一种变厚度冷轧薄板的罩式退火工艺的制作方法
1.本技术涉及冶金技术,特别涉及一种变厚度冷轧薄板的罩式退火工艺。
背景技术:
2.变厚度冷轧钢板是目前也称为轧制差厚板(或轧制不等厚钢板),其厚度沿长度方向连续变化,一般通过特殊设计的变厚度轧机将等厚度钢卷进行周期变厚度轧制后得到。现有技术中拥有的差厚板生产专利就提出了周期性轧制法来生产变厚度板材,该方法通过单道次轧制可以实现极限厚度比为1:2的变厚度板材,生产效率高。宝钢提出直拉式轧机进行变厚度轧制,从而获得单张的变厚度板材,该方法生产效率低,材料利用率低,但控制灵活,适用于实验研究。
3.目前稳定的变厚度冷轧薄板都是一道次轧制,该方法生产效率高,且控制精度高。虽然从理论上可以采用双道次轧制或多道次轧制,但其难点在于很难实现精确的形状跟踪,产品尺寸精度无法保证。
4.由于轧制过程的设备限制和工艺限制,单道次轧制能够实现的最大厚度变形率一般≤50%,对于强度较低的钢板,最大变形率稍微高一些;对于强度高的钢板,最大变形率稍微低一些。
5.经过变厚度轧制的钢板属于轧硬态,虽然其尺寸满足交货要求,且化学成分没有变化,但对应的力学性能和原始板料截然不同,轧制后的钢板强度会提升,延伸率大幅降低。轧硬态的冷轧变厚度薄板一般不能直接用于后续冲压等加工工序。
技术实现要素:
6.本发明的目的在于提出一种连续退火工艺处理方法,既满足尺寸精度的要求,而且能使得各个变形区的力学性能在罩式退火后都能满足再结晶临界退火基本要求,从而使得退火后力学性能满足终端客户需求。
7.为实现上述目的,本发明提供如下技术方案:
8.本技术实施例公开了一种变厚度冷轧薄板的罩式退火工艺,依次包括如下步骤:
9.s1根据成品厚度分布,选择原料的厚度,确保成品最厚区域压下率大于规定数值;
10.s2将原料钢卷进行第1道次的等厚度轧制,轧制后的厚度略大于成品变厚度板最厚区域厚度;
11.s3将第1道次得到的等厚度钢卷按照变厚度尺寸要求进行第2道次的变厚度轧制,获得尺寸精度和形状都满足要求的变厚度钢卷,第2道次轧制后,各个厚度区域的压下率对应的临界再结晶退火温度差距较小,且第2道次轧制过程压下率均不超过设备极限;
12.s4将第2道次轧制好的变厚度冷轧卷装入罩式退火炉,选择合适的退火工艺,确保高温段的保温温度稍大于临界再结晶退火温度,且保温时间确保钢卷内外温度均匀。
13.优选地,在上述的变厚度冷轧薄板的罩式退火工艺中,步骤s1中,所述规定数值满足对应临界再结晶退火温度要求,对于金相组织为铁素体和珠光体为主的低合金高强钢,
所述规定数值为30%-40%。
14.优选地,在上述的变厚度冷轧薄板的罩式退火工艺中,步骤s1中,若成品变厚度冷轧板的厚度分布为h1-h2-h3,且h1>h2>h3,临界退火再结晶温度对应的压下率为e,则原料厚度值h满足:(h-h1)/h≥e以及h≥h1/(1-e)。
15.优选地,在上述的变厚度冷轧薄板的罩式退火工艺中,步骤s2中,原料钢卷出口厚度=成品变厚度最大厚度+0.05~0.2mm。
16.本发明的优势在于既满足尺寸精度的要求,而且能使得各个变形区的力学性能在罩式退火后都能满足再结晶临界退火基本要求,从而使得退火后力学性能满足终端客户需求。
附图说明
17.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
18.图1为具体实施方式中hc340低合金钢经过变厚度轧制后的金相组织图;
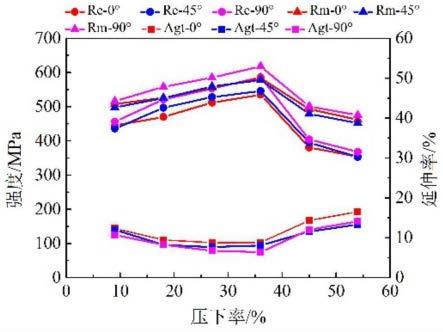
19.图2为具体实施方式中变厚度板退火后的力学性能分布情况。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行详细的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.根据背景技术中的分析,经过变厚度轧制的钢板为轧硬态,无法满足后续冷冲压工序的要求,为了将轧硬态的变厚度钢板的力学性能调整到满足客户要求,需要对其进行退火处理。退火处理离不开退火炉,目前的钢卷退火炉有两种:罩式退火炉和连续退火炉。(1)罩式退火炉加热时间、保温时间以及降温时间均较长,由于钢卷在罩退炉内为成卷摆放,为此工艺灵活性低,适合生产金相组织为铁素体和珠光体为主的低合金高强钢或更低强度的钢种。因为投资小,生产灵活,罩式退火炉在小规模生产中有很强的优势;(2)连续退火炉生产效率高,由于带钢在退火炉内为通过式运动,所以其加热过程、保温过程和冷却过程的工艺参数可根据不同品种需要进行灵活调控,可满足各种强度级别的钢种开发。但连续退火炉设备投资大,产能高,适合产量高的产品生产。
22.目前变厚度冷轧钢板的终端客户主要是汽车行业,产品用于制备汽车上的结构件,实现减重。汽车结构件多规格小批量,属于定制化生产,为此采用罩式退火炉进行生产更加经济,而且行业目前采用的热处理设备正是罩式退火炉。
23.轧制后的钢板从微观角度分析,随压下率增大,其晶粒从最初的等轴晶被逐渐拉长,晶粒界面增多,晶界处的位错塞积,如图1所示。
24.退火的目的就是使变形晶粒尽量恢复到原始态。在高温作用下,变形晶粒会发生两种变化:回复和再结晶。再结晶就是在再结晶温度以上时,晶界处或晶粒内部通过形核得
到新的无缺陷晶粒,然后逐渐长大,其最终晶粒大小与保温温度和保温时间有关。通过再结晶退火可以获得较好的力学性能。回复在再结晶温度以下发生,晶界和晶粒内部的位错、空位等晶格缺陷数量逐渐减小,该过程不会改变变形晶粒形貌,其力学性能和原始未加工的钢板有很大差距。
25.将硬化态钢板发生再结晶对应的温度称为临界再结晶退火温度。实践和理论证明,不同的变形程度对应的再结晶退火不同,压下率越大,对应的临界再结晶退火温度越低,对于hc340la低合金高强钢而言,10%压下率和50%压下率对应的临界再结晶退火温度相差150℃左右。
26.罩式退火退火炉在执行退火工艺时,只能按照一个固定的工艺执行。如果温度偏低,则只有压下率大的区域才能发生再结晶,而压下率低的区域只能发生回复,退火后的力学性能差异较大。如果提高退火温度到较高温度,则压下率大的区域再结晶晶粒偏大,强度偏低,力学性能也满足不了要求,如图2。详细分析,可看出只要压下率>35-40%,不同压下率对应的临界再结晶退火温度基本差距较小,选择合适的退火工艺后对应的力学性能就满足客户要求,且均匀性较好。
27.根据前面分析,要获得力学性能满足要求的变厚度冷轧钢板面临两个制约条件:
28.(1)通过单道次获得的变厚度钢板,极限最大压下率为50-60%之间,成品变厚度钢板的厚度分布一般也是按照这个范围设计,即最薄区厚度和最厚区厚度的比值一般大于1:2。这意味着小比值变厚度冷轧钢板的最厚区压下率可能很小,一般<10%。
29.(2)罩式退火工艺的制约,在罩式退火炉内,钢卷是成卷堆放,其加热、保温和降温过程,温度的变化非常缓慢,而且工艺只能按照一个固定的工艺路径实施,这意味着很难选择一个合适的退火工艺满足不同压下率的临界再结晶温度要求。
30.上述制约条件的症结在于如何使得变厚度钢板的所有区域变形率均大于一个合适压下率(对于低合金高强钢而言,这个数值在30-40%之间)。为此本专利提出特殊的双道次轧制方法,第一道次为等厚度轧制,第2道次为变厚度轧制,这样确保第1道次得到的等厚度钢卷不会对尺寸控制产生不利影响。而且超过这个合适压下率后,变厚度冷轧钢板所有厚度区域对应临界再结晶退火温度差距不大。
31.具体步骤如下:
32.步骤一:根据成品厚度分布,选择原料厚度,确保成品最厚区域(对应压下率最小)压下率大于规定数值(确保该规定数值对应临界再结晶退火温度满足要求,该数值根据不同钢种要求做实验确定,对于金相组织为铁素体和珠光体为主的低合金高强钢(典型的如hc260-hc420)而言,该数值为30%-40%。)。
33.例:假如某成品变厚度冷轧板的厚度分布为h1-h2-h3,且h1>h2>h3,临界退火再结晶温度对应的压下率为e,则原料厚度值h应该满足:
34.(h-h1)/h≥e以及h≥h1/(1-e)。
35.步骤二:将原料钢卷进行第1道次的等厚度轧制,轧制后的厚度略大于成品变厚度板最厚区域厚度,即将原料厚度h轧制到h0,一般有:
36.出口厚度=成品变厚度最大厚度+0.05~0.2mm(即h0=h1+0.05~0.2mm)
37.步骤三:将第1道次得到的等厚度钢卷按照变厚度尺寸要求进行第2道次的变厚度轧制,获得尺寸精度和形状都满足要求的变厚度钢卷。第2道次轧制后,各个厚度区域的压
下率对应的临界再结晶退火温度差距较小,且第2道次轧制过程压下率均不超过设备极限。
38.步骤四:将第2道次轧制好的变厚度冷轧卷装入罩式退火炉,选择合适的退火工艺,确保高温段的保温温度稍大于临界再结晶退火温度,且保温时间确保钢卷内外温度均匀。
39.按照上述工艺得到的钢卷在出炉后,即可得到尺寸精度高,力学性能相对均匀,且满足客户要求的变厚度冷轧钢板。
40.本实施方式只是对本专利的示例性说明而并不限定它的保护范围,本领域人员还可以对其进行局部改变,只要没有超出本专利的精神实质,都视为对本专利的等同替换,都在本专利的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1