一种工程机械齿轮用钢18CrNiMo7-6的制造方法与流程
mno 0.6%~1.0%;
25.(3)真空脱气:采用vd炉精炼,抽真空过程中氩气流量70~90nl/min,真空度达 到100pa时开始计时,保证真空时间15min以上,复压后“软吹氩”搅拌时间≥15min; 实测h含量控制在0.7~1.5ppm;控制b含量<5ppm;
26.(4)模铸:模铸时采用氩气保护浇注,铸锭立即入坑缓冷,入坑温度在550℃以上;
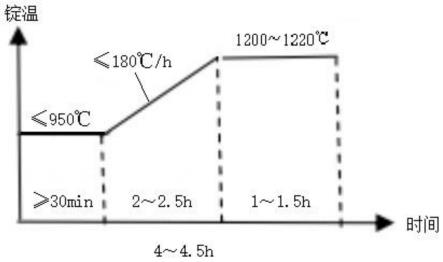
27.(5)加热:铸锭冷装入炉,如图1所示,均热炉的预热段温度≤950℃,保温≥30min; 加热段升温速度≤180℃/h,升温2~2.5h,升温到1200℃~1220℃,均温1~1.5h;
28.(6)热轧:采用bd初轧机开坯,轧制11道次以上,得到热轧圆钢;
29.(7)保温:轧件入坑缓冷,入坑温度≥550℃,出坑温度≤200℃,保温时间≥48h。
30.所述步骤(1)中,电炉冶炼采用60%~70%铁水与20%~30%的废钢进行冶炼;采用三 相电极进行升温。
31.所述步骤(1)中,铁合金加入量:铝铁2.6~2.7kg/t,中锰3.3~3.5kg/t,低碳 铬铁6.7~7kg/t。
32.所述步骤(6)中,轧制压下量控制为:第1道次78~82mm,第2道次78~82mm,第 3道次93~97mm,第4道次83~87mm,第5道次71~75mm,第6道次80~84mm,第7道 次64~68mm,第8道次76~80mm,第9道次30~34mm,第10道次33~37mm,第11道次 73~77mm。
33.所述热轧圆钢的直径
34.软吹氩以渣面微动、钢水不裸露为准。为了控制钢中b含量,真空脱气全程不得带入 b合金,并加强硼铁及硼线的管控,避免带入钢中影响钢材末端淬透性。轧件入坑缓冷的 作用是消除应力,延长氢扩散时间,进一步降低钢材中的氢含量。
35.本发明中,未标明的含量均为质量含量。
36.以下实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的 操作过程,但本发明的保护范围不限于下述的实施例。
37.【实施例】
38.本实施例中,工程机械齿轮用钢18crnimo7-6的主要化学成分如表1所示,余量为 fe及不可避免杂质。
39.表1钢中主要化学成分/%
40.实施例牌号csimnpsaltcrnimocu118crnimo7-6fphh0.170.240.670.0120.0280.0261.551.420.260.26218crnimo7-6fphh0.210.310.730.0160.0260.0411.741.470.270.27318crnimo7-6fphh0.190.180.540.0030.0270.0351.521.580.310.21418crnimo7-6fphh0.180.260.520.0070.0260.0381.621.540.260.26518crnimo7-6fphh0.200.320.760.0130.0280.0541.771.430.300.18618crnimo7-6fphh0.160.380.850.0220.0270.0441.681.640.320.12
41.本实施例中,工程机械齿轮用钢18crnimo7-6的工艺过程参数如表2所示,成品检验 结果(包括低倍组织缺陷评级及末端淬透性)如表3-4所示。
42.表2主要工艺参数
[0043][0044]
表3低倍组织缺陷评级
[0045][0046]
表4末端淬透性
[0047][0048]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任 何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发 明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
技术特征:
1.一种工程机械齿轮用钢18crnimo7-6的制造方法,其特征在于,钢中化学成分按质量百分比计为c:0.15%~0.21%,si:0.15%~0.40%,mn:0.50%~0.90%,p≤0.025%,s:0.025%~0.030%,alt:0.020%~0.060%,cr:1.50%~1.80%,ni:1.40%~1.70%,mo:0.25%~0.35%,cu≤0.30%,其余为fe及不可避免的杂质;生产工艺包括高炉制备铁水、电炉冶炼、lf炉精炼、真空脱气、模铸、加热、热轧及保温;其中:(1)电炉冶炼:出钢温度控制在1670℃~1680℃,出钢终点c:0.04%~0.10%,ni:1.50%~1.80%,p≤0.010%,出钢量达到1/4~1/3时,加入渣料、预脱氧剂、铁合金;(2)lf炉精炼:lf炉精炼时长80~90min;采用石灰造白渣脱氧去夹杂,白渣熔炼时间为20~30min,钢包底吹氩搅拌,氩气压力为0.2~0.4mpa;控制白渣碱度为6~12,渣量为12~15kg/t;精炼过程中根据取样化学成分值进行补加石灰、增碳、加合金操作,采用铝粒与碳化硅的混合脱氧剂进行脱氧,出站喂钙线进行钙处理;lf炉初渣成分:cao 56%~61%,al2o
3 21.5%~23.0%,sio
2 8.9%~12.3%,mgo 9.8%~11.6%,feo 0.6%~1.2%,mno 0.6%~1.0%;(3)真空脱气:采用vd炉精炼,抽真空过程中氩气流量70~90nl/min,真空度达到100pa时开始计时,保证真空时间15min以上,复压后“软吹氩”搅拌时间≥15min;实测h含量控制在0.7~1.5ppm;控制b含量<5ppm;(4)模铸:模铸时采用氩气保护浇注,铸锭立即入坑缓冷,入坑温度在550℃以上;(5)加热:铸锭冷装入炉,均热炉的预热段温度≤950℃,保温≥30min;加热段升温速度≤180℃/h,升温2~2.5h,升温到1200℃~1220℃,均温1~1.5h;(6)热轧:采用bd初轧机开坯,轧制11道次以上,得到热轧圆钢;(7)保温:轧件入坑缓冷,入坑温度≥550℃,出坑温度≤200℃,保温时间≥48h。2.根据权利要求1所述的一种工程机械齿轮用钢18crnimo7-6的制造方法,其特征在于,所述步骤(1)中,电炉冶炼采用60%~70%铁水与20%~30%的废钢进行冶炼;采用三相电极进行升温。3.根据权利要求1所述的一种工程机械齿轮用钢18crnimo7-6的制造方法,其特征在于,所述步骤(1)中,铁合金加入量:铝铁2.6~2.7kg/t,中锰3.3~3.5kg/t,低碳铬铁6.7~7kg/t。4.根据权利要求1所述的一种工程机械齿轮用钢18crnimo7-6的制造方法,其特征在于,所述步骤(6)中,轧制压下量控制为:第1道次78~82mm,第2道次78~82mm,第3道次93~97mm,第4道次83~87mm,第5道次71~75mm,第6道次80~84mm,第7道次64~68mm,第8道次76~80mm,第9道次30~34mm,第10道次33~37mm,第11道次73~77mm。5.根据权利要求1所述的一种工程机械齿轮用钢18crnimo7-6的制造方法,其特征在于,所述
技术总结
本发明涉及一种工程机械齿轮用钢18CrNiMo7-6的制造方法,钢中化学成分按质量百分比计为C:0.15%~0.21%,Si:0.15%~0.40%,Mn:0.50%~0.90%,P≤0.025%,S:0.025%~0.030%,Alt:0.020%~0.060%,Cr:1.50%~1.80%,Ni:1.40%~1.70%,Mo:0.25%~0.35%,Cu≤0.30%,其余为Fe及不可避免的杂质;生产工艺包括高炉制备铁水、电炉冶炼、LF炉精炼、真空脱气、模铸、加热、热轧及保温;本发明使所生产的齿轮钢具有较低的[H]含量,消除了白点缺陷和应力裂纹,并使最终产品的表面质量、力学性能优良,成品钢材的低倍组织、非金属夹杂物、末端淬透性指标稳定达标,完全满足用户使用需求。全满足用户使用需求。全满足用户使用需求。
技术研发人员:宋铁鹏 王德勇 齐锐 卢秉军 齐峰 阚开 赵千水
受保护的技术使用者:本钢板材股份有限公司
技术研发日:2022.05.31
技术公布日:2022/8/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1