一种高性能叠层结构硬质合金的制备方法
1.本发明涉及一种具有优良综合性能的叠层结构硬质合金的制备方法,属于硬质合金制备技术领域。
背景技术:
2.wc-co类硬质合金具有高的硬度和强度、良好的韧性和优异的耐磨性,广泛应用于金属切削加工、矿山开采、模具制造等领域。硬质合金主要是通过粉末冶金法制备,包括混合料制备、压制成形和烧结致密化三个主要工序。具体来说,首先是按配比称取原料粉末和有机成形剂,对其进行湿磨、喷雾干燥制粒;再将混合料通过模具压制成具有一定形状和结构的生坯;然后将毛坯在一定温度下进行脱脂烧结得到高强度的硬质合金块体材料。硬质合金的高硬度和耐磨性主要源自于wc,而韧性主要得益于于塑性较好的co。由于硬度和韧性在本质上是一对矛盾,因此由wc和co均匀分布构成的均质复相材料在获得高硬度的同时,往往会牺牲掉一部分韧性。随着硬质合金工具服役条件愈发苛刻,这种矛盾特性使得均匀组分的硬质合金难以满足快速发展的现代工业需求。
3.为解决这一矛盾,工业生产中通常会在硬质合金表面通过气相沉积涂覆一定厚度具有更高硬度的ti(c,n)、al2o3等涂层,目前在切削刀具上获得了成熟的应用。或者通过气相扩散、熔渗等工艺构建晶粒尺寸、co含量、碳含量呈梯度分布的双层或三层结构硬质合金,例如用于矿山开采凿岩用的球齿就具有三层结构,最外层和中间层均为wc+γ两相正常组织,但外层的co含量相对更低,内层为wc+γ+η,包含细小、均匀的η缺碳相。然而,对于上述两层或三层结构的硬质合金制品,当最外层因磨损或断裂失效后,合金整体就无法满足实际使用需求。
4.针对上述领域背景和目前存在的技术难题,本发明提出“任意多层结构硬质合金”的概念,结合3d打印技术提供一种具有优良综合性能的叠层结构硬质合金的制备方法。
技术实现要素:
5.本发明提供的制备方法的工艺流程和原理是:利用选区激光烧结设备的双粉仓进行交替铺粉,即铺一层wc-co和尼龙粉,然后铺一层zro
2-co和尼龙粉,使两种组分的粉末依次连续交替堆叠,通过激光照射每层中的尼龙,使其熔化后粘结wc-co或zro
2-co粉末,实现逐层固化成形,进而打印得到所需形状、且双组分连续交替分布的叠层结构硬质合金生坯;然后对生坯进行热压烧结脱除其中作为粘结剂的尼龙,实现合金的完全致密化,从而得到具有高硬度和高韧性的硬质合金材料。
6.本发明提供的一种高性能叠层结构硬质合金的制备方法,其特征在于,包括以下步骤:
7.(1)将zro2粉、co粉、聚乙二醇与去离子水按比例混合制成料浆,然后通过喷雾干燥获得球形粉末,对喷雾干燥粉末进行热处理后,通过筛分得到粒径分布在10-40微米的zro
2-co喂料粉末,其中zro2粉的平均粒径为0.2μm,co粉平均粒径为0.6μm,co在zro
2-co粉
中的质量占比为10%-14%、聚乙二醇占料浆质量比为2%-4%,zro2和co粉占料浆质量比为55%-65%,喷雾造粒粉末的热处理温度为950-1050℃,保温1h;
8.(2)按步骤(1)工艺对wc-co粉末进行团聚造粒,通过筛分得到粒径分布在5-20微米的wc-co喂料粉末,其中wc粉的平均粒径为0.8μm,co占wc-co粉末的质量分数为10%-14%;
9.(3)将步骤(1)和步骤(2)获得的zro
2-co、wc-co喂料粉末分别单独与尼龙粉进行均匀混合,混合后的两种粉末分别置于选区激光烧结打印机的两个储粉仓中,铺粉平台加热至170℃后,两个粉仓开始连续交替铺粉,通过激光照射使每层粉末中的尼龙熔化,将各层中对应的zro
2-co或wc-co粉末粘结成形,逐层堆叠后即可打印得到所需形状、且双组分连续交替分布的叠层结构硬质合金生坯,其中尼龙粉末在每层粉末中的质量占比为4%-6%,每层铺粉厚度为140-160μm,尼龙粉的粒径分布为20-80μm,铺粉平台的升温速率为1.5℃/min;
10.(4)对步骤(3)打印得到的叠层结构硬质合金生坯进行快速热压烧结,终态烧结温度为1170-1230℃,保温时间为2-4min,施加压力为35-45mpa,冷却后即得到具有优良综合性能的双组分连续交替分布的叠层结构硬质合金。
11.本发明方法的技术特色和优势主要有:
12.(1)提出了一种基于3d打印技术构建任意多层结构硬质合金的创新方法,各层的成分结构和层数均任意可调,此方法对于具有特殊结构和功能需求的金属/陶瓷材料的设计制备具有普适性;(2)引入的zro2组元可在室温条件下因应力诱导发生马氏体相变(由四方晶体结构转变为单斜结构),相变产生的体积膨胀可有效抑制或阻碍合金中的裂纹扩展,因此间隔分布的zro
2-co层可提高合金的整体韧性;(3)由于具有“双组分连续交替分布”的组织特征,且每层厚度仅为140-160微米,当外层高耐磨的wc-co层完全磨损脱落后,新的wc-co层会很快作为承载面抵抗外部摩擦作用,使具有这种结构的硬质合金制品不至于短时报废;(4)由于使用了3d打印技术进行逐层打印,因此制品的形状不受限制,可以制备得到常规粉末冶金工艺难以成形的复杂结构的硬质合金零件。(5)本发明解决了传统粉末冶金方法制备的均质结构硬质合金不能满足一些特殊使用需求的问题,通过组织结构的创新设计开发出了同时兼具高硬度和高韧性的硬质合金材料,具有突出的推广应用价值。
附图说明
13.图1、实施例1喷雾干燥获得的wc-co喂料粉末的形貌(a)和zro
2-co喂料粉的形貌(b)。
14.图2、制备的wc-co和zro
2-co交替分布的叠层结构硬质合金的显微组织,其中(a)为实施例1制备的叠层结构硬质合金的显微组织;(b)为实施例2制备的叠层结构硬质合金的显微组织;(c)为实施例3制备的叠层结构硬质合金的显微组织。
15.图3、实施例2制备的叠层结构硬质合金中各层的元素分析结果。
具体实施方式
16.下面结合实施例对本发明作进一步说明,但本发明并不限于以下实施例。
17.实施例1、将平均粒径为0.2μm的zro2粉、平均粒径为0.6μm的co粉、聚乙二醇与去
离子水按比例混合制成料浆,然后通过喷雾干燥获得球形粉末,对喷雾干燥粉末进行热处理后,通过筛分得到粒径分布在10-40微米的zro
2-co喂料粉末,其中co在zro
2-co粉中的质量占比为10%、聚乙二醇占料浆的质量比为2%,zro
2-co粉占料浆质量比为65%,喷雾造粒粉末的热处理温度为950℃,保温1h。按上述同样工艺对wc-co粉末进行团聚造粒,通过筛分得到粒径分布在5-20微米的wc-co喂料粉末,其中初始wc粉的平均粒径为0.8μm,co在wc-co粉中的质量占比为14%。喷雾干燥获得的wc-co、zro
2-co喂料粉的形貌分别如图1中的(a)和(b)所示。将获得的zro
2-co、wc-co喂料粉末分别单独与尼龙粉进行均匀混合,混合后的两种粉末分别置于选区激光烧结打印机的两个储粉仓中,铺粉平台加热至170℃后,两个粉仓开始连续交替铺粉,通过激光照射使每层粉末中的尼龙熔化,将各层中的zro
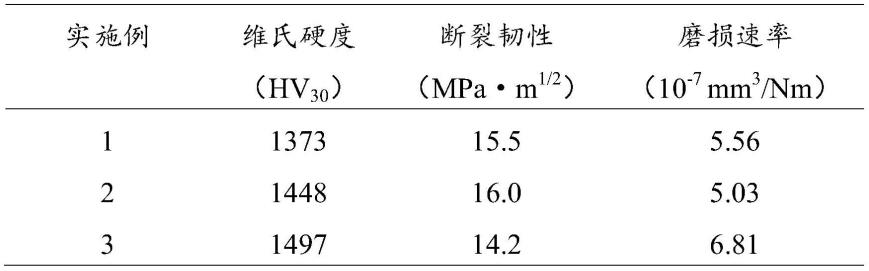
2-co或wc-co粉末粘结成形,逐层堆叠后即可打印得到所需形状、且双组分连续交替分布的叠层结构硬质合金生坯,其中尼龙粉末在每层粉末中的质量占比为4%,每层铺粉厚度为140μm,尼龙粉的粒径分布为20-80μm,铺粉平台的升温速率为1.5℃/min。对打印得到的叠层结构硬质合金生坯进行快速热压烧结,终态烧结温度为1170℃,保温时间为4min,施加压力为45mpa,冷却后即得到具有优良综合性能的双组分连续交替分布的叠层结构硬质合金,其显微组织如图2中(a)所示,表面硬度、韧性和耐磨性测试结果如表1所示。
18.实施例2、将平均粒径为0.2μm的zro2粉、平均粒径为0.6μm的co粉、聚乙二醇与去离子水按比例混合制成料浆,然后通过喷雾干燥获得球形粉末,对喷雾干燥粉末进行热处理后,通过筛分得到粒径分布在10-40微米的zro
2-co喂料粉末,其中co在zro
2-co粉中的质量占比为12%、聚乙二醇占料浆的质量比为3%,zro
2-co粉占料浆质量比为60%,喷雾造粒粉末的热处理温度为1000℃,保温1h。)按上述同样工艺对wc-co粉末进行团聚造粒,通过筛分得到粒径分布在5-20微米的wc-co喂料粉末,其中初始wc粉的平均粒径为0.8μm,co在wc-co粉中的质量占比为12%。将获得的zro
2-co、wc-co喂料粉末分别单独与尼龙粉进行均匀混合,混合后的两种粉末分别置于选区激光烧结打印机的两个储粉仓中,铺粉平台加热至170℃后,两个粉仓开始连续交替铺粉,通过激光照射使每层粉末中的尼龙熔化,将各层中的zro
2-co或wc-co粉末粘结成形,逐层堆叠后即可打印得到所需形状、且双组分连续交替分布的叠层结构硬质合金生坯,其中尼龙粉末在每层粉末中的质量占比为5%,每层铺粉厚度为150μm,尼龙粉的粒径分布为20-80μm,铺粉平台的升温速率为1.5℃/min。对打印得到的叠层结构硬质合金生坯进行快速热压烧结,终态烧结温度为1200℃,保温时间为3min,施加压力为40mpa,冷却后即得到具有优良综合性能的双组分连续交替分布的叠层结构硬质合金,其显微组织如图2中(b)所示,各层中的元素分析结果如图3所示,表面硬度、韧性和耐磨性测试结果如表1所示。
19.实施例3、将平均粒径为0.2μm的zro2粉、平均粒径为0.6μm的co粉、聚乙二醇与去离子水按比例混合制成料浆,然后通过喷雾干燥获得球形粉末,对喷雾干燥粉末进行热处理后,通过筛分得到粒径分布在10-40微米的zro
2-co喂料粉末,其中co在zro
2-co粉中的质量占比为14%、聚乙二醇占料浆的质量比为4%,zro
2-co粉占料浆质量比为55%,喷雾造粒粉末的热处理温度为1050℃,保温1h。)按上述同样工艺对wc-co粉末进行团聚造粒,通过筛分得到粒径分布在5-20微米的wc-co喂料粉末,其中初始wc粉的平均粒径为0.8μm,co在wc-co粉中的质量占比为10%。将获得的zro
2-co、wc-co喂料粉末分别单独与尼龙粉进行均匀混合,混合后的两种粉末分别置于选区激光烧结打印机的两个储粉仓中,铺粉平台加热至
170℃后,两个粉仓开始连续交替铺粉,通过激光照射使每层粉末中的尼龙熔化,将各层中的zro
2-co或wc-co粉末粘结成形,逐层堆叠后即可打印成所需形状、且双组分连续交替分布的叠层结构硬质合金生坯,其中尼龙粉末在每层粉末中的质量占比为6%,每层铺粉厚度为160μm,尼龙粉的粒径分布为20-80μm,铺粉平台的升温速率为1.5℃/min。对打印得到的叠层结构硬质合金生坯进行快速热压烧结,终态烧结温度为1230℃,保温时间为2min,施加压力为35mpa,冷却后即得到具有优良综合性能的双组分连续交替分布的叠层结构硬质合金,其显微组织如图2中(c)所示,表面硬度、韧性和耐磨性测试结果如表1所示。
20.表1不同温度烧结后的叠层结构硬质合金的硬度、韧性和耐磨性
21.
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1