一种动态感知加热炉工况的炉温优化方法及装置
1.本发明涉及冶金机械及自动化和轧制技术领域,特别是指一种动态感知加热炉工况的炉温优化方法及装置。
背景技术:
2.加热炉是冶金流程工业中的重要工序,其作用是将上游的板坯加热或均热以具备更好的热特性,向下游工序输送。加热炉由于其高温高尘的生产环境,目前无法实时检测炉内板坯的温度,基本属于“黑箱”生产。因此,国内外系统供应商纷纷研发了高精度的数学模型进行炉内板坯温度的预报,及以此为前提的炉温动态设定。炉温动态设定根据板坯的品规、位置及当前板坯温度,综合设定各炉段的炉温,无需人工干预。但随着市场对高端产品的需求日益增加,各厂纷纷进行技术改革,不断提高附加值产品的产量,其中板坯加热质量是影响最终产品的关键因素之一。
3.在目前订单式生产的模式下,已无法将相同品规的板坯集中进行加热,而是各种品规混杂、冷热装交替,再加上加热炉能源介质压力和热值的波动,使得炉温设定很难适应多变的工况。除此之外,随着产线智能制造地推进,各工序已不再孤立,而是与上下游紧密相关,以此从最终产品质量的角度出发,逐步缩小各工序控制产生的误差。加热炉控制系统如何自适应工况的变化变得尤为重要。
技术实现要素:
4.本发明针对目前炉温设定很难适应多变的工况,加热炉控制系统如何自适应工况的变化的问题,提出了本发明。
5.为解决上述技术问题,本发明提供如下技术方案:
6.一方面,本发明提供了一种动态感知加热炉工况的炉温优化方法,该方法由电子设备实现,该方法包括:
7.s1、获取待装炉板坯的数据;其中,数据包括板坯生产计划列表、板坯库管信息、轧线的换辊信息以及对板坯生产节奏的预测。
8.s2、将数据输入到构建好的炉温优化模型。
9.s3、根据数据、炉温优化模型以及加热炉内板坯的规格和位置,对加热炉各段的炉温进行动态优化设定。
10.可选地,s1中的板坯生产计划列表包括按板坯生产计划列表中的板坯轧制顺序,整理待装炉的多块板坯信息。
11.板坯库管信息包括根据板坯库管信息确定待装炉的多块板坯是否已备料。
12.对板坯生产节奏的预测包括预测待装炉的多块板坯的在炉时间。
13.可选地,s2中的炉温优化模型包括基于遗传算法的板坯最佳升温曲线模型、必要炉温计算模型、综合炉温设定模型、延迟炉温设定模型以及加热策略工艺模型。
14.可选地,基于遗传算法的板坯最佳升温曲线模型的构建过程包括:
15.设定优化目标以及约束条件;其中,优化目标包括:出炉时刻板坯的表面温度达到轧制工艺要求的温度;板坯的断面温度差小于给定值;降低加热炉的能耗;
16.根据优化目标以及约束条件,构建基于遗传算法的板坯最佳升温曲线模型。
17.可选地,降低加热炉的能耗,由下式(1)表示:
[0018][0019]
其中,k1、k2、k3为加权系数;tf为板坯全程加热时间;tm(tf)为tf处的板坯的平均温度;为目标出炉温度;ts(tf)为tf处的板坯的表面温度;tc(tf)为tf处的板坯的中心温度;t为加热时间;ts(t)为t处的板坯的表面温度。
[0020]
可选地,必要炉温计算模型,用于根据基于遗传算法的板坯最佳升温曲线模型输出的最佳升温曲线,得到必要炉温曲线。
[0021]
可选地,综合炉温设定模型,用于根据必要炉温计算模型输出的必要炉温曲线,得到各段的综合炉温设定。
[0022]
可选地,延迟炉温设定模型,用于修正轧制节奏、分配板坯剩余在炉时间以及重新计算板坯必要炉温。
[0023]
可选地,加热策略工艺模型,用于根据板坯的必要炉温和加权系数,通过计算板坯的加权平均值确定各段的综合炉温设定。
[0024]
另一方面,本发明提供了一种动态感知加热炉工况的炉温优化装置,该装置应用于实现动态感知加热炉工况的炉温优化方法,该装置包括:
[0025]
获取模块,用于获取待装炉板坯的数据;其中,数据包括板坯生产计划列表、板坯库管信息、轧线的换辊信息以及对板坯生产节奏的预测。
[0026]
输入模块,用于将数据输入到构建好的炉温优化模型。
[0027]
输出模块,用于根据数据、炉温优化模型以及加热炉内板坯的规格和位置,对加热炉各段的炉温进行动态优化设定。
[0028]
可选地,板坯生产计划列表包括按板坯生产计划列表中的板坯轧制顺序,整理待装炉的多块板坯信息。
[0029]
板坯库管信息包括根据板坯库管信息确定待装炉的多块板坯是否已备料。
[0030]
对板坯生产节奏的预测包括预测待装炉的多块板坯的在炉时间。
[0031]
可选地,炉温优化模型包括基于遗传算法的板坯最佳升温曲线模型、必要炉温计算模型、综合炉温设定模型、延迟炉温设定模型以及加热策略工艺模型。
[0032]
可选地,输入模块,进一步用于:
[0033]
设定优化目标以及约束条件;其中,优化目标包括:出炉时刻板坯的表面温度达到轧制工艺要求的温度;板坯的断面温度差小于给定值;降低加热炉的能耗;
[0034]
根据优化目标以及约束条件,构建基于遗传算法的板坯最佳升温曲线模型。
[0035]
可选地,降低加热炉的能耗,由下式(1)表示:
[0036][0037]
其中,k1、k2、k3为加权系数;tf为板坯全程加热时间;tm(tf)为tf处的板坯的平均温度;为目标出炉温度;ts(tf)为tf处的板坯的表面温度;tc(tf)为tf处的板坯的中心
温度;t为加热时间;ts(t)为t处的板坯的表面温度。
[0038]
可选地,必要炉温计算模型,用于根据基于遗传算法的板坯最佳升温曲线模型输出的最佳升温曲线,得到必要炉温曲线。
[0039]
可选地,综合炉温设定模型,用于根据必要炉温计算模型输出的必要炉温曲线,得到各段的综合炉温设定。
[0040]
可选地,延迟炉温设定模型,用于修正轧制节奏、分配板坯剩余在炉时间以及重新计算板坯必要炉温。
[0041]
可选地,加热策略工艺模型,用于根据板坯的必要炉温和加权系数,通过计算板坯的加权平均值确定各段的综合炉温设定。
[0042]
一方面,提供了一种电子设备,所述电子设备包括处理器和存储器,所述存储器中存储有至少一条指令,所述至少一条指令由所述处理器加载并执行以实现上述动态感知加热炉工况的炉温优化方法。
[0043]
一方面,提供了一种计算机可读存储介质,所述存储介质中存储有至少一条指令,所述至少一条指令由处理器加载并执行以实现上述动态感知加热炉工况的炉温优化方法。
[0044]
本发明实施例提供的技术方案带来的有益效果至少包括:
[0045]
上述方案中,充分利用目前各工序信息共享的优势,将来自mes的生产计划、板坯库的备料情况、下游轧线的换辊或延迟情况等均接入加热炉控制系统,并基于高精度的数学模型,动态地判断加热炉工况的变化,以此对炉温设定进行优化,屏蔽了由于操作人员根据工况对炉温进行修正而带来的主观误差。
[0046]
通过本发明,可以解决炉温优化控制系统难以适应复杂工况的痛点,提升炉温优化控制的自动化率,减轻操作人员劳动强度,提高板坯加热质量。
附图说明
[0047]
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0048]
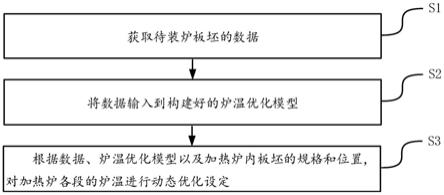
图1是本发明实施例提供的动态感知加热炉工况的炉温优化方法流程示意图;
[0049]
图2是本发明实施例提供的炉温延迟的种类示意图;
[0050]
图3是本发明实施例提供的板坯最佳升温曲线模型流程图;
[0051]
图4是本发明实施例提供的待轧板坯升温曲线对比图;
[0052]
图5是本发明实施例提供的某段综合炉温设定示意图;
[0053]
图6是本发明实施例提供的某产线炉温自动化率示意图;
[0054]
图7是本发明实施例提供的某产线炉温优化投用前后rdt温降比对图;
[0055]
图8是本发明实施例提供的某产线炉温优化投用前均热段炉温干预强度图;
[0056]
图9是本发明实施例提供的某产线炉温优化投用前后均热段炉温干预强度比对图;
[0057]
图10是本发明实施例提供的某产线炉温优化投用前后二加段炉温干预强度比对图;
[0058]
图11是本发明实施例提供的动态感知加热炉工况的炉温优化装置框图;
[0059]
图12是本发明实施例提供的一种电子设备的结构示意图。
具体实施方式
[0060]
为使本发明要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。
[0061]
如图1所示,本发明实施例提供了一种动态感知加热炉工况的炉温优化方法,该方法可以由电子设备实现。如图1所示的动态感知加热炉工况的炉温优化方法流程图,该方法的处理流程可以包括如下的步骤:
[0062]
s1、获取待装炉板坯的数据。
[0063]
其中,数据包括板坯生产计划列表、板坯库管信息、轧线的换辊信息以及对板坯生产节奏的预测。
[0064]
可选地,s1中的板坯生产计划列表包括按板坯生产计划列表中的板坯轧制顺序,整理待装炉的多块板坯信息。
[0065]
一种可行的实施方式中,对即将装炉的板坯信息进行动态感知,可以是mes(manufacturing execution system,制造执行系统)的生产计划或者连铸的成品库信息。通常炉温设定仅考虑炉内板坯的规格和加热曲线,但由于加热炉控制系统大滞后的特点,需要进行前馈控制。通过生产计划,按轧制顺序(出炉的顺序)进行排序,获取前n块板坯的信息,按照加热炉个数的不同,分别参与加热炉各段的炉温优化。
[0066]
举例来说,某厂mes生产计划,可以是包括上半部分的待装炉的计划,下半部分的已装炉的板坯。计划是严格按生产顺序进行排产,因此系统将待产计划接入后,按照装炉顺序即生产顺序,提前参与加热炉预热段的炉温设定计算。这种基于前馈的炉温控制策略,很好地补偿了加热炉炉温pid(proportion integral differential,比例积分微分)闭环控制的滞后性,使得炉温控制具备更好的实时性和鲁棒性。板坯库管信息包括根据板坯库管信息确定待装炉的多块板坯是否已备料。
[0067]
一种可行的实施方式中,实时采集加热炉板坯库和连铸成品库的原料信息,结合mes生产计划,确定冷、热、直装板坯的备料情况。根据目前的生产节奏、加热炉的空位,判断原料是否充足,若出现欠缺,提前进行待料的炉温优化控制。降低某些段的炉温,节约能源降低成本。
[0068]
依据板坯库存和生产节奏,系统判断是否待料,根据待料时间分为短延时和长延时,如图2所示。各段炉温的下降程度和速率,应保证恢复生产后出炉板坯的加热质量能满足轧制工艺要求。延迟策略参数包括各段炉温随延迟时间的下降程度、降温速率、升温速率、炉温下降极限等等,这些参数允许相关维护人员根据生产经验不断优化和改进,从而保证了延迟控制策略的灵活性和对各种工况的适应能力。
[0069]
可选地,实时采集轧线的换辊信息,根据不同的品规分档不同的换辊周期,并根据实际生产数据进行在线优化,确保换辊周期准确。炉温优化系统根据换辊周期,确定换辊坯的范围,从而进行换辊期间炉温的综合设定。如遇特殊情况,换辊坯也可由操作人员指定。
[0070]
一般来讲mes生产计划的排产人员,会根据产线上传的实绩确定换辊坯,并在计划中做标记。但随着临时订单、紧急订单的插入,打乱了原有计划的节奏,导致生产计划的换
辊标记无法满足生产的需求。但在炉温动态设定时,系统需要根据标记来调整炉温,因此在加热炉hmi(human machine interface,人机接口)上提供了指定换辊标记的接口。
[0071]
对板坯生产节奏的预测包括预测待装炉的多块板坯的在炉时间。
[0072]
一种可行的实施方式中,生产节奏的预测,直接影响到板坯在炉时间的长短,也决定着该板坯是否进行“合群”处理。生产节奏依然按品规进行分档,对历史数据进行统计分析,确定节奏的范围,同时在线进行实时更新。控制炉温必须提前预知板坯剩余在炉时间才能对板坯在加热炉各段的温度进行准确设定,如果没有一种能够精确预测板坯,加热炉炉温控制模型将无用武之地。因此精确预报板坯在炉时间至关重要,通过专家知识模型预测在炉时间,能够给炉温控制模型提供准确的时间轴,使模型能够根据实际需求控制炉温。
[0073]
(1)工序能力匹配
[0074]
大多数钢厂由轧线控制出钢节奏,一方面不同钢种规格轧制,下块板坯的出钢时机不同;另一方面,不同钢种规格,轧制道次和轧制速度不同;据此,从工艺角度出发,可以确定出不同钢种规格的最快生产节奏。
[0075]
当加热炉生产能力小于轧机能力时,此时加热炉需要不断趋近轧机最快生产节奏,因此此时需要按照加热炉能够达到的最快生产节奏来确定板坯出钢节奏。当加热炉生产能力大于轧机能力时,根据轧机最大生产能力来确定板坯出钢节奏。
[0076]
(2)加热炉生产模式
[0077]
三炉生产时,加热炉不同出炉目标温度与轧机的匹配程度不同,高目标温度无法满足轧机的需求,此时各段炉温均达到设备上限,据此需要记录其实际出钢间隔。低目标温度大于轧机的需求,同样以轧机最快生产节奏确定出钢间隔。
[0078]
四炉生产时,同样存在少量高目标温度无法满足轧机的需求的钢种规格,此时各段炉温均达到设备上限,据此需要记录其实际出钢间隔。低目标温度大于轧机的需求,需要根据板坯的,同样以轧机最快生产节奏确定出钢间隔。
[0079]
(3)板坯最小在炉时间
[0080]
对于某些质量要求高的板坯,工艺要求最小在炉时间,因此,针对那些未达到最高炉温的,前面认为生产能力大于轧机的规格,但是由于最小再炉时间要求导致无法满足轧机节奏时,此时按最小在炉时间确定其出钢节奏。通过判段各段炉温未达最大、有最小在炉时间要求且出钢间隔大于轧机最快生产节奏,满足该调节时,该钢种规格按照最小在炉时间确定出钢间隔。
[0081]
综上所述,确定板坯出钢节奏时需要分不同生产模式、不同钢种规格根据以上专家机理进行判断,即通过判定该板坯生产过程中,各段炉温是否达到了上限以及是否有最小在炉时间要求来智能判段板坯按照轧机最快节奏、加热炉最大能力、工艺最小在炉时间中的哪种方式来确定出钢间隔。
[0082]
一种可行的实施方式中,感知上述工况的变化后,将其作为炉温优化功能的各个分支集中至算法的主干部分。结合炉内板坯的加热曲线,板坯的位置和权重,综合进行各段炉温的设定。
[0083]
s2、将数据输入到构建好的炉温优化模型。
[0084]
可选地,s2中的炉温优化模型包括基于遗传算法的板坯最佳升温曲线模型、必要炉温计算模型、综合炉温设定模型、延迟炉温设定模型以及加热策略工艺模型。
[0085]
可选地,基于遗传算法的板坯最佳升温曲线模型的构建过程包括:
[0086]
设定优化目标以及约束条件。
[0087]
其中,优化目标包括:出炉时刻板坯的表面温度达到轧制工艺要求的温度;板坯的断面温度差小于给定值;降低加热炉的能耗。
[0088]
根据优化目标以及约束条件,构建基于遗传算法的板坯最佳升温曲线模型。
[0089]
一种可行的实施方式中,将加热炉各区段的炉温作为优化的目标温度。把各控制段的炉温拟合后,可以得到理想的炉温曲线。在板坯的加热过程中,有很多生产目标,不可能将所有的生产目标都考虑在内,主要考虑以下几个主要因素:
[0090]
出炉时,板坯表面的温度达到轧制工艺要求的目标温度;
[0091]
出炉时,板坯的断面温度差小于给定值;
[0092]
降低加热炉的能耗。
[0093]
可选地,降低加热炉的能耗,由下式(1)表示:
[0094][0095]
其中,k1、k2、k3为加权系数;tf为板坯全程加热时间;tm(tf)为tf处的板坯的平均温度;为目标出炉温度;ts(tf)为tf处的板坯的表面温度;tc(tf)为tf处的板坯的中心温度;t为加热时间;ts(t)为t处的板坯的表面温度。
[0096]
上述的炉温优化目标函数的第一项表示对板坯出炉时刻表面温度的要求,体现了出炉时刻板坯的表面温度要达到轧制工艺要求的温度这一指标。
[0097]
第二项体现了出炉时刻对板坯断面温差的要求。
[0098]
根据加热炉生产的工艺要求,如果板坯表面温度对时间的积分值最小,则加热过程的能耗最小,因此第三项体现了对加热炉能耗的要求,加热炉的炉温越高,加热能耗越大。
[0099]
此外,在此优化目标函数中,需要将三个指标进行标准化处理,使他们处于同一数量级,对某项指标要求的程度体现在各项前面的加权系数k1、k2、k3上,某个加权系数越大,则说明对相应的指标要求越高。
[0100]
可选地,约束条件如下:
[0101][0102]
|t
s-t
*
|≤δt
[0103]
t
s-tc≤δt
s(max)
[0104]
t
fmin
(i)≤tf(i)≤t
fmax(i)[0105]
式中,t为加热时间,s;tf为板坯全程加热时间,s;tm(t)为t处的板坯的平均温度,℃;ts(t)为t处的板坯的表面温度,℃;tc(t)为t处的板坯的中心温度,℃;t
*
为目标出炉温度,℃;δt为时间步长,s;δt
vs(max)
为最大升温速率,℃/s;δt为出炉目标最大温差,℃;δt
s(max)
为出炉最大断面温差,℃;tf为炉温,℃;t
fmin
、t
fmax
为炉温上下限,℃;i为炉段,i=1,2,3,
…
,n。
[0106]
上述第一个约束条件表示板坯的升温速率要小于工艺要求的最大升温速率;第二个和第三个约束条件表示对板坯出炉温度和温度均匀性的要求;第四个约束条件表示炉温
设定值要在加热炉的实际生产能力范围之内,即不能超过加热炉的最高设计炉温。系统采用改进型精英策略的遗传算法对炉温进行寻优。
[0107]
设计板坯理想升温曲线时,炉温优化流程如图3所示。
[0108]
s201、生成初始种群;
[0109]
s202、调用板坯升温模型,计算板坯预报温度;
[0110]
s203、计算适应度;
[0111]
s204、判断是否满足迭代停止条件,若是,则确定最优炉温;否则,转去执行s205;
[0112]
s205、保留适应度较大个体,淘汰适应度较小个体;
[0113]
s206、对个体进行选择、交叉以及变异计算;
[0114]
s207、生成新的种群;
[0115]
s208、精英机制;
[0116]
s209、相似性判断,转去执行s203。
[0117]
可选地,必要炉温计算模型,用于根据基于遗传算法的板坯最佳升温曲线模型输出的最佳升温曲线,得到必要炉温曲线。
[0118]
一种可行的实施方式中,根据板坯最佳升温曲线,综合板坯预报温度,确定每块板坯加热到各段出口目标温度所必要的炉温。基于大数据知识决策库,获取各品规各生产工况下的最佳升温曲线从而确定该板坯经历的必要炉温曲线。
[0119]
可选地,综合炉温设定模型,用于根据必要炉温计算模型输出的必要炉温曲线,得到各段的综合炉温设定。
[0120]
一种可行的实施方式中,综合炉温设定模型根据每块板坯的必要炉温和加权系数,通过计算其加权平均值来确定各段的综合炉温设定。
[0121]
加权系数可以考虑板坯的入炉温度、出炉目标温度、必要炉温、碳当量和精轧目标厚度、炉内位置等因素。对于某一加热段,对于最先离开此加热段的板坯,由于它在此加热段内剩余的加热时间最短,因此为尽量满足它在此加热段对设定炉温的需求,其加权系数应该最大。此外,对有特殊要求的品规设置权限无限大。
[0122]
可选地,延迟炉温设定模型,用于修正轧制节奏、分配板坯剩余在炉时间以及重新计算板坯必要炉温。
[0123]
一种可行的实施方式中,延迟包括待轧、待热、故障和休炉,待热是指由于炉温偏低或加热时间不足造成板坯出炉温度不能满足轧制要求而处于待出料状态。炉温设定模型可通过修正轧制节奏,合理分配剩余在炉时间,然后重新计算必要炉温,确保板坯出炉温度和加热质量满足轧制要求。
[0124]
当出现休炉状态时,为防止长时间处于高温状态的板坯出炉时会增加氧化层,影响加热质量,同时增加能耗。立即启动休炉处理模块,按照休炉曲线进行炉温设定。待轧板坯升温曲线对比如图4所示。
[0125]
可选地,加热策略工艺模型,用于根据板坯的必要炉温和加权系数,通过计算板坯的加权平均值确定各段的综合炉温设定。
[0126]
一种可行的实施方式中,系统收到板坯入炉信号,根据轧制计划板坯信息和大数据知识库中加热炉炉况信息模型,从知识决策专家库中选择相应的策略代号,根据该策略代号和板坯炉内位置信息,通过智能推理,建立各段相应的热工制度。综合炉温设定模型根
据每块板坯的必要炉温和加权系数,通过计算其加权平均值来确定各段的综合炉温设定。
[0127]
某段综合炉温设定示意如图5所示,段内有6块板坯,每块板坯依据温度预报模型均有各自到达出段目标温度所需的必要炉温区间,系统基于各品规的优先级别来确定相应权重,为补偿炉温调节的滞后性,仍需考虑与该段上下游相邻段内的2-3快板坯,最终确定该段的综合炉温。
[0128]
s3、根据数据、炉温优化模型以及加热炉内板坯的规格和位置,对加热炉各段的炉温进行动态优化设定。
[0129]
一种可行的实施方式中,通过本发明,某产线炉温自动化率达95%。如图6所示。
[0130]
投用前后rdt(rough delivery temperature,粗轧出口温度)温降基本一致,但rdt温降的标准差有所降低,标准差的平均值降低了2.45,标准差之和降低了44,如图7所示。
[0131]
投用后明显降低了操作人员干预炉温的强度,如图8-10所示。
[0132]
本发明实施例中,充分利用目前各工序信息共享的优势,将来自mes的生产计划、板坯库的备料情况、下游轧线的换辊或延迟情况等均接入加热炉控制系统,并基于高精度的数学模型,动态地判断加热炉工况的变化,以此对炉温设定进行优化,屏蔽了由于操作人员根据工况对炉温进行修正而带来的主观误差。
[0133]
通过本发明,可以解决炉温优化控制系统难以适应复杂工况的痛点,提升炉温优化控制的自动化率,减轻操作人员劳动强度,提高板坯加热质量。
[0134]
如图11所示,本发明实施例提供了一种动态感知加热炉工况的炉温优化装置1100,该装置1100应用于实现动态感知加热炉工况的炉温优化方法,该装置1100包括:
[0135]
获取模块1110,用于获取待装炉板坯的数据;其中,数据包括板坯生产计划列表、板坯库管信息、轧线的换辊信息以及对板坯生产节奏的预测。
[0136]
输入模块1120,用于将数据输入到构建好的炉温优化模型。
[0137]
输出模块1130,用于根据数据、炉温优化模型以及加热炉内板坯的规格和位置,对加热炉各段的炉温进行动态优化设定。
[0138]
可选地,板坯生产计划列表包括按板坯生产计划列表中的板坯轧制顺序,整理待装炉的多块板坯信息。
[0139]
板坯库管信息包括根据板坯库管信息确定待装炉的多块板坯是否已备料。
[0140]
对板坯生产节奏的预测包括预测待装炉的多块板坯的在炉时间。
[0141]
可选地,炉温优化模型包括基于遗传算法的板坯最佳升温曲线模型、必要炉温计算模型、综合炉温设定模型、延迟炉温设定模型以及加热策略工艺模型。
[0142]
可选地,输入模块1120,进一步用于:
[0143]
设定优化目标以及约束条件;其中,优化目标包括:出炉时刻板坯的表面温度达到轧制工艺要求的温度;板坯的断面温度差小于给定值;降低加热炉的能耗;
[0144]
根据优化目标以及约束条件,构建基于遗传算法的板坯最佳升温曲线模型。
[0145]
可选地,降低加热炉的能耗,由下式(1)表示:
[0146][0147]
其中,k1、k2、k3为加权系数;tf为板坯全程加热时间;tm(tf)为tf处的板坯的平均温
度;为目标出炉温度;ts(tf)为tf处的板坯的表面温度;tc(tf)为tf处的板坯的中心温度;t为加热时间;ts(t)为t处的板坯的表面温度。
[0148]
可选地,必要炉温计算模型,用于根据基于遗传算法的板坯最佳升温曲线模型输出的最佳升温曲线,得到必要炉温曲线。
[0149]
可选地,综合炉温设定模型,用于根据必要炉温计算模型输出的必要炉温曲线,得到各段的综合炉温设定。
[0150]
可选地,延迟炉温设定模型,用于修正轧制节奏、分配板坯剩余在炉时间以及重新计算板坯必要炉温。
[0151]
可选地,加热策略工艺模型,用于根据板坯的必要炉温和加权系数,通过计算板坯的加权平均值确定各段的综合炉温设定。
[0152]
本发明实施例中,充分利用目前各工序信息共享的优势,将来自mes的生产计划、板坯库的备料情况、下游轧线的换辊或延迟情况等均接入加热炉控制系统,并基于高精度的数学模型,动态地判断加热炉工况的变化,以此对炉温设定进行优化,屏蔽了由于操作人员根据工况对炉温进行修正而带来的主观误差。
[0153]
通过本发明,可以解决炉温优化控制系统难以适应复杂工况的痛点,提升炉温优化控制的自动化率,减轻操作人员劳动强度,提高板坯加热质量。
[0154]
图12是本发明实施例提供的一种电子设备1200的结构示意图,该电子设备1200可因配置或性能不同而产生比较大的差异,可以包括一个或一个以上处理器(central processing units,cpu)1201和一个或一个以上的存储器1202,其中,存储器1202中存储有至少一条指令,至少一条指令由处理器1201加载并执行以实现下述动态感知加热炉工况的炉温优化方法:
[0155]
s1、获取待装炉板坯的数据;其中,数据包括板坯生产计划列表、板坯库管信息、轧线的换辊信息以及对板坯生产节奏的预测。
[0156]
s2、将数据输入到构建好的炉温优化模型。
[0157]
s3、根据数据、炉温优化模型以及加热炉内板坯的规格和位置,对加热炉各段的炉温进行动态优化设定。
[0158]
在示例性实施例中,还提供了一种计算机可读存储介质,例如包括指令的存储器,上述指令可由终端中的处理器执行以完成上述动态感知加热炉工况的炉温优化方法。例如,计算机可读存储介质可以是rom、随机存取存储器(ram)、cd-rom、磁带、软盘和光数据存储设备等。
[0159]
本领域普通技术人员可以理解实现上述实施例的全部或部分步骤可以通过硬件来完成,也可以通过程序来指令相关的硬件完成,所述的程序可以存储于一种计算机可读存储介质中,上述提到的存储介质可以是只读存储器,磁盘或光盘等。
[0160]
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1