗打磨加工。粗打磨刀头2533呈圆饼状,通过圆饼状的粗打磨刀头2533进一步提升打磨面积,提升整体打磨效率。第二驱动模块与第一驱动模块结构相同,且第二驱动模块上的粗打磨刀头2533与第一驱动模块上的粗打磨刀头2533对称设置。
35.精打磨装置3的结构与粗打磨装置2结构相同,且精打磨装置3上的粗打磨刀头2533改为精打磨刀头,通过先粗磨后精磨的加工方式,从而进一步提升整体打磨质量,也进一步防止出现一次打磨不到位的现象。
36.工作时,通过粗打磨升降定位气缸22带动粗打磨升降定位架23进行升降定位,从而使两个粗打磨刀头2533下降至金属面板6处,同时通过打磨驱动电机251带动打磨驱动主动轮252进行旋转,从而通过打磨驱动传送带254带动打磨驱动传动轮255同步进行旋转驱动,使第一驱动模块和第二驱动模块上的打磨驱动转轴2531带动刀头连接杆2532进行旋转,进而使两个粗打磨刀头2533对金属面板6顶面进行粗打磨加工。
37.该粗打磨装置2和精打磨装置3解决了现有的打磨装置仅仅只是直接将金属面板进行一次打磨,这样打磨出来的金属面板精度较低的问题。
38.通过粗打磨装置2上的粗打磨升降定位气缸22带动粗打磨升降定位架23进行升降定位,且粗打磨升降定位架23通过两根打磨升降滑轨231水平设置在粗打磨支架21上,进一步提升升降定位过程中的流畅性和顺滑度。通过粗打磨支撑板24进一步提升连接强度和支撑性。通过打磨驱动电机支架2511进一步提升打磨驱动电机251的连接强度和驱动稳定性。通过打磨驱动电机251带动打磨驱动主动轮252进行旋转,打磨驱动传动轮255和打磨驱动主动轮252通过打磨驱动传送带254张紧连接,通过传动使第一驱动模块和第二驱动模块同步进行旋转驱动,从而对两块金属面板6进行打磨处理。通过打磨驱动主动轮252旋转带动打磨驱动转轴2531进行旋转驱动。通过打磨驱动转轴2531带动刀头连接杆2532进行旋转。
通过刀头连接杆2532带动粗打磨刀头2533进行旋转从而对金属面板6顶面进行粗打磨加工。通过先粗磨后精磨的加工方式,从而进一步提升整体打磨质量,也进一步防止出现一次打磨不到位的现象。
39.如图7和图8所示,抛光装置4包括抛光水平移动电缸41、抛光水平移动支架42、抛光升降定位气缸43、抛光升降定位板44和抛光驱动组件;抛光水平移动电缸41水平设置在机架上,抛光水平移动支架42纵向设置在抛光水平移动电缸41的移动部上,通过抛光水平移动电缸41带动抛光水平移动支架42进行水平移动定位,提升定位精确度。抛光升降定位气缸43纵向设置在抛光水平移动支架42的下部,抛光升降定位气缸43的顶部与抛光升降定位板44的底部连接,且抛光升降定位板44通过两条抛光升降定位滑轨设置在抛光水平移动支架42上,通过抛光升降定位气缸43带动抛光升降定位板44进行升降移动,从而进一步提升升降移动的精确性以及流畅度。
40.如图8所示,抛光驱动组件包括抛光驱动支撑架451、抛光驱动固定板452、第一抛光模块453和第二抛光模块454;抛光驱动支撑架451水平设置在抛光升降定位板44的前部,抛光驱动固定板452设置在抛光驱动支撑板451的底部,通过抛光驱动固定板452进一步提升连接稳定性和牢固度。抛光驱动固定板452的截面呈凸字形,通过凸字形的便于第一抛光模块453和第二抛光模块454向外侧打开设置。第一抛光模块453和第二抛光模块454倾斜对称设置在抛光驱动固定板452左右两侧,第一抛光模块453和第二抛光模块454结构相同,且第一抛光模块453和第二抛光模块454之间的夹角为锐角。第一抛光模块453包括抛光电机支架4531、抛光电机4532、抛光传送带组4533、抛光辊u型架4534、抛光辊转轴4535和抛光辊4536;抛光电机支架4531纵向设置在抛光驱动固定板452上部;抛光电机4532前后方向设置在抛光电机支架4531的后部,抛光电机4532的前端穿过抛光电机支架4531与抛光传送带组4533上端连接,通过抛光电机4532带动抛光传送带组4533进行旋转驱动。抛光辊u型架4534设置在抛光驱动固定板452底部,抛光辊转轴4535的两端通过轴承设置在抛光辊u型架4534的两侧下部;且抛光辊转轴4535的一端穿过抛光辊u型架4534与抛光传送带组4533下端连接,抛光辊4536套设在抛光辊转轴4535上。通过抛光传送带组4533带动抛光辊转轴4535进行旋转驱动,从而使抛光辊4536对金属面板6的顶面进行抛光加工处理,提升金属面板6的光洁度和平整度。
41.工作时,通过抛光水平移动电缸41带动抛光水平移动支架42进行水平移动定位,通过抛光升降定位气缸43带动抛光升降定位板44进行升降移动,从而使抛光驱动固定板452上的第一抛光模块453和第二抛光模块454进行升级定位;通过第一抛光模块453和第二抛光模块454上的抛光电机4532带动抛光传送带组4533进行旋转驱动,从而使抛光传送带组4533带动抛光辊转轴4535进行旋转驱动,进而使两个抛光辊4536分别对两块金属面板6的顶面进行抛光加工处理。
42.该抛光装置4解决了现有的抛光装置仅仅只能对一块金属面板进行抛光加工,抛光的效率较低,并且在抛光过程中无法精确的进行定位,从而导致金属面板的抛光质量较低的问题。
43.通过抛光装置4上的抛光水平移动电缸41带动抛光水平移动支架42进行水平移动定位,提升定位精确度。抛光升降定位板44通过两条抛光升降定位滑轨设置在抛光水平移动支架42上,通过抛光升降定位气缸43带动抛光升降定位板44进行升降移动,从而进一步
提升升降移动的精确性以及流畅度。通过抛光驱动固定板452进一步提升连接稳定性和牢固度。通过凸字形的便于第一抛光模块453和第二抛光模块454向外侧打开设置。通过抛光电机4532带动抛光传送带组4533进行旋转驱动。通过抛光传送带组4533带动抛光辊转轴4535进行旋转驱动,从而使抛光辊4536对金属面板6的顶面进行抛光加工处理,提升金属面板6的光洁度和平整度。
44.如图9所示,清扫装置5的结构与粗打磨装置2结构相同,且清扫装置5上的粗打磨刀头2533改为清扫刷51。该清扫装置5解决了现有的金属面板在加工完成后没有进行清洁处理的问题。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1