粘合磨料制品和制造方法与流程
粘合磨料制品和制造方法
背景技术:
1.本公开涉及3d打印,更具体地涉及粘合磨料制品的3d打印。已经使用诸如基于压力的模制的常规方法制成粘合磨轮。粘合磨料制品可具有基于玻璃质、聚合物或金属的粘合并且可包括不同大小的轮来用于不同的磨料应用。
附图说明
2.附图通常以举例的方式示出,但不受限于本文档中讨论的各种实施方案。
3.图1绘示了根据各种实施方案的用于磨料产品的连续增材制造的平台。
4.图2a和图2b绘示了根据各种实施方案的打印好的磨料制品的示例性布置。
5.图3绘示了各种实施方案中的使用连续打印机来制造磨料制品的方法。
6.图4a和图4b绘示了根据各种实施方案的模块化增材制造系统。
7.图5绘示了根据各种实施方案的连续打印机的框图。
具体实施方式
8.现在将详细参照本发明所公开主题的特定实施方案,其示例在附图中部分说明。虽然本发明所公开的主题将结合所列举的权利要求来描述,但应当理解,示例性主题不旨在将权利要求限制于本发明所公开的主题。
9.另外,虽然本文的描述主要涉及通过增材制造来生产磨料制品,但是明确地设想了本文所述的方法和系统可适于打印将受益于模块化处理的其他零件或制品。例如,可通过在逐层过程中沉积和部分固化来制造的任何制品都将适用于本文所述的系统和方法。
10.之前已经描述了用于制造磨料制品的增材制造过程,并且该增材制造过程允许产生使用传统方法无法制造的零件。然而,由于构建每一层需要时间,因此逐层产生磨料制品提出了挑战,从而由于过程成本而减少了潜在产品的范围。一种解决那个时间约束的方式是使用连续过程,其中3d打印步骤中的一些或全部一起同时完成。这可将层构建时间减少一半以上,并且增加打印机的吞吐量。
11.每个不同的步骤所需的时间高度取决于所打印的粉末或混合物。高度可流动的粉末可比具有较差流动性的混合物散布和平整地快得多。高度导电的粉末可比耐火材料或陶瓷材料更快地加热和烘干。打印时间是不仅由所使用的粉末驱动,而且由在最终零件上所需的精度驱动(驱动厚度层),并且由在最终的固结步骤之前处置所打印的零件所需的强度驱动。
12.增材制造还可允许在每个打印好的磨轮上打印不同的特征。此类实施方案将传统的粘结剂喷射打印机的数字化的优势与螺旋连续构建过程进行组合。例如,通过使用临时粘结剂,有可能打印具有复杂内部结构的磨料制品,该复杂内部结构诸如为在以下申请中论述的形状和结构:在2019年7月23日提交的共同拥有的临时专利申请序列号62/877,443,以及在2016年6月23日提交的美国专利申请公布2018/0104793,以上申请以引用的方式并入本文。例如,可使用本文描述的粘结剂喷射方法将粘合磨料制品配置成具有部分延伸或
完全贯穿延伸的弓形、曲折或笔直的通道。还可将粘合磨料制品配置成具有仅部分延伸穿过的结构,并且可包括将冷却流体引导至研磨区域的叶轮结构。另外,通道可从内部延伸至粘合磨料制品的外表面。
13.一种潜在连续过程(在2019年12月16日提交的美国pct专利申请序列号ib2019/060840中进行了讨论)涉及使用螺旋设计来沉积研磨材料层、粘合剂层并且允许该结构在重复之前凝固。然而,如该申请中所讨论的,圆形平台上的空间量有限,并且因此可同时放置的层数也是有限的。另外,给定磨料制品的限制因素(无论是较差流动性、缓慢的烘干或固化时间,还是粘结剂分配速度)仍然控制着系统可操作的转速。
14.在下文描述的系统中,呈现了一种模块化增材制造系统,该模块化增材制造系统允许对给定研磨操作的限制步骤进行更多控制。图1至图5描述了打印磨料制品前体的连续打印系统。应明确理解,关于由连续打印机生产的产品所使用的术语“磨料制品”可指以下两者:磨料制品前体,该磨料制品前体可需要附加的烧制,诸如玻璃质或金属粘合磨料颗粒;以及磨料制品,该磨料制品是不具有附加的烧制要求的基本上成品,诸如树脂粘合磨料制品。
15.然而,虽然本文作为示例描述了粘合磨料制品的制造,但是明确地设想了本文所述的系统和方法可用于制造其他类型的磨料产品,诸如带涂层磨料制品。另外,本文所述的系统和方法可用于通过增材制造形成的其他多部件结构,其包括固化剂、硬化剂或凝固步骤。
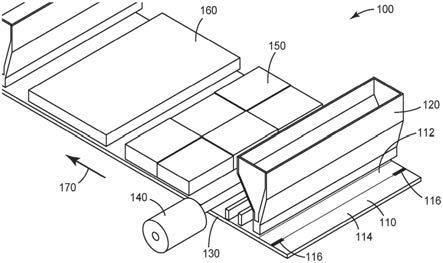
16.图1绘示了用于磨料产品的连续增材制造的平台。平台100可通过允许同时完成过程中的若干步骤而允许更快地连续制造磨料产品。使用粘结剂喷射系统对磨料产品进行增材制造的基本步骤包括:使用料斗120沉积磨料混合物;使用平整器130和压实机140平整该层;使用粘结剂阵列150打印粘结剂;以及使用凝固站160凝固该层。
17.在一个实施方案中,平台100具有矩形工作空间110。工作空间110的形状的大小被设计成能够打印特定大小范围内的多个磨料制品。例如,在选择烧结之后,单独的磨料制品的大小范围可在约2mm直径至约170mm直径之间。
18.平台110可在空间中如箭头170所指示那样移动。在一个实施方案中,输送机构如箭头170所指示那样移动工作空间110。工作空间100可在一系列部件下方顺序地移动,每个部件对正在制造的制品进行操作。
19.在一个实施方案中,平台100被壁包围,这些壁防止磨料混合物溢出平台区域之外。然而,在另一个实施方案中,这些壁作为磨料制品设计的一部分被同时打印。例如,研磨材料分配器120可包括三个节段,其中外部节段包含用于沿着工作空间110的边缘打印屏障的牺牲研磨材料。
20.存在平整工具130以沿着平台的宽度112均匀地分布所分配的磨料混合物。然而,如上所述,仅部分宽度114可用于构造磨料制品,并且部分宽度116用于形成牺牲壁以防止研磨材料从平台110的侧面脱落。
21.在一些实施方案中,平整刀片130相对于工作空间110具有一定角度以促进粉末跨宽度112的移动。在一些实施方案中,将第二平整工具放置在平整工具130附近,如图1所示。然而,在其他实施方案中,仅存在单个平整工具130。在一个实施方案中,第二平整刀片比第一平整刀片更靠近平台,并且具有不同角度。
22.在一些实施方案中,旋转压实机140也存在于平整工具130后方。在一些实施方案中,旋转平整器140比平整工具130更靠近工作空间110。旋转平整器140增加所沉积的研磨材料的密度。所沉积的研磨材料的密度可直接影响最终的磨料制品的磨料性能。依据最终产品,期望不同的密度。例如,较不密集和更多的多孔粘合磨料对于磨操作可为有用的,在该磨操作中,诸如在间歇进给研磨期间会产生较大的碎屑并且需要移除该碎屑,或者在该磨操作中使用润滑剂,因为孔可有助于将润滑剂带到有效研磨区域处并且在那里维持润滑剂,从而防止被磨的工件的燃烧。当要求更高的寿命时,更密集的粘合磨料产品可为有用的。
23.如图1所示,通过在距工作空间110的不同距离处组合平整工具130和平整器140,可实现所沉积的研磨材料的密实化或压实。可基于对最终磨料制品要求的磨料粒度大小或精度来调整平整器130和140的不同距离。可例如使用振动、局部压实或任何其他合适的方法来进一步实现密实化。
24.在一些实施方案中,可在打印过程期间调整不同部件的高度,以在零件或区段可接受较厚的层时增加打印速度。调整不同部件的高度可通过在需要的地方保持每个部件的精细细节来增加构建速度。
25.粘结剂喷射打印头150位于平整器140后方。粘结剂喷射打印头150以期望的图案将粘结剂材料分配在所沉积的磨料混合物上。粘结剂喷射打印头150可具有若干喷嘴(在图1中未示出),该喷嘴中的每个喷嘴可分配粘结剂材料。图1绘示了具有六个单独打印头的粘结剂喷射打印头阵列150。然而,明确地设想了,在一些实施方案中,可能只有一个粘结剂喷射打印头150、少于六个打印头或多于六个打印头。另外,虽然图1中绘示了静止打印头,但是明确地设想了一个或多个打印头150可沿着由平台110的宽度限定的轴线移动。打印头150的移动可由步进马达驱动,该步进马达具有编码器以知晓喷嘴行在平台前面位于何处。然而,从编程角度来看,静止打印头可以是有利的。
26.在磨料混合物包括将在稍后过程期间激活的粘结剂前体的实施方案中,粘结剂喷射打印头150分配临时粘结剂。在金属粘合或玻璃质粘合磨料制品的示例中,对临时粘结剂进行选择,使得该临时粘结剂将在稍后的烧结过程期间被烧掉。在树脂粘合磨料制品的示例中,对于一些实施方案,在高温树脂固化之前移除临时粘结剂,或者该临时粘结剂在该固化过程中与树脂组合。
27.另外,在一些实施方案中,临时粘结剂可保持存在于最终的磨料制品中。在一些实施方案中,临时粘结剂还可包括在磨料混合物中,并且可与所分配的液体材料反应以形成粘结剂。这可减少通过喷嘴分配的粘结剂的量。
28.如图1所示,在一个实施方案中,粘结剂打印喷嘴150是移动的,使得该粘结剂打印喷嘴可沿着由箭头170指示的轴线移动,使得工作空间110的整个长度可按照期望的图案接收粘结剂材料。
29.在一些实施方案中,打印头组件150将粘结剂材料沉积为稀释的含水混合物、基于溶剂的混合物或基于酚醛树脂的混合物。粘结剂材料常常是不容易通过粘结剂喷射喷嘴阵列分配的天然粘性材料。稀释将粘结剂的粘度降低至可容易通过喷嘴分配该粘结剂的地步。
30.通过存在于打印头150上的喷嘴阵列来沉积粘结剂材料。在一个实施方案中,喷嘴
阵列是正方形喷嘴阵列。在一个实施方案中,该阵列可具有每个打印头至少约250个喷嘴,或至少约500个喷嘴,或至少约800个喷嘴,或至少约1000个喷嘴。通过控制器(在图1中未示出)来控制打印头150上的喷嘴对粘结剂材料的分配,该控制器基于正被打印的既定磨料制品来确定从每个喷嘴释放的液滴的数目和速率。例如,粘结剂分配速率可至少部分地取决于:要打印的零件、混合物颗粒大小、混合物颗粒材料、所需的湿强度、每个打印头150的喷嘴的数目、喷嘴大小、液滴频率、液滴速率、打印头线性速度、层厚度或其他相关参数。
31.在一些实施方案中,模块化组件100可与清洁站交互,使得可周期性地清洁粘结剂喷射组件150的喷嘴。清洁站可位于工作表面110上,使得其在工作表面之间的粘结剂喷射组件150下方通过,或者清洗站可位于移动工作表面区的外部。还可存在停泊站(未示出)。
32.凝固站160也存在于组件100内,该凝固站促进层之间的每个所沉积的研磨材料的层的凝固。可通过以下方式实现凝固:施加真空以移除多余的流体;使层经受鼓风机;将层热烘干;将层热固化;将层uv固化;或以其他方式处理层。还可至少部分地基于稍后处理所需的参数来指示凝固。例如,使用增材制造制成的玻璃质磨料制品或金属粘合磨料制品需要高温下的最终烧结步骤。另外,至少一些树脂粘合磨料制品需要最终烧结步骤。每个所沉积的粉末层所需的凝固量随所沉积的研磨材料的量、由凝固站160产生的热或其他活化剂(例如紫外光)和工作表面110的移动速度而变。
33.虽然图1的实施方案中绘示了凝固站160,但是明确地设想了,对于一些磨料制品,可能不是每个层都需要凝固。例如,一些磨料制品可仅在打印了所有层或层子集之后才经历烘干步骤。在一些实施方案中,诸如在反应性临时粘结剂包括在磨料混合物中的情况下,为了结构完整性而不需要对每个层进行间歇性烘干。
34.在增材制造过程期间,马达将沿着箭头170所指示的方向移动平台110。马达可连续地或离散地操作。
35.当增材制造过程完成时,可移除成品磨料制品。
36.工作表面110的移动也可由步进马达控制。移动速度受若干因素驱动,这些因素包括磨料混合物的流动性、粘结剂分配和饱和速率、可用的凝固时间和每个层的平整。磨料混合物的流动性影响粉末的散布和因此在不干扰前一层的情况下影响每个层的平整。
37.在图1中未示出控制器,该控制器将驱动不同部件的操作、平台110的定位以及部件120、130、140、150和160中的每一者相对于平台110的相对位置。打印头150的移动和分配速率也将由从控制器发送的指令指示。步进马达和编码器的移动也将由从控制器发送的指令指示。另外,控制器还将促进安全功能以保护操作员和机器两者,包括防护、最大和最小移动速度以及末端开关。
38.在一个实施方案中,控制器还可检索和解译将要打印的磨料制品的3d文件,诸如cad或stl文件。控制器还可解译3d文件以确定将要在工作表面110上打印的磨料制品的放置。
39.在一个实施方案中,平台110的移动是处于方向170上的连续速率下。在另一实施方案中,移动是离散的,使得工作表面110走过若干离散的位置,在此期间执行不同的操作。在一个实施方案中,打印头150在粉末床上连续地喷射液滴以生成磨料制品。在另一个实施方案中,打印头150离散地分配液滴,使得在研磨材料沉积之间的空间中没有分配粘结剂。
40.虽然单个料斗120被绘示为包含单一同质混合物,但是明确地设想了,在一些实施
方案中,料斗120包括若干隔室。每个隔室可包含不同的磨料混合物。例如,在作为制造过程的一部分构建牺牲壁的实施方案中,磨料制品接近边缘的部分可不需要包含昂贵的高品位磨料矿物。相反,靠近边缘的一个或多个内部隔室可包含具有较低成本材料的磨料混合物。
41.因此,使用本文所描述的系统允许具有在层之间可不同或在层中的第一区域与第二区域之间是均匀的磨料混合物的粘合磨料制品。
42.图2a和图2b绘示了根据各种实施方案的打印好的磨料制品的示例性布置。优选地,磨料制品的组合在由工作表面110承载的工作空间内进行制造。如图2a和图2b所示,可在单个增材制造操作期间在给定的工作空间200、250上组装不同磨料制品的不同布置。可在不同的工作空间上制造不同形状和大小的磨料制品,只要所有磨料制品是由相同的磨料混合物形成即可。
43.可用于增材制造的工作空间对应于工作表面的宽度,例如宽度112。工作空间200的长度210对应于例如图1的宽度112。工作空间200的宽度220可取决于实施方案而变。在一些实施方案中,可布置不同的工作空间200,使得它们在模块化组件100下方顺序地通过。
44.图3绘示了各种实施方案中的使用连续打印机来制造磨料制品的方法。方法300可适合于下文讨论的图1、图3至图4的连续打印机中的任一连续打印机或另一合适的连续打印机。
45.在框310中,将磨料混合物分配在工作空间上。在一个实施方案中,该工作空间是移动工作空间。在一个实施方案中,移动工作空间可沿着x轴移动,使得其在模块化组件100下方移动。在一些实施方案中,工作空间还可在z轴方向上移动,更靠近或更远离分配或压实高度。这可适应随着沉积了附加层而增加的磨料制品高度。在生产线经历分支的实施方案中,移动工作空间也可在y方向上移动。在一个实施方案中,可将磨料混合物分配在连续移动的工作空间上。在另一实施方案中,工作空间在若干位置之间离散地移动,该位置中的一个位置将接收磨料混合物。
46.在一个实施方案中,磨料混合物包括磨料颗粒,诸如成型、压碎或板型磨料颗粒。在最终的磨料制品是基于玻璃质、聚合物、树脂或金属的粘合实施方案中,磨料混合物还可包括粘结剂前体颗粒。磨料混合物还可包括向最终的磨料制品提供包括孔隙率、密度或硬度的期望的机械性质的填料材料或材料。
47.在框320中,平整磨料混合物。平整包括将磨料混合物散开至跨工作空间基本上一致的高度。
48.在框330中,压实磨料混合物。压实对所得磨料制品的研磨行为有影响,并且因此可能并非所有实施方案都需要压实。例如,高度多孔结构在制造期间不应被压实。压实可以是增加最终的磨料制品的密度的重要步骤。在一些实施方案中,平整还包括压实磨料混合物,使得由类似的工具执行或甚至同时执行步骤320和步骤330。例如,将玻璃质粘合磨料混合物上的块体生坯密度增加10%可在烧结之后节省5%的孔隙率并且将硬度增加若干度。预压实与在不压实时相比导致较小的密度减小。例如,对于全压轮,密度可存在可忽略的减小。对于增材制造的磨轮,该减小可较高,并且压实可激起未压实的增材制造的轮之间的密度变化并且使之更靠近压轮。
49.在框340中,分配粘结剂材料。将粘结剂材料分配为来自一个或多个液体分配源的液体。例如,可由粘结剂喷射打印机的移动打印头分配粘结剂材料,其中粘结剂喷射打印头
跨沉积粘结剂材料的工作空间而移动,以产生包括所分配的磨料混合物的磨料制品的层的期望的设计。在另一实施方案中,由静态分配源,诸如粘结剂喷射打印头阵列或喷嘴阵列,来分配粘结剂材料。在一些实施方案中,粘结剂材料是被配置为在稍后的凝固和烧制过程期间会被移除或常常被烧掉的临时粘结剂材料。粘结剂材料可以是稀释的粘结剂材料,例如,处于含水溶液、基于溶剂的溶液、基于酚醛树脂的溶液或其他合适的溶液中。
50.在框350中,所分配的粘结剂材料经受凝固步骤。该凝固步骤可包括将工作空间和该工作空间上的分层材料加热至允许固化或凝固所分配的临时粘结剂材料的温度。凝固还可包括将工作空间上的所分配的研磨材料和粘结剂热烘干。凝固还可包括uv固化或其他合适的固化机构。凝固是确保在沉积未来的层期间组装的磨料制品的结构完整性的重要步骤。可基于固定临时粘结剂或所施加的粘结剂的量所需的处理来选择凝固方法。在使用稀释的粘结剂的情况下,可需要移除水或其他溶剂,这也可以是凝固过程的部分。
51.在决策点355处,磨料制品要么完成,在这种情况下方法300前进到框360。如果磨料制品尚未完成,则方法300继续重复,如框355中所指示,其中沉积另一磨料混合物层。在一个实施方案中,重复可包括工作表面再次在部件组件下方通过。在另一个实施方案中,例如,如图4a至图4b所述,重复包括工作表面在第二部件组件下方通过。
52.在框360中,从连续打印机移除成品磨料制品。移除可包括将磨料制品移离工作空间并且使磨料制品经受进一步处理。例如,玻璃质或金属粘合磨料制品通常经受附加的烧制过程,以促进粘合前体颗粒的熔化或烧结以及将临时粘结剂烧掉。聚合物粘合磨料制品还可经历另一处理步骤以促进聚合。依据客户所需的最终产品,可将磨料产品胶合在轴杆上或支座上,可将磨料产品加工至特定所需的大小、平衡体,并且被标记。
53.图4a和图4b绘示了根据各种实施方案的模块化增材制造系统。图4a绘示了具有单个组装线410的模块化增材制造系统400。组装线410包括定位在工作空间430上方的多个模块化组件系统420。模块化组件系统420或工作空间430中的任一者都在移动。在一个实施方案中,工作空间430包括处于在方向440上移动的输送机构上的工作表面。然而,明确地设想了,在一些实施方案中,工作空间430保持不变,并且部件系统420在与方向440相反的方向上移动。
54.组装线系统(诸如组装线410)允许更好地控制速率限制步骤,因为多个模块化部件组件420可串联作用以增加工作表面430在方向440上移动的整体速度。例如,可将多个组件420朝向速率限制步骤引导,例如,平整和压实流动性较差的磨料混合物,或分配临时粘结剂混合物。这允许提高整体移动速度,并且因此提高整体组件速度。例如,一个或多个子部件可能并非在每个模块化组件420中都是活动的。例如,在需要串联粘结剂喷射组件428来分配临时粘结剂材料的实施方案中,明确地设想了,第一料斗、平整器和压实机可以是活动的,而第二料斗、平整器和压实机可以是非活动的,使得串联布置的粘结剂喷射组件428分配到相同的研磨材料层上。
55.另外,虽然组件420被示出为是模块化的,但是也明确地设想了子部件(诸如料斗422、平整器424、压实机426、粘结剂喷射组件428或凝固站432)也可以是模块化的。例如,在烘干是速率限制步骤的实施方案中,可将多个凝固站432串联放置在组装线410上,使得工作表面430在接收来自料斗422的附加研磨材料之前在第一凝固站432和第二凝固站432下方通过。
56.虽然图4a绘示了包括布置在单个组装线410上的五个模块化组件420的组件系统400,但是明确地设想了其他组合。例如,在一些实施方案中,可能需要更多或更少的模块化组件420,例如2个、3个、4个、10个、20个、30个、40个、50个、60个、70个、80个、90个、100个或更多个。另外,虽然图4a绘示了单个组装线410,但是明确地设想了更复杂的系统也是可能的。例如,图4b绘示了更复杂的组件系统450,其中第一组装线452分支,从而在堵塞点454处产生第二组装线456。例如,可不通过串联组件460而是通过并联组件来更好地解决速率限制步骤。
57.图5绘示了根据各种实施方案的连续打印机的框图。连续打印机1002包括多个打印单元1000和工作空间1004。在一个实施方案中,工作空间1004使用移动机构1042移动。工作空间1004也可与输送机构1046相关联。还可存在其他特征1044,诸如旨在防止分配的磨料离开工作空间的物理屏障。虽然工作空间1004在一个实施方案中被描述为在静止打印单元1000下方移动,但是也设想了在另一个实施方案中,工作空间1004是静止的并且一个或多个打印单元1000在移动。
58.打印单元1000可被布置成多种配置。例如,打印单元1000可线性地布置,使得给定的工作空间1004相对于每个打印单元1000移动。在另一个实施方案中,可存在两条或更多条平行线1048,以用于部分或全部研磨操作。例如,连续打印机1002可在输送管线中具有分支1049,使得分支以通过将工作空间1004相继地引导到每条平行线来适应速率限制步骤。
59.每个模块化打印单元1000的部件旨在以基本上固定的布置起作用。在一个实施方案中,当工作空间1004相对于每个打印单元1000移动时,接收至少一层研磨材料和粘结剂。然而,如上所述,取决于给定操作的速率限制步骤,给定模块化打印单元1000的仅一个或多个部件可以是活动的。
60.连续打印机1002包括材料源1010。给定打印操作可能需要比打印机1002的机载分配器可存储的材料更多的材料。可从研磨材料源1012提供附加的研磨材料。可由临时粘结剂材料源1014提供临时粘结剂材料。可从另一材料源1016提供其他材料,诸如填料。
61.由磨料材料源1012提供的研磨材料包括磨料颗粒,该磨料颗粒可以是成型、压碎或板型磨料颗粒。在制造玻璃质磨料制品的实施方案中,磨料材料源还包括玻璃质粘合前体颗粒,诸如玻璃熔块。在制造金属粘合磨料制品的实施方案中,磨料材料源还包括金属粘合前体颗粒,诸如金属粉末。
62.在需要其他过程来激活粘合前体材料的实施方案中,分配临时粘结剂材料以便在增材制造过程期间使磨料制品前体保持在一起。该临时粘结剂材料被选择成使得其将在稍后处理期间被烧掉并且不存在于最终制品中。
63.连续打印机1002的功能性受控制器1050控制,该控制器可以是处理器或微处理器。例如,控制器1050设定并控制工作空间1004相对于打印单元1000的速度1052。可基于研磨材料的流动性、必需的凝固时间、粘结剂分配速率或任何其他合适的参数来设置速率。
64.控制器1050控制每个打印单元1000将材料分配到工作空间1004上。研磨材料分配器1022以研磨材料分配速率1054来分配研磨材料。研磨材料分配器可以是料斗,并且分配可包括使料斗振动或以其他方式致使研磨材料从料斗下落到工作空间1004上。
65.在从研磨材料分配器1022分配了研磨材料层之后,由平整器1020跨工作空间1004平整研磨材料。在一个实施方案中,平整器1020使研磨材料跨工作空间1004平坦至基本上
均匀的高度。在另一实施方案中,平整机构1020还提供压实操作,从而导致研磨材料混合物的密实化。平整器1020或平整器1022可处于工作空间1004上方的可变高度处。在存在两个或更多个平整器1022的实施方案中,平整器1022相对于彼此可处于不同的高度处。由控制器控制平整器相对于工作空间的定位1064。
66.研磨材料混合物在制造期间被临时粘结剂材料保持在适当位置,该临时粘结剂材料由临时粘结剂材料分配器1024提供。控制器1050控制粘结剂分配速率1056以及粘结剂沿着所分配的磨料混合物的表面的分布1058。在一个实施方案中,临时粘结剂材料分配器是包括喷嘴阵列的喷射打印头,每个喷嘴被配置为将粘结剂材料的液滴输出到工作空间1004的给定区域上。控制器1050控制哪些喷嘴输出粘结剂材料和以什么速率1056输出,以便将研磨材料混合物临时地粘结为所制造的磨料制品的每个层的期望形状。
67.控制器1050还控制凝固站1090的设置,包括凝固参数1068。凝固站1090被设计成使得在工作空间1004上的当前层中分配的粘结剂材料在暴露于凝固站1090之后得到充分烘干,使得后续打印单元1000的另一研磨材料分配器1022可在不导致结构完整性问题的情况下分配另一层研磨材料混合物。
68.控制器1050还控制每个打印单元1000的其他规格1066,并且在需要时触发安全功能1068,以便保护操作员或打印机1002。
69.控制器1050还可致使临时粘结剂材料分配器1024或整个模块化打印单元1000周期性地或响应于来自传感器1060的警告而与清洁站1070交互。有可能的是,研磨材料将附接到喷嘴或临时粘结剂材料分配器的其他分配机构。这可能会导致阻塞,其降低了在每个层中分配的粘结剂材料的精度。控制器1050周期性地或响应于来自传感器1060的检测到的阻塞的通知而引导临时粘结剂材料分配器1024或其受影响的部分与清洁站交互。清洁站1070可包括刷子、振动机构或适合于清除阻塞的分配器的另一装置。
70.控制器1050基于所制造的磨料制品的形状来引导连续打印机1000的部件的操作。从数据库1030检索形状信息,该数据库可存储形状文件1034,诸如cad或stl文件。用于工作空间的形状分布1032也可存储在数据库1030中。可替代地,控制器1050可基于针对给定操作的检索到的形状文件1034来确定形状分布1032。控制器还检索打印机参数1036,诸如凝固参数、移动速率、不同材料分配器的分配速率和其他相关参数。
71.在一些实施方案中,控制器1050将形状文件1034切割成层,使得可基于单元1000将沉积的层将单独的指令发送到每个打印单元1000。控制器1050还可检查以确定层和成型磨料制品将配合在工作空间1004的限制内,并且根据需要进行调整。
72.控制器1050还控制所有部件的预组装检查,从而确保记录每台机器的零位并在需要时进行调整。控制器1050还将验证打印头中是否存在气压和粘结剂溶液,确保清洁站中存在清洁剂,以及存在用于再填充的足够粘结剂和清洁剂,以及针对给定项目在废物流中存在足够的空间。类似的检查可在机器启动时和在制造过程开始之前进行。
73.控制器1050还控制移动机构1041和移动机构1042。移动机构可以是离散或连续操作的任何合适的马达,诸如步进马达。移动机构1042使工作空间1004与每个打印单元1000和给定打印单元1000的每个子部件交互。移动机构1041可负责移动打印单元1000的一个或多个部件,诸如平整器1020的相对高度或打印单元1000的相对高度。例如,随着研磨材料层和粘结剂层的分配,磨料制品在工作空间1004上增长。因此,在组装线的末端处打印单元
1000的每个部件的相对高度可能需要不同于在组装线开始时打印单元1000的高度。
74.控制器1050还控制可存在于连续打印机1000内的多种传感器1060。传感器1060可以是(例如)光学器件、相机或温度计。可使用传感器在组装期间测量磨料制品的质量控制,包括监测临时粘结剂的固化、测量磨料制品的硬度、孔隙率和/或密度以及其他机械性质。传感器1060被设想成包括可有助于质量控制的任何在线测量。传感器1060还可监测研磨材料分配器1022、临时粘结剂材料分配器1024和其他材料分配器1026的填充水平,使得可在需要时由材料源1010提供附加的材料。
75.在逐层产生零件的过程中,挑战之一是构建每个层所需的时间,从而减小了有成本效益的潜在产品的范围。
76.本文描述的是3d打印连续过程,其中所有步骤一起同时完成。这可将层构建时间减少一半以上,并且增加打印机的吞吐量。另外,可在同一工作空间上同时制成若干零件,从而进一步减少每个零件的制造时间。虽然以下讨论集中于粉床粘结剂喷射,但还可使用本文描述的系统和方法来实施其他增材制造技术,诸如粉床熔融。
77.粉床粘结剂喷射是以下过程:粉末薄层均匀散开,并且随后通过液体粘结剂混合物部分地粘合在期望的位置处。通常,粘结剂混合物是由喷墨打印头分配,并且是由溶解在合适的溶剂或载体溶液中的聚合物组成。粘结剂的作用是将每个颗粒固定在适当位置,从而保持混合物的同质性并且在逐层过程中形成最终制品的预期形状。随后至少部分地烘干和降低第一层,使得散布下一个粉末层。可重复粉末散布、层平整、粘合和凝固过程,直到产生整个物体为止。对于给定的磨料层,这4个步骤通常循序地完成。
78.从打印机移除磨料制品前体和包围的粉末,并且常常经过烘干或固化以施加附加的强度,使得可从包围的粉末提取现在硬化的物体。
79.在一些情况下,物体中的粉末可呈矩阵形式,使得可在后续步骤中浸渍或浸润另一材料以产生完全致密的物体。
80.每个不同的步骤所需的时间高度取决于正在打印的磨料混合物。高度可流动的粉末可比具有较差流动性的混合物散布和平整地快得多。高度导电的粉末可比耐火材料或陶瓷材料更快地加热和烘干。打印时间通常由磨料混合物以及最终磨料产品所需的精度驱动。所需的精度确定每个磨料层可能的厚度。打印时间还可依据在最终的固结步骤之前处置打印好的零件所需的强度而增加。
81.成形磨料颗粒
82.如本文所用,“成型磨料颗粒”意指具有预定或非无规形状的磨料颗粒。制备成形磨料颗粒诸如成形陶瓷磨料颗粒的一种工艺包括在具有预定形状的模具中使前体陶瓷磨料颗粒成形以制备陶瓷成形磨料颗粒。在模具中形成的陶瓷成形磨料颗粒是在成形陶瓷磨料颗粒种类中的一个种类。制备其它种类的成型陶瓷磨料颗粒的其它工艺包括通过具有预定形状的孔口挤出前体陶瓷磨料颗粒,通过具有预定形状的印刷丝网中的开口印模前体陶瓷磨料颗粒,或者将前体陶瓷磨料颗粒压印成预定形状或图案。在其它示例中,可将成型陶瓷磨料颗粒从片材切割成单独的颗粒。合适的切割方法的示例包括机械切割、激光切割或水射流切割。成型陶瓷磨料颗粒的非限制性示例包括成型磨料颗粒,诸如三角板、四面体磨料颗粒、细长的陶瓷杆/长丝或其它形状的磨料颗粒。成型陶瓷磨料颗粒是大体均匀的或基本上一致的,并且保持其烧结形状而无需使用将较小磨料颗粒粘结成附聚结构的粘结剂诸
如有机或无机粘结剂,但不包括通过生产无规尺寸和形状的磨料颗粒的压碎或粉碎工艺获得的磨料颗粒。在许多实施方案中,成型陶瓷磨料颗粒包括烧结的α氧化铝的均匀结构或基本上由烧结的α氧化铝组成。成型磨料颗粒中的任一者可包括任何数量的形状特征。形状特征可有助于改善任一成型磨料颗粒的切割性能。合适的形状特征的示例包括开口、凹表面、凸表面、凹槽、脊、断裂表面、低圆度系数或包括一个或多个具有尖锐顶端的拐角点的周边。单个成形磨料颗粒可包括这些特征中的任一者或多者。
83.磨料可包括常规(例如,压碎的)磨料颗粒。可用的磨料颗粒的示例包括基于熔融氧化铝的材料,诸如氧化铝、陶瓷氧化铝(其可包括一种或多种金属氧化物改性剂和/或促结晶剂或成核剂)和经热处理的氧化铝、碳化硅、共熔融的氧化铝-氧化锆、金刚石、氧化铈、二硼化钛、立方氮化硼、碳化硼、石榴石、燧石、金刚砂、溶胶-凝胶法制备的磨料颗粒以及它们的混合物。常规磨料颗粒可例如具有在约10μm至约2000μm、约20μm至约1300μm、约50μm至约1000μm的范围内,小于、等于或大于约10μm、20μm、30μm、40μm、50μm、100μm、150μm、200μm、250μm、300μm、350μm、400μm、450μm、500μm、550μm、600μm、650μm、700μm、750μm、800μm、850μm、900μm、950μm、1000μm、1050μm、1100μm、1150μm、1200μm、1250μm、1300μm、1350μm、1400μm、1450μm、1500μm、1550μm、1650μm、1700μm、1750μm、1800μm、1850μm、1900μm、1950μm或2000μm的直径。例如,常规的磨料颗粒可具有磨料行业指定的标称等级。此类磨料行业认可的等级标准包括被称为美国国家标准协会(ansi)标准、欧洲磨料产品制造商联合会(fepa)标准和日本工业标准(hs)的那些。示例性ansi等级名称(例如,指定的标称等级)包括:ansi 12(1842μm)、ansi 16(1320μm)、ansi 20(905μm)、ansi 24(728μm)、ansi36(530μm)、ansi 40(420μm)、ansi 50(351μm)、ansi 60(264μm)、ansi 80(195μm)、ansi 100(141μm)、ansi 120(116μm)、ansi150(93μm)、ansi 180(78μm)、ansi 220(66μm)、ansi 240(53μm)、ansi 280(44μm)、ansi 320(46μm)、ansi 360(30μm)、ansi 400(24μm)和ansi 600(16μm)。示例性fepa等级名称包括p12(1746μm)、p16(1320μm)、p20(984μm)、p24(728μm)、p30(630μm)、p36(530μm)、p40(420μm)、p50(326μm)、p60(264μm)、p80(195μm)、p100(156μm)、p120(127μm)、p150(97μm)、p180(78μm)、p220(66μm)、p240(60μm)、p280(53μm)、p320(46μm)、p360(41μm)、p400(36μm)、p500(30μm)、p600(26μm)和p800(22μm)。每种等级的近似平均粒度列在每种等级名称后的括号中。
84.成型磨料颗粒或压碎的磨料颗粒可包含任何合适的材料或材料的混合物。例如,成型磨料颗粒可包括选自以下各项的材料:α氧化铝、熔融氧化铝、经过热处理的氧化铝、陶瓷氧化铝、烧结氧化铝、碳化硅、二硼化钛、碳化硼、碳化钨、碳化钛、金刚石、立方氮化硼、石榴石、熔融的氧化铝-氧化锆、溶胶-凝胶得到的磨料颗粒、氧化铈、氧化锆、氧化钛和它们的组合。在一些实施方案中,成型磨料颗粒和压碎的磨料颗粒可包含相同的材料。在另外的实施方案中,成型磨料颗粒和压碎的磨料颗粒可包含不同的材料。
85.填料颗粒也可包括在磨料中。有用的填料的示例包括金属碳酸盐(诸如碳酸钙、碳酸钙镁、碳酸钠、碳酸镁)、硅石(诸如石英、玻璃珠、玻璃泡和玻璃纤维)、硅酸盐(诸如滑石粉、粘土、蒙脱石、长石、云母、硅酸钙、偏硅酸钙、铝硅酸钠、硅酸钠)、金属硫酸盐(诸如硫酸钙、硫酸钡、硫酸钠、硫酸铝钠、硫酸铝)、石膏、蛭石、糖、木粉、水合铝化合物、炭黑、金属氧化物(诸如氧化钙、氧化铝、氧化锡、二氧化钛)、金属亚硫酸盐(诸如亚硫酸钙)、热塑性塑料颗粒(诸如聚碳酸酯、聚醚酰亚胺、聚酯、聚乙烯、聚(氯乙烯)、聚砜、聚苯乙烯、丙烯腈-丁二
烯-苯乙烯嵌段共聚物、聚丙烯、缩醛聚合物、聚氨酯、尼龙颗粒)、热固性颗粒(诸如酚醛树脂泡、酚醛树脂珠、聚氨酯泡沫颗粒等)和天然树胶(诸如阿拉伯树胶、合金橡胶等)。该填料还可为盐,诸如卤化物盐。卤化物盐的示例包括氯化钠、钾冰晶石、钠冰晶石、铵冰晶石、四氟硼酸钾、四氟硼酸钠、氟化硅、氯化钾、氯化镁。金属填料的示例包括锡、铅、铋、钴、锑、镉、铁和钛。其它杂类填料包括硫、有机硫化合物、石墨、硬脂酸锂和金属硫化物。在一些实施方案中,单个成型磨料颗粒或单个压碎的磨料颗粒可至少部分地涂覆有无定形、陶瓷或有机涂层。涂层的合适组分的示例包括硅烷、玻璃、氧化铁、氧化铝或它们的组合。诸如这些的涂层可有助于可加工性以及颗粒与粘结剂树脂的粘结。
86.磁性磨料取向
87.明确地设想了在本文的实施方案中分配的研磨材料可包含可进行定向的颗粒。例如,精确成型颗粒(诸如三角形成型颗粒)可被设计成使在以尖端面向工件进行定向时提供的研磨功能不同于在边缘或面面向工件的情况。虽然本文详细描述了磁性取向,但是针对其他实施方案明确地设想了其他合适的定向方法。另外,在一些实施方案中,可不存在取向。
88.至少一种磁性材料可被包含在磨料颗粒内或涂覆到磨料颗粒。磁性材料的示例包括铁;钴;镍;销售为各种等级的坡莫合金(permalloy)的各种镍和铁的合金;销售为铁镍钴合金(fernico)、科瓦铁镍钴合金(kovar)、铁镍钴合金i(fernico i)或铁镍钴合金ii(fernico ii)的各种铁、镍和钴的合金;销售为各种等级的铝镍钴合金(alnico)的各种铁、铝、镍、钴以及(有时还有)铜和/或钛的合金;销售为铁铝硅合金的铁、硅和铝(按重量计约85:9:6)的合金;赫斯勒合金(例如,cu2mnsn);锰铋化物(也称为铋化锰(bismanol));稀土可磁化材料,诸如钆、镝、钬、铕氧化物、钕、铁和硼的合金(例如,nd2fe
14
b)以及钐和钴的合金(例如,smco5);mnsb;mnofe2o3;y3fe5o
12
;cro2;mnas;铁氧体,诸如铁氧体、磁铁矿;锌铁氧体;镍铁氧体;钴铁氧体、镁铁氧体、钡铁氧体以及锶铁氧体;钇铁石榴石;以及前述的组合。在一些实施方案中,可磁化材料是含有8重量%至12重量%的铝、15重量%至26重量%的镍、5重量%至24重量%的钴、高达6重量%的铜、至多1重量%的钛的合金,其中总计达100重量%的材料的余量为铁。在一些其它实施方案中,使用气相沉积技术诸如例如物理气相沉积(pvd),包括磁控溅射,可在磨料颗粒100上沉积可磁化涂层。包含这些可磁化材料可允许成型磨料颗粒响应于磁场。成形磨料颗粒中的任一者可包含相同的材料或包含不同的材料。
89.在本公开的实践中使用的施加的磁场在受影响(例如被吸引和/或被取向)的可磁化颗粒的区域中具有至少约10高斯(1mt)、至少约100高斯(10mt)或至少约1000高斯(0.1t)的场强,但这不是必需的。施加的磁场可由例如一个或多个永磁体和/或电磁体或磁体和铁磁构件的组合提供。合适的永磁体包括含有上文所述可磁化材料的稀土磁体。施加的磁场可以是静态的或可变的(例如振荡)。可使用上部磁性构件或下部磁性构件,每个磁性构件具有北极(n)和南极(s),其中每个磁性构件是整体的或者可由例如多个部件磁体和/或可磁化主体构成。如果由多个磁体构成,则给定磁性构件中的多个磁体可相对于其部件磁体彼此最接近的磁场线邻接和/或共同对准(例如,至少基本上平行)。不锈钢保持器可用于将磁体保持在适当位置。虽然不锈钢或等同材料由于其非磁性特性而为优选的,但也可使用可磁化材料。软钢支架可用于支撑不锈钢保持器。
90.一旦将可磁化磨料颗粒被分配到可固化粘合剂前体上,粘合剂就在第一固化站(未示出)处至少部分地固化,以便将可磁化颗粒牢固地保持在适当位置。在一些实施方案中,可在固化之前将另外的可磁化颗粒和/或不可磁化颗粒(例如填料磨料颗粒和/或助磨剂颗粒)施加到底胶层前体。就涂层磨料制品而言,可固化粘结剂前体包括底胶层前体,并且可磁化颗粒包括可磁化磨料颗粒。复胶层前体可施加到至少部分固化的底胶层前体以及可磁化磨料颗粒上,但这不是必需的。如果存在复胶层前体的话,则在第二固化站处至少部分地固化该复胶层前体,任选地进一步固化至少部分固化的底胶层前体。在一些实施方案中,顶胶层设置在至少部分固化的复胶层前体上。
91.磨料放置
92.本文描述的成型磨料颗粒可具有围绕穿过成型磨料颗粒的z轴线的指定的z方向旋转定向,其中磨料的z轴线可基本上垂直于轮基底。成型磨料颗粒以表面特征结构如大体平的表面颗粒旋转到关于z-轴的指定角位置中来取向。指定的z-方向旋转取向磨料轮比在形成磨料轮时因成型磨料颗粒的静电涂覆或滴涂而通过表面特征结构的随机z-方向旋转取向将发生的更频繁地发生。因此,通过控制显著大量的成型磨料颗粒的z-方向旋转取向,带涂层磨料轮的切削速率、光洁度或二者可与使用静电涂覆方法制造的那些不同。在各种实施方案中,至少50%、51%、55%、60%、65%、70%、75%、80%、85%、90%、95%或99%的成型磨料颗粒可具有指定的z-方向旋转取向,该取向不随机发生并且对于所有排列的颗粒来说可以是基本上相同的。在其它实施方案中,约50%的成型磨料颗粒可在第一方向上排列并且约50%的成型磨料颗粒可在第二方向上排列。在一个实施方案中,第一方向与第二方向基本上正交。
93.成型磨料颗粒的特定z-方向旋转取向可通过使用精密开孔的丝网来实现,该丝网将成型磨料颗粒定位于特定的z-方向旋转取向中,使得成型磨料颗粒可仅以少许特定的取向诸如少于或等于4、3、2或1个取向而装配到精密开孔的丝网中。例如,仅比包含矩形板的成型磨料颗粒的横截面略大的矩形开口将使成型磨料颗粒取向为两种可能的180度对立的z-方向旋转取向中的一个旋转取向。精密开孔的丝网可被设计为使得成型磨料颗粒在定位于丝网的孔中的同时可关于其z-轴(当成型磨料颗粒定位于孔中时,垂直于丝网的表面)旋转小于或等于约30度、20度、10度、5度、2度或1度的角度。
94.精密开孔丝网可以包括磨料保持件,该精密开孔丝网具有多个被选择用于将成型磨料颗粒z方向取向为图案的开孔。磨料保持件可包括在具有匹配开孔图案的第二精密开孔丝网上的粘合胶带、用于将颗粒保持在第一精密丝网中的静电场、机械锁(诸如具有匹配开孔图案的两个精密开孔丝网,该机械沿相反方向扭转以夹紧孔内的颗粒)或其它保持机构。第一精密开孔丝网可充满成型磨料颗粒,并且保持构件用来使成型磨料颗粒保持在开孔中的适当位置。在一个实施方案中,与第一精密开孔丝网以层叠方式排列的第二精密开孔丝网的表面上的粘合胶带使成型磨料颗粒保持在粘着于胶带表面的第一精密丝网的开孔中,该胶带暴露在第二精密孔丝网的开孔中。
95.在定位于开孔中之后,具有底胶层的带涂层背衬可平行于包含成型磨料颗粒的第一精密开孔丝网表面设置,其中底胶层面向开孔中的成型磨料颗粒。其后,使带涂层背衬和第一精密开孔丝网接触以将成型磨料颗粒粘附到底胶层。释放保持构件,例如移除具有胶带覆盖表面的第二精密孔丝网、解开两个精密孔丝网或是消除静电场。然后移除第一精密
开孔丝网,从而在带涂层磨料制品上留下具有指定的z-方向旋转取向的成型磨料颗粒以进行进一步的常规加工诸如施加复胶层及固化底胶层和复胶层。
96.呈现了一种形成磨料制品的方法。该方法包括在磨料混合物沉积位置处将磨料混合物层从磨料混合物分配器沉积到分配表面上。该方法还包括使用平整工具在平整位置处平整该磨料混合物层,使得该层具有基本上平滑的表面。该方法还包括在液体分配站处从液体分配器向压实的该磨料混合物层施加液体材料。该方法还包括允许该磨料混合物层和所分配的液体在凝固站处凝固。该方法还包括重复沉积步骤、平整步骤、施加步骤和凝固步骤,以形成多层磨料制品。分配表面被配置为相对于沉积位置、平整位置、压实站、液体分配站和凝固站移动。
97.该方法可被实施成使得其还包括在压实位置处使用压实工具压实该磨料混合物层,使得该磨料混合物层的密度增加。
98.该方法还可被实施成使得磨料混合物分配器、平整工具、压实工具、液体分配器和凝固站是第一模块化组件的零件。
99.该方法还可被实施成使得重复步骤包括分配表面相对于第二模块化组件移动。
100.该方法还可被实施成使得第一模块化组件包括第二凝固站。
101.该方法还可被实施成使得所施加的液体材料是是临时粘结剂,该临时粘结剂被配置为在对磨料制品的稍后处理期间被烧掉。
102.该方法还可被实施成使得磨料混合物包括永久粘结剂前体,并且该永久粘结剂前体被配置为在对磨料制品的稍后处理期间激活。
103.该方法还可被实施成使得该永久粘结剂前体包括玻璃熔块。
104.该方法还可被实施成使得所施加的液体材料是与磨料混合物的化合物反应的反应剂。
105.该方法还可被实施成使得液体分配器是粘结剂喷射分配器。
106.该方法还可被实施成使得粘结剂喷射分配器是多个打印头的阵列。
107.该方法还可被实施成使得粘结剂喷射分配器被配置为沿着分配表面的尺寸移动。
108.该方法还可被实施成使得该尺寸是除了随着分配表面相对于模块化组件移动的尺寸之外的尺寸。
109.该方法还可被实施成使得粘结剂喷射分配器保持静止。
110.该方法还可被实施成使得打印头阵列包括至少1000个喷嘴。
111.该方法还可被实施成使得将液体材料以图案施加到压实的磨料混合物层上,使得压实层的至少一部分接收不到液体材料。
112.该方法还可被实施成使得在后续的层中以图案施加液体材料,使得形成穿过磨料制品的通道。
113.该方法还可被实施成使得该通道是至少部分地延伸穿过磨料制品的弓形、曲折或笔直的通道。
114.该方法还可被实施成使得磨料制品包括呈螺旋图案的研磨材料。
115.该方法还可被实施成使得磨料制品是磨轮。
116.该方法还可被实施成使得磨料制品是多个离散磨料制品,并且第一离散磨料制品不同于第二离散磨料制品。
117.该方法还可被实施成使得研磨材料分配器包括第一隔室和第二隔室,并且该第一隔室包含第一磨料混合物并且该第二隔室包含第二磨料混合物。
118.该方法还可被实施成使得其还包括对磨料混合物层内的多个磨料颗粒进行定向。
119.一种用于形成磨料制品的系统包括工作空间和研磨材料分配器,该研磨材料分配器将研磨材料层沉积到工作空间上。该系统还包括平整器,该平整器平整工作空间上的研磨材料的表面。该系统还包括粘结剂喷射打印机,该粘结剂喷射打印机将液体粘结剂分配到该研磨材料层上。该工作空间处于移动表面上,该移动表面使工作空间在分配器下的分配位置、平整器下的平整位置和打印机下的打印位置之间移动。
120.该系统还可被实施成使得其包括凝固站,该凝固站至少部分地烘干液体粘结剂。
121.该系统还可被实施成使得研磨材料分配器、平整器和凝固站相对于彼此基本上保持在适当位置。
122.该系统还可被实施成使得凝固站包括以下项中的一者:uv固化站、真空站、鼓风机、热烘干站或热固化站。
123.该系统还可被实施成使得平整器相对于工作空间处于可调整高度处。
124.该系统还可被实施成使得其包括压实机,该压实机向研磨材料的表面施加力并且增加该研磨材料层的密度。
125.该系统还可被实施成使得其包括密实化站。
126.该系统还可被实施成使得该密实化站包括以下项中的一者:旋转压实机、压模或振动单元。
127.该系统还可被实施成使得液体粘结剂是含水混合物。
128.该系统还可被实施成使得研磨材料包括粘结剂前体颗粒,该粘结剂前体颗粒被配置为在对磨料制品的稍后处理期间激活。液体粘结剂可以是临时粘结剂,该临时粘结剂被配置为在稍后处理期间从磨料制品中烧掉。
129.该系统还可被实施成使得表面在分配位置、平整位置和打印位置之间连续地移动。
130.根据权利要求1所述的系统,其中所述表面在所述分配位置、所述平整位置与所述打印位置之间离散地移动。
131.该系统还可被实施成使得表面是矩形表面。
132.该系统还可被实施成使得表面联接到移动机构,使得该表面在研磨材料分配器、平整器和粘结剂喷射打印机中的每一者下方移动。
133.该系统还可被实施成使得表面是静止的。研磨材料分配器、平整器和粘结剂喷射打印机中的每一者可联接到移动机构,使得研磨材料分配器、平整器和粘结剂喷射打印机中的每一者在该表面上方移动。
134.该系统还可被实施成使得研磨材料分配器、平整器和粘结剂喷射打印机是第一打印组件的一部分,并且其中系统包括与第一打印组件串联的第二打印组件。该第二打印组件可包括:第二研磨材料分配器,该第二研磨材料分配器将第二层研磨材料沉积到工作空间上;第二平整器,该第二平整器平整工作空间上的第二层研磨材料的表面;第二粘结剂喷射打印机,该第二粘结剂喷射打印机将第二层液体粘结剂分配到第二层研磨材料上。
135.该系统还可被实施成使得第二研磨材料分配器包含第二研磨材料混合物,研磨材
料分配器包含第一研磨材料混合物,并且其中第一研磨材料混合物和第二研磨材料混合物是不同的。
136.该系统还可被实施成使得第一粘结剂喷射打印机以第一图案分配第一层液体粘结剂,第二粘结剂喷射打印机以第二图案分配第二层液体粘结剂,并且该第二图案不同于该第一图案。
137.该系统还可被实施成使得该第二图案包含与该第一图案的对应部分偏移的部分。
138.该系统还可被实施成使得第一研磨材料分配器跨工作空间分配同质的磨料混合物。
139.该系统还可被实施成使得第一研磨材料分配器跨工作空间分配非同质的磨料混合物。
140.该系统还可被实施成使得其包括磁性取向单元,该磁性取向单元被配置用于对研磨材料层内的颗粒进行定向。
141.增材制造系统包括打印工作空间,该打印工作空间相对于一系列打印组件移动。该打印组件中的每个打印组件是包括颗粒分配单元和液体分配单元的模块化打印组件。一系列打印组件中的每个打印组件在打印工作空间上沉积层,使得在打印工作空间穿过一系列打印组件之后,形成制品。
142.该系统还可被实施成使得打印工作空间联接到移动机构,使得打印工作空间在打印组件中的每个打印组件下移动。
143.该系统还可被实施成使得打印组件中的每个打印组件联接到移动机构,使得打印组件中的每个打印组件在打印工作空间上方通过。
144.该系统还可被实施成使得颗粒分配单元被配置用于分配颗粒混合物。
145.该系统还可被实施成使得颗粒分配单元被配置用于分配颗粒混合物和第二颗粒混合物。
146.该系统还可被实施成使得第二颗粒混合物是牺牲颗粒混合物。
147.该系统还可被实施成使得液体分配单元包含溶解在溶剂中的粘结材料。
148.该系统还可被实施成使得溶剂是含水混合物。
149.该系统还可被实施成使得液体分配单元分配酚醛树脂混合物。
150.该系统还可被实施成使得模块化打印组件中的至少一个模块化打印组件包括平整器。
151.该系统还可被实施成使得模块化打印组件中的至少一个模块化打印组件包括密实化单元。
152.该系统还可被实施成使得密实化单元包括振动单元、压模单元或旋转压实机。
153.该系统还可被实施成使得模块化打印组件中的至少一个模块化打印组件包括凝固单元。
154.该系统还可被实施成使得凝固站包括uv固化单元、真空、鼓风机、热烘干站或热固化站。
155.该系统还可被实施成使得其包括取向站,该取向站被配置为向由颗粒分配单元分配的颗粒赋予取向。
156.该系统还可被实施成使得取向站是静电取向站。
157.该系统还可被实施成使得取向站是磁性取向站,并且其中分配的颗粒对磁场作出响应。
158.该系统还可被实施成使得其包括平整器,该平整器被配置为平整由颗粒分配器分配的颗粒层。
159.该系统还可被实施成使得制品是磨料制品。
160.该系统还可被实施成使得制品是玻璃质、树脂或金属粘合磨料制品。
161.该系统还可被实施成使得制品是带涂层磨料制品。
162.该系统还可被实施成使得磨料制品包括由颗粒分配单元分配的磨料颗粒和由液体分配单元分配的粘结剂材料。
163.该系统还可被实施成使得颗粒分配单元分配包含磨料颗粒的颗粒混合物。
164.该系统还可被实施成使得颗粒混合物还包含填料颗粒。
165.根据权利要求23所述的系统,其中颗粒混合物还包含粘结剂前体颗粒,并且其中液体分配器分配临时粘结剂。
166.该系统还可被实施成使得磨料颗粒包含粉碎磨粒、板状磨粒、成形磨粒或成型磨粒。
167.该系统还可被实施成使得颗粒分配单元分配第一颗粒混合物和第二颗粒混合物。
168.该系统还可被实施成使得第一颗粒混合物包含第一多个磨料颗粒,并且第二混合物包含第二多个磨料颗粒,并且其中第一多个磨料颗粒和第二多个磨料颗粒在以下方面中的至少一个方面不同:组成、形状或大小。
169.该系统还可被实施成使得第一打印组件和第二打印组件彼此并联布置。
170.该系统还可被实施成使得第一打印组件和第二打印组件相对于彼此串联布置。
171.该系统还可被实施成使得液体分配器是粘结剂喷射打印机。
172.该系统还可被实施成使得粘结剂喷射打印机是粘结剂喷射打印组件。
173.应认识到,在本公开的实施方案的范围内,各种修改是可能的。因此,应当理解,尽管本公开已通过具体实施方案和任选的特征而具体公开,但是本领域普通技术人员可推出本文所公开的概念的修改和变型,并且此类修改和变型被认为在本发明的实施方案的范围内。
174.在整个该文档中,以一个范围格式表达的值应当以灵活的方式解释为不仅包括作为范围的极限明确列举的数值而且还包括涵盖在该范围内的所有单个数值或子范围,如同明确列举了每个数值和子范围一样。例如,范围“约0.1%至约5%”或“约0.1%至5%”应当解释为不仅包括约0.1%至约5%,而且还包括在指示范围内的单个值(例如,1%、2%、3%和4%)和子范围(例如,0.1%至0.5%、1.1%至2.2%、3.3%至4.4%)。除非另外指明,否则表述“约x至y”具有与“约x至约y”相同的含义。同样,除非另外指明,否则表述“约x、y或约z”具有与“约x、约y或约z”相同的含义。
175.在该文档中,除非上下文清楚地指明,否则术语“一个”、“一种”或“该/所述”用于包括一个(种)或多于一个(种)。除非另外指明,否则术语“或”用于指非排他性的“或”。表述“a和b中的至少一者”具有与“a、b或者a和b”相同的含义。此外,应当理解,本文所用且未以其它方式定义的措辞或术语仅出于说明的目的而不具有限制性。部分标题的任何使用均旨在有助于文档的理解且不应当解释为是限制性的;与部分标题相关的信息可在该特定部分
内或外出现。如本文所用,术语“约”可允许例如数值或范围的一定程度的可变性,例如在所述值或所述范围极限的10%内、5%内或1%内,并且包括确切表述的值或范围。如本文所用,术语“基本上”是指大部分或大多数,如至少约50%、60%、70%、80%、90%、95%、96%、97%、98%、99%、99.5%、99.9%、99.99%、或至少约99.999%或更多、或100%。
176.在本文所述的方法中,除了明确列举了时间或操作序列之外,可以任何顺序进行各种行为而不脱离本发明原理。此外,规定的行为可同时进行,除非明确的权利要求语言暗示它们单独地进行。例如,进行x的受权利要求保护的行为和进行y的受权利要求保护的行为可在单一操作中同时进行,并且所得的过程将落入受权利要求保护的过程的字面范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1