一种单缸柴油机缸体生产用打磨装置的制作方法
1.本实用新型涉及缸体打磨技术领域,具体是一种单缸柴油机缸体生产用打磨装置。
背景技术:
2.铸造行业现阶段清理和打磨工序这一段,自动化、智能化的应用非常少,究其原因,主要有以下几点:毛坯件难定位,铸件表面粗糙,无可靠的装夹定位点,铸造偏差,飞边毛刺,内外浇冒口等不定的偏差量。其中,缸体在打磨生产线的打磨质量影响因素又包括:铸件本身的铸造偏差因素,铸件表面粗糙,测量和精准定位困难等,而现有的打磨固定机构在打磨不同的侧面时需要重新拆卸安装,影响打磨效率,同时也不方便进行定位固定。
3.因此,本领域技术人员提供了一种单缸柴油机缸体生产用打磨装置,以解决上述背景技术中提出的问题。
技术实现要素:
4.本实用新型的目的在于提供一种单缸柴油机缸体生产用打磨装置,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种单缸柴油机缸体生产用打磨装置,包括机箱和打磨机构,机箱的上方设置有安装板,机箱的顶端嵌入设置有内衬套,安装板的底部设置有外衬套,且外衬套的内部嵌入安装有支撑轴承,安装板的中间对称开设有螺纹孔,安装板的顶端对称固定安装有支杆,两组支杆的顶端安装有顶板,顶板的顶部固定安装有液压缸,且液压缸的输出端贯穿顶板并延伸至底部转动设置有固定杆,固定杆的底部设置有防滑垫,机箱的顶部且位于安装板的两端对称设置有基板,且两组基板上贯穿设置压纹旋钮,安装板的顶部且位于两组定位孔对应处安装有缸体,两组限位杆贯穿缸体的底座并与定位孔螺纹连接。
7.作为本实用新型再进一步的方案:两组所述基板呈圆弧形设置,且安装板的旋转面上等角度开设有螺纹孔。
8.作为本实用新型再进一步的方案:所述机箱的一侧设置有打磨机构。
9.作为本实用新型再进一步的方案:所述内衬套套设在支撑轴承的内部。
10.与现有技术相比,本实用新型的有益效果是:
11.1、通过设置有液压缸、固定杆、定位孔、限位杆可以对缸体进行定位安装,避免打磨时造成移动,同时也能是固定的缸体能够对准打磨机构。
12.2、通过设置有内衬套、外衬套、支撑轴承、安装板可以带动缸体整体转动,以实现不用拆卸夹紧机构就能打磨不同的侧面,同时通过设置的基板、压纹旋钮、螺纹孔对调整后的安装板进行固定,快捷有效的打磨不同的侧面。
附图说明
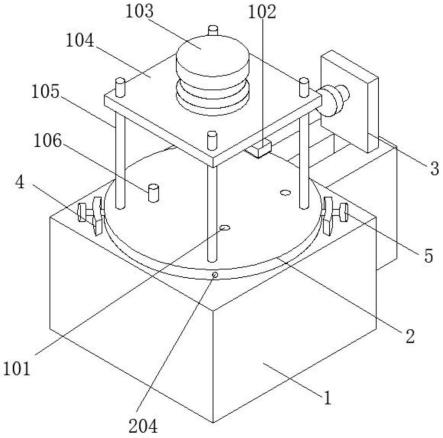
13.图1为一种单缸柴油机缸体生产用打磨装置的结构示意图;
14.图2为一种单缸柴油机缸体生产用打磨装置的整体主视图;
15.图3为一种单缸柴油机缸体生产用打磨装置的内衬套和外衬套的安装示意图;
16.图中:1、机箱;101、定位孔;102、固定杆;103、液压缸;104、顶板; 105、支杆;106、限位杆;107、防滑垫;2、安装板;201、内衬套;202、支撑轴承;203、外衬套;204、螺纹孔;3、打磨机构;4、基板;5、压纹旋钮; 6、缸体。
具体实施方式
17.请参阅图1~3,本实用新型实施例中,一种单缸柴油机缸体生产用打磨装置,包括机箱1和打磨机构3,机箱1的上方设置有安装板2,机箱1的顶端嵌入设置有内衬套201,安装板2的底部设置有外衬套203,且外衬套203的内部嵌入安装有支撑轴承202,内衬套201套设在支撑轴承202的内部,安装板2的中间对称开设有螺纹孔204,安装板2的顶端对称固定安装有支杆105,两组支杆105的顶端安装有顶板104,顶板104的顶部固定安装有液压缸103,且液压缸103的输出端贯穿顶板104并延伸至底部转动设置有固定杆102,机箱1的顶部且位于安装板2的两端对称设置有基板4,且两组基板4上贯穿设置压纹旋钮 5,两组所述基板4呈圆弧形设置,且安装板2的旋转面上等角度开设有螺纹孔 204。
18.如图2所示,安装板2的顶部且位于两组定位孔101对应处安装有缸体6。
19.如图1所示,两组限位杆106贯穿缸体6的底座并与定位孔101螺纹连接。
20.如图2所示,固定杆102的底部设置有防滑垫107。
21.如图1所示,机箱1的一侧设置有打磨机构3。
22.本实用新型的工作原理是:使用时将缸体6放置在安装板2上,并将缸体6 的底部对准安装板2上的定位孔101,用限位杆106贯穿缸体6底座并并插入定位孔101进行预安装,然后通过液压缸103的驱动使固定杆102压紧缸体6的顶端,固定杆102的与液压缸103转动连接,以适应缸体6不平整的顶面,同时固定杆102的底部设置的防滑垫107在防滑的同时也能避免磨损缸体6的顶面,固定安装完成后通过打磨机构3对缸体6进行打磨,当一侧打磨完成后,旋转两组压纹旋钮5,使压纹旋钮5退出安装板2上的螺纹孔204,安装板2通过支撑轴承202与机箱1安装,因为此可以根据需要旋转缸体6需要打磨侧面,然后再次将压纹旋钮5旋入螺纹孔204进行固定即可。该实施方式具体解决了传统打磨固定机构在打磨不同的侧面时需要重新拆卸安装,影响打磨效率,同时也不方便进行定位固定的问题。
23.以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种单缸柴油机缸体生产用打磨装置,包括机箱(1)和打磨机构(3),其特征在于:所述机箱(1)的上方设置有安装板(2),机箱(1)的顶端嵌入设置有内衬套(201),安装板(2)的底部设置有外衬套(203),且外衬套(203)的内部嵌入安装有支撑轴承(202),安装板(2)的中间对称开设有螺纹孔(204),安装板(2)的顶端对称固定安装有支杆(105),两组支杆(105)的顶端安装有顶板(104),顶板(104)的顶部固定安装有液压缸(103),且液压缸(103)的输出端贯穿顶板(104)并延伸至底部转动设置有固定杆(102),机箱(1)的顶部且位于安装板(2)的两端对称设置有基板(4),且两组基板(4)上贯穿设置压纹旋钮(5)。2.根据权利要求1所述的一种单缸柴油机缸体生产用打磨装置,其特征在于,所述安装板(2)的顶部且位于两组定位孔(101)对应处安装有缸体(6)。3.根据权利要求1所述的一种单缸柴油机缸体生产用打磨装置,其特征在于,所述固定杆(102)的底部设置有防滑垫(107)。4.根据权利要求1所述的一种单缸柴油机缸体生产用打磨装置,其特征在于,两组所述基板(4)呈圆弧形设置,且安装板(2)的旋转面上等角度开设有螺纹孔(204)。5.根据权利要求1所述的一种单缸柴油机缸体生产用打磨装置,其特征在于,所述机箱(1)的一侧设置有打磨机构(3)。6.根据权利要求1所述的一种单缸柴油机缸体生产用打磨装置,其特征在于,所述内衬套(201)套设在支撑轴承(202)的内部。
技术总结
本实用新型公开了一种单缸柴油机缸体生产用打磨装置,包括机箱和打磨机构,机箱的上方设置有安装板,机箱的顶端嵌入设置有内衬套,安装板的底部设置有外衬套,且外衬套的内部嵌入安装有支撑轴承,安装板的中间对称开设有螺纹孔,安装板的顶端对称固定安装有支杆,两组支杆的顶端安装有顶板,顶板的顶部固定安装有液压缸,且液压缸的输出端贯穿顶板并延伸至底部转动设置有固定杆,固定杆的底部设置有防滑垫,通过设置的内衬套、外衬套、支撑轴承、安装板可以带动缸体整体转动,以实现不用拆卸夹紧机构就能打磨不同的侧面,同时通过设置的基板、压纹旋钮、螺纹孔对调整后的安装板进行固定,快捷有效的打磨不同的侧面。快捷有效的打磨不同的侧面。快捷有效的打磨不同的侧面。
技术研发人员:杜达仁 严宏刚 邹国平 浦亚芬 杜文俊 王维文 王佳
受保护的技术使用者:常州市常协柴油机机体有限公司
技术研发日:2021.12.21
技术公布日:2022/12/19
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1