一种热铆设备及铆钉铆接方法与流程
1.本技术属于钢结构加工领域,特别涉及一种热铆设备及铆钉铆接方法。
背景技术:
2.钢结构的连接特别是钢结构建筑、钢结构桥梁、船舶建造、海工、军工装备等大型钢结构的连接质量控制一直是困扰国内外广大钢结构设计及施工人员的难题。
3.钢结构连接常用的焊接和栓接均各有弊端和不足:如采用焊接工艺,对焊接设备、焊接工艺和焊工水平要求较高,而焊缝热影响区、焊接残余应力、焊接残余变形还会改变材料化学成分、降低其材料物理性能,直接影响结构强度和使用寿命;而栓接结构连接副制造成本高,且易发生滑移、失效、松弛、长期振动荷载下易松动、滑移、变形、断裂,不宜作为受振动、冲击构件的连接。
4.热铆接作为一种古老的连接方式一度在钢结构制造中被大量采用,传统工艺将铆钉加热至一定温度后穿进连接钢板,然后通过外力将铆钉墩粗并通过击打钉模形成半圆形钉帽,使钢板进行过盈铆合。由于铆杆在铆合中墩粗,铆杆在冷却过程中径向收缩,会增加钢板间的压紧力;当构件受力时产生更大的摩阻力,能承受较大的冲击荷载和振动,相较焊接没有热影响区和残余应力及残余变形,相较高强螺栓连接节点强度更高、更耐冲击和振动、安全性能好,而且铆杆较高强螺栓加工简单、价格低廉兼有焊接和栓接的优势,国内外现存的大多数寿星钢结构都采用的是热铆连接工艺。
5.热铆连接虽然兼有焊接和栓接的优势,但是由于铆接施工时铆钉加热困难、穿孔、施铆的劳动强度大,技术要求高,工作效率低,所以在大型钢结构施工中慢慢被焊接、栓接所替代。
6.因此研究和开发新的热铆工艺和设备成为广大科技人员的职责和追求。
技术实现要素:
7.针对上述情况,本技术提供一种热铆设备及铆钉铆接方法。
8.第一方面,本技术提供一种热铆设备,采用如下的技术方案:一种热铆设备,包括:钉模,用于夹持在待铆接组件的铆钉孔两端,所述钉模内设置有用于与所述铆钉孔连通的钉帽腔;加注组件,包括用于熔化铆杆的加热器以及注射部件;所述加热器可与所述钉帽腔连通;所述注射部件用于将所述加热器熔化的铆杆压入所述钉帽腔及所述铆钉孔内。
9.通过采用上述技术方案,热铆设备在铆接时,将铆杆添加到加热器中,加热器将铆杆熔化成液体,再将铆杆钢液压注进待铆钢板的铆钉孔和预先安装在待铆钢板两端的钉模中形成热铸铆杆;与传统热铆工艺相比,将传统热铆工艺的加热、抛杆、接杆、除氧化皮、穿杆、击打等各项工序分离简化,不仅大量节约劳动力,还提高了热铆效益,保证热铆质量。
10.可选的,所述加热器包括用于容纳所述铆杆的加热腔,以及环绕所述加热腔设置的感应线圈;所述加热器还包括与所述加热腔连通的第一通口和第二通口;所述加热腔通
过所述第一通口与所述钉帽腔连通;所述注射部件通过所述第二通口插入到所述加热腔内,并将所述加热器熔化的铆杆压入到所述钉帽腔及所述铆钉孔内。
11.通过采用上述技术方案,加热器通过感应线圈将放置在加热腔中的铆杆熔化成液体,利用注射部件通将加热器熔化的铆杆压入到钉帽腔及铆钉孔内,完成热铆接操作。
12.可选的,所述加热器的加热腔与所述钉帽腔的连通处具有弧形过渡面;所述注射部件具有与所述弧形过渡面配合的弧形端部,所述弧形端部可插入所述加热腔并可相对所述加热腔滑动。
13.通过采用上述技术方案,弧形过渡面的设置避免加热腔内存在死角,注射器活塞压缩加热腔时,能将铆杆钢液全部压注进铆钉孔和钉模中。
14.可选的,所述钉模通过磁性座吸附固定在待铆接组件上。
15.通过采用上述技术方案,磁性座安装在钉模上,利用磁性座的磁力将钉模临时固定在待铆接组件上,拆装操作便捷。
16.可选的,还包括机体;所述机体内设置有容纳所述加热器的腔体;所述机体设置有出料口;所述加热器位于所述机体内,且所述加热器通过所述出料口与所述钉帽腔连通;所述注射部件可相对所述机体滑动,并可穿过所述机体的侧壁插入到所述加热器内。
17.通过采用上述技术方案,机体作为各器件的安装基础,加热器安装在机体中,使加热器进料、出料工序分明,工作更流畅。
18.可选的,所述机体上还设置有进料口,所述进料口及所述出料口位于所述机体相对的两个侧壁,且所述进料口与所述出料口错位设置;所述加热器滑动装配在所述机体内,并可在所述进料口及所述出料口之间往返滑动;所述加热器可锁定在第一设定位置和第二设定位置;在所述第一设定位置,所述加热器通过所述出料口与所述钉帽腔连通;所述注射部件可将所述加热器熔化的铆杆压入所述钉帽腔及所述铆钉孔内;在所述第二设定位置,所述加热器与所述进料口连通。
19.通过采用上述技术方案,加热器滑动装配在机体中,机体配置相应的进料口和出料口,注射部件安装在架体出料口的相对侧;待加热器移至第二设定位置时,进行加料动作,待加热器移至第一设定位置时,进行出料动作。
20.可选的,还包括驱动机构,所述驱动机构与所述加热器连接,并用于驱动所述加热器在所述进料口与所述出料口之间往返滑动。
21.通过采用上述技术方案,驱动机构工作,驱使加热器在进料口与出料口之间往返滑动,调节加热器的工作状态。
22.可选的,位于所述进料口及所述出料口之间的侧壁上设置有阻热层;所述阻热层用于在所述加热器滑动时,封堵所述加热器内熔化的铆杆。
23.通过采用上述技术方案,阻热层一方面用于在加热器滑动时,封堵加热器内熔化的铆杆;另一方面通过阻热层隔绝铆杆钢液对注射器的影响。
24.可选的,还包括控制器以及检测组件;所述检测组件包括用于检测所述加热器内铆杆的第一传感器、检测所述铆杆熔化的第二传感器、检测所述加热器位置的第三传感器;所述控制器用于在所述第一传感器检测到所述加热器内放置有铆杆后,控制所述驱动机构驱动所述加热器滑动到所述第一设定位置和第二设定位置之间,并控制所述加热器加热;并在所述第三传感器检测到所述加热器位于所述第一设定位置,且所述第二传感器检测到
所述铆杆熔化,控制所述注射部件将所述加热器熔化的铆杆压入所述钉帽腔及所述铆钉孔内。
25.通过采用上述技术方案,铆接过程由计算机控制热铆设备完成,不仅大大减轻了劳动强度,并大幅度提高了工作效率和铆接质量,对改变和促进钢结构连接技术领域、提高和提升国家钢结构建筑、钢结构桥梁、船舶建造、海工、军工装备建造水平有着非凡的重要意义。
26.第二方面,本技术提供一种铆钉铆接方法,采用热铆设备,实现以下步骤:钉模固定于待铆接组件铆钉孔两侧;铆杆放入加热器中,加热器将铆杆加热熔化成钢液;加热器与钉模连通,利用注射器活塞将钢液压注进待铆接组件的铆钉孔中和铆钉孔两端的钉模中;钢液冷却成型形成热铸铆杆,拆除钉模。
27.可选的,铆钉铆接方法的步骤中,热铆设备的加热、压注操作由控制器和检测组件控制实施。
28.综上所述,本技术公开的热铸铆接技术和设备完全摒弃和颠覆了传统的热铆工艺,采用高科技手段对热铆工艺设备进行了创新和改进,改变传统一端人工顶紧,另一端人工击打的不协调、噪音大、工作效率低、铆接质量差等情况,不仅大大减轻了劳动强度,并大幅度提高了工作效率和铆接质量,对改变和促进钢结构连接技术领域、提高和提升国家钢结构建筑、钢结构桥梁、船舶建造、海工、军工装备建造水平有着非凡的重要意义。
附图说明
29.图1是本技术实施例1的结构示意图。
30.图2是本技术实施例2的结构示意图。
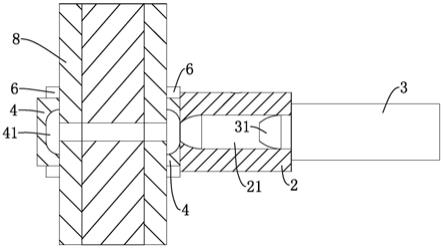
31.图3是本技术实施例2中热铆设备压注状态示意图。
32.图4是本技术实施例3的结构示意图。
33.附图标记说明:1、机体;11、安装腔;12、进料口;13、出料口;2、加热器;21、加热腔;3、注射器;31、活塞;4、钉模;41、钉帽腔;5、液压缸;6、磁性座;7、触摸显示屏;8、待铆钢板。
具体实施方式
34.以下结合附图对本技术作进一步详细说明。
35.本技术实施例公开一种热铆设备及铆钉铆接方法,相比于传统热铆工艺,本技术的热铆设备在铆接时直接将铆杆熔化成液体,再将铆杆钢液压注进待铆钢板的铆钉孔和预先安装在待铆钢板两端的钉模中形成热铸铆杆;整个过程由计算机控制热铆设备完成,将传统热铆工艺的加热、抛杆、接杆、除氧化皮、穿杆、击打等各项工序分离简化,不仅大量节约劳动力,提高热铆效益,由计算机控制热铆过程,还能够保证热铆质量。
36.实施例1参照图1,热铆设备包括用于封堵待铆钢板8铆钉孔的两组钉模4、用于将铆杆加热熔化成液体的加热器2,和用于将加热器2中的铆杆钢液压出的注射器3,钉模4内设置有用
于与铆钉孔连通的钉帽腔41,加热器2和注射器3组成向钉帽腔41和铆钉孔注射铆杆钢液的加注组件。
37.具体的,两钉模4一侧敞口设置,使钉帽腔41与外部环境相通;其中一组钉模4开设有注射口,注射口可开设在钉模4敞口端的相对侧,用于与加热器2对接;另一组钉模4开设有排气孔,该钉模4安装在待铆钢板8上后,排气孔向上分布。
38.加热器2内部设有用于容纳铆杆的加热腔21,以及环绕加热腔21设置的感应线圈,加热器2的相对两端均开设有与加热腔21相通的开口,加热器2的加热腔21通过其中一个开口与钉模4的钉帽腔41连通,注射器3输出端通过另一开口插入到加热腔21内,并将加热器2熔化的铆杆压入到钉帽腔41及铆钉孔内。加热器2的加热方式还可选用电加热。
39.本实施例中,注射器3选为耐高温油缸,注射器3具有可插入加热腔21并可相对加热腔21滑动的活塞31;为了使加热腔21中的铆杆钢液更顺畅的压入到钉模4中,在加热器2的加热腔21与钉帽腔41的连通处设置弧形过渡面,注射器3的活塞31上设有与弧形过渡面配合的弧形端部;加热腔21与钉帽腔41连通处采用弧形面过渡,能有效避免压注过程中死角的产生,将铆杆钢液全部压注进铆钉孔和钉帽腔41中。
40.注射器3的活塞31上设置有由阻热材料制成的阻热层,通过阻热层隔绝铆杆钢液对注射器3的影响;或者,通过限定活塞31和加热腔内壁的材质来降低高温的影响,如采用金属材料钨或非金属材料氧化锆等。
41.钉模4可拆卸固定在待铆钢板8的铆钉孔两侧,可拆卸固定方式可通过在钉模4上安装磁性座6实现。
42.两组钉模4均可设置为独立结构,使钉模4敞口端通过磁性座6吸附固定于待铆钢板8铆钉孔的两端,钉模4的注射口与铆钉孔连通;加热器2也可通过安装磁性座6临时固定在待铆钢板8或钉模4上,将加热腔21与钉模4的注射口对齐,即可对钉模4和铆钉孔注射铆杆钢液。
43.本实施例的热铆设备进行铆接工作时,多块待铆钢板8预先通过螺栓贴合固定,利用磁性座6将两钉模4临时固定在最边侧待铆钢板8铆钉孔两端,对铆钉孔进行封堵;将铆杆放入到加热器2的加热腔21中,加热器2和注射器3与钉模4呈直线分布;加热器2将铆杆熔化成液体,注射器3工作,其活塞31进入加热腔21中,将铆杆钢液压注进待铆钢板8的铆钉孔中和铆钉孔两端的钉模4中,钢液冷却成型形成热铸铆杆;然后拆除钉模4,开始下一铆钉孔铆接工作。
44.实施例2本实施例与实施例1的区别在于,参照图2和图3,热铆设备还包括机体1,机体1内部具有用于容纳加热器2的安装腔11,机体1表面具有用于安装注射器3的安装平面,加热器2和注射器3安装在机体1上后,注射器3位于加热器2一侧,注射器3的活塞31可相对机体1滑动,并可穿过机体1的侧壁插入到加热器2内。
45.机体1相对的两个侧壁上分别设置有进料口12和出料口13,进料口12和出料口13错位设置;加热器2滑动装配在机体1中,并在进料口12和出料口13之间往返滑动;注射器3安装在机体1出料口13的相对侧,注射器3的活塞31与出料口13同轴线。
46.将加热器2位于出料口13的位置设为第一设定位置,将加热器2位于进料口12的位置设为第二设定位置,加热器2可锁定在第一设定位置和第二设定位置;在第一设定位置
时,加热器2通过出料口13与钉模4的钉帽腔41连通,注射器3可将加热器2熔化的铆杆压入钉帽腔41及铆钉孔内;在第二设定位置时,加热器2与进料口12连通。
47.加热器2于安装腔11内运动的动力源,可通过在机体1上安装液压缸5实现;具体的,将液压缸5安装在机体1表面,其输出端沿加热器2的运动方向分布,液压缸5的输出端伸入至机体1的安装腔11中,与加热器2相连接;启动液压缸5,即可控制加热器2作相应位移。或者,也可在加热器2上安装由电机驱动的行走机构,通过行走机构在机体1上运动,带动加热器2移动。本实施例中,以液压缸5作为加热器2的驱动机构进行展示。机体1的安装腔11内还可为加热器2配置滑轨,使加热器2沿着滑轨移动,进一步提高加热器2的稳定性。
48.安装腔11于进料口12和出料口13之间的侧壁上设置有阻热层,阻热层一方面用于在加热器2滑动时,封堵加热器2内熔化的铆杆;另一方面通过阻热层隔绝铆杆钢液对机体1的影响。
49.加热器2上设置有用于控制加热器2熔化铆杆的加热控制开关;注射器3上设置有用于控制注射器3将熔化的铆杆压入钉帽腔41及铆钉孔内的注射控制开关;驱动机构上设置有驱使加热器2在第一设定位置和第二设定位置之间往返滑动的驱动控制开关。
50.机体1上设置有用于控制加热控制开关、注射控制开关及驱动控制开关的控制器;控制器设置在进料口12和出料口13之间,并在控制器外侧设置有触摸显示屏7,控制器根据触摸显示屏7输出信号控制加热器2、注射器3、驱动机构工作。
51.具体的,触摸显示屏7集成显示有控制加热器2加热的加热键,控制注射器3活塞31伸缩的推进键和退回键,控制液压缸5行进量的进料定位键、加热定位键、和出料定位键。
52.控制器可选为计算机或plc控制器或其他有信号处理能力的装置。
53.控制器可结合温度传感器、计时器与加热器2连接,通过触摸显示屏7的加热键启闭加热器2,加热器2加热时间可通过触摸显示屏7反馈给操作人员。
54.控制器可结合位移传感器或行程开关与注射器3连接,以使注射器3活塞31定量伸缩;点击触摸显示屏7的推进键,可控制注射器3的活塞31刚好完全进入到加热器2的加热腔21中,将铆杆钢液压出;点击退回键,可控制注射器3的活塞31从加热腔21中退出,实现注射器3与加热器2的分离。
55.同理,控制器可结合位移传感器或行程开关与液压缸5连接,以实现液压缸5的定量驱动;点击触摸显示屏7的进料定位键,液压缸5驱使加热器2移动至机体1的进料口12处,使加热器2的进料口12与进料口12对齐;点击加热定位键,液压缸5驱使加热器2移动至机体1的进料口12和出料口13之间,使加热器2两端封闭,为加热功能提供条件;点击出料定位键,液压缸5驱使加热器2移动至机体1的出料口13处,使加热器2的出料口13与出料口13对齐。
56.将设有注射口的钉模4固定在加热器2上,钉模4的注射口与加热器2的加热腔21对齐连通,通过磁性座6使该钉模4和机体1同步安装在待铆钢板8铆钉孔的一端,另一组钉模4吸附固定于待铆钢板8铆钉孔的另一端。
57.本实施例的热铆设备进行铆接工作时,多块待铆钢板8预先通过螺栓贴合固定,利用磁性座6将两钉模4临时固定在最边侧待铆钢板8铆钉孔两端,对铆钉孔进行封堵;机体1与钉模4的注射口连通;通过操作触摸显示屏7控制液压缸5,驱使加热器2与机体1的进料口12对齐,将铆杆放入到加热器2的加热腔21中,加热器2下移,通过机体1内壁将加热腔21封
闭,加热器2工作将铆杆熔化成液体;再次启动液压缸5,驱使加热器2与机体1的出料口13对齐,此时注射器3工作,其活塞31进入加热腔21中,将铆杆钢液压注进待铆接组件的铆钉孔中和铆钉孔两端的钉模4中,钢液冷却成型形成热铸铆杆;然后拆除钉模4和机体1,开始下一铆钉孔铆接工作。
58.实施例3本实施例与实施例2的区别在于,参照图4,机体内设置有容纳加热器的腔体,机体侧壁上开设有出料口13;加热器固定安装在机体内,注射器固定安装在机体外,机体的出料口13、加热器及注射器的活塞处于同一直线上。
59.本实施例的热铆设备进行铆接工作时,多块待铆钢板8预先通过螺栓贴合固定,利用磁性座6将两钉模4临时固定在最边侧待铆钢板8铆钉孔两端,对铆钉孔进行封堵;将铆杆从机体1的出料口13处放入到加热器2的加热腔21中,加热器2和注射器3与钉模4呈直线分布;加热器2将铆杆熔化成液体,注射器3工作,其活塞31进入加热腔21中,将铆杆钢液压注进待铆钢板8的铆钉孔中和铆钉孔两端的钉模4中,钢液冷却成型形成热铸铆杆;然后拆除钉模4,开始下一铆钉孔铆接工作。
60.本发明公布的热铸铆接技术和设备完全摒弃和颠覆了传统的热铆工艺,采用高科技手段对热铆工艺设备进行了创新和改进,改变传统一端人工顶紧,另一端人工击打的不协调、噪音大、工作效率低、铆接质量差等情况,不仅大大减轻了劳动强度,并大幅度提高了工作效率和铆接质量,对改变和促进钢结构连接技术领域、提高和提升国家钢结构建筑、钢结构桥梁、船舶建造、海工、军工装备建造水平有着非凡的重要意义。
61.本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1