一种耐火材料砖磨削量准确性好的磨削装置的制作方法
一种耐火材料砖磨削量准确性好的磨削装置
【技术领域】
1.本发明涉及耐火材料砖加工的技术领域,特别是一种耐火材料砖磨削量准确性好的磨削装置的技术领域。
背景技术:
2.耐火材料广泛用于冶金、化工、石油、机械制造、硅酸盐、动力等工业领域,在冶金工业中用量最大,占总产量的50%~60%,耐火材料应用于钢铁、有色金属、玻璃、水泥、陶瓷、石化、机械、锅炉、轻工、电力、军工等国民经济的各个领域,是保证上述产业生产运行和技术发展必不可少的基本材料,在高温工业生产发展中起着不可替代的重要作用,耐火材料广泛用于冶金、化工、石油、机械制造、硅酸盐、动力等工业领域,在冶金工业中用量最大,占总产量的50%~60%。在对耐火材料(如:耐火砖)进行生产加工的时候,需要对其表面进行磨削加工。
3.申请号为cn201810306236.6的中国专利一种耐火材料砖磨削加工装置,将需要磨削的耐火材料砖放置在磨削工作台上,夹板对耐火材料砖进行固定,驱动电机驱动移动座在滑杆上移动,移动座带动磨削工作台在导轨上移动,磨削电机驱动打磨盘对磨削工作台上的耐火材料砖进行磨削,但是打磨盘在磨削过程中会出现磨损厚度变薄,造成磨削量准确性差,该专利没有相关技术特征解决打磨盘磨损变薄后造成磨削量准确性差的技术问题。
技术实现要素:
4.本发明的目的就是解决现有技术中的问题,提出一种耐火材料砖磨削量准确性好的磨削装置,能够不受砂轮磨盘磨损的影响,磨削量准确性好。
5.为实现上述目的,本发明提出了一种耐火材料砖磨削量准确性好的磨削装置,包括磨削机构、驱动机构和工作台,所述工作台上设有驱动机构,所述驱动机构上设有磨削机构,所述磨削机构包括磨削驱动电机、安装座、砂轮座、砂轮磨盘、若干滑动轴、若干弹簧、衔铁、支座和电磁铁,所述磨削驱动电机的驱动端穿过支座并设有安装座,所述安装座上穿设有滑动轴,所述滑动轴远离支座的一端设有砂轮座,所述砂轮座上设有砂轮磨盘,所述滑动轴靠近支座的一端设有衔铁,所述支座上设有吸引衔铁用的电磁铁,所述砂轮座与安装座之间的滑动轴上均套设有弹簧。
6.作为优选,所述工作台上设有与砂轮磨盘相对应的料斗,所述料斗的输出端与吸尘器的输入端连通。
7.作为优选,所述料斗的内壁设有缓冲层。
8.作为优选,所述驱动机构包括两个直线导轨i、滑动座i和伺服电动缸i,所述两个直线导轨i上设有滑动座i,所述伺服电动缸i的驱动端与滑动座i固定连接。
9.作为优选,所述工作台上设有送料机构用于将耐火材料砖送往砂轮磨盘处。
10.作为优选,所述送料机构包括气缸、两个直线导轨ii、滑动座ii、框体、压紧机构和
定位机构,所述两个直线导轨ii上设有滑动座ii,所述气缸的驱动端与滑动座ii固定连接,所述滑动座ii上设有定位机构和可转动的框体,所述框体的前后两端均设有与定位机构相配合的插接槽,所述框体远离滑动座ii的一端设有压紧机构。
11.作为优选,所述压紧机构包括伺服电动缸ii、压紧板和橡胶垫,所述伺服电动缸ii的驱动端设有位于框体内的压紧板,所述压紧板的下端设有橡胶垫。
12.作为优选,所述定位机构包括支座和设在支座上的弹簧插销。
13.本发明的有益效果:本发明通过将磨削驱动电机的驱动端穿过支座并设有安装座,所述安装座上穿设有滑动轴,所述滑动轴远离支座的一端设有砂轮座,所述砂轮座上设有砂轮磨盘,所述滑动轴靠近支座的一端设有衔铁,所述支座上设有吸引衔铁用的电磁铁,所述砂轮座与安装座之间的滑动轴上均套设有弹簧,在每次磨削前,使砂轮磨盘与耐火材料砖的磨削面接触,然后电磁铁停止工作,通过弹簧的作用实现磨削进给,直到衔铁与安装座接触,此时,磨削进给停止,完成磨削。与现有技术相比,能够不受砂轮磨盘磨损的影响,磨削量准确性好。
14.本发明的特征及优点将通过实施例结合附图进行详细说明。
【附图说明】
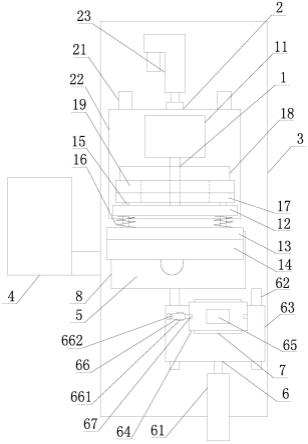
15.图1是本发明一种耐火材料砖磨削量准确性好的磨削装置的结构示意图;
16.图2是压紧机构设在框体上的结构示意图。
17.图中:1-磨削机构、2-驱动机构、3-工作台、4-吸尘器、5-缓冲层、6-送料机构、7-耐火材料砖、8-料斗、11-磨削驱动电机、12-安装座、13-砂轮座、14-砂轮、15-滑动轴、16-弹簧、17-衔铁、18-支座、19-电磁铁、21-直线导轨i、22-滑动座i、23-伺服电动缸i、61-气缸、62-直线导轨ii、63-滑动座ii、64-框体、65-压紧机构、66-定位机构、67-插接槽、651-伺服电动缸ii、652-压紧板、653-橡胶垫、661-支座、662-弹簧插销。
【具体实施方式】
18.参阅图1、2,本发明一种耐火材料砖磨削量准确性好的磨削装置,包括磨削机构1、驱动机构2和工作台3,所述工作台3上设有驱动机构2,所述驱动机构2上设有磨削机构1,所述磨削机构1包括磨削驱动电机11、安装座12、砂轮座13、砂轮磨盘14、若干滑动轴15、若干弹簧16、衔铁17、支座18和电磁铁19,所述磨削驱动电机11的驱动端穿过支座18并设有安装座12,所述安装座12上穿设有滑动轴15,所述滑动轴15远离支座18的一端设有砂轮座13,所述砂轮座13上设有砂轮磨盘14,所述滑动轴15靠近支座18的一端设有衔铁17,所述支座18上设有吸引衔铁17用的电磁铁19,所述砂轮座13与安装座12之间的滑动轴15上均套设有弹簧16,所述工作台2上设有与砂轮磨盘14相对应的料斗8,所述料斗8的输出端与吸尘器4的输入端连通,所述料斗8的内壁设有缓冲层5,所述驱动机构2包括两个直线导轨i21、滑动座i22和伺服电动缸i23,所述两个直线导轨i21上设有滑动座i22,所述伺服电动缸i23的驱动端与滑动座i22固定连接,所述工作台2上设有送料机构6用于将耐火材料砖7送往砂轮磨盘14处,所述送料机构6包括气缸61、两个直线导轨ii62、滑动座ii63、框体64、压紧机构65和定位机构66,所述两个直线导轨ii62上设有滑动座ii63,所述气缸61的驱动端与滑动座ii63固定连接,所述滑动座ii63上设有定位机构66和可转动的框体64,所述框体64的前后
两端均设有与定位机构66相配合的插接槽67,所述框体64远离滑动座ii63的一端设有压紧机构65,所述压紧机构65包括伺服电动缸ii651、压紧板652和橡胶垫653,所述伺服电动缸ii651的驱动端设有位于框体64内的压紧板652,所述压紧板652的下端设有橡胶垫653,所述定位机构66包括支座661和设在支座661上的弹簧插销662。
19.本发明工作过程:
20.本发明一种耐火材料砖磨削量准确性好的磨削装置在工作过程中,将耐火材料砖7放置在框体64内,然后启动伺服电动缸ii651带动压紧板652,压紧板652带动橡胶垫653对耐火材料砖7压紧固定,然后启动气缸61推动滑动座ii63向砂轮磨盘14靠拢运动,滑动座ii63带动其上的部件一同运动,直到气缸61的活塞杆完全伸出,然后启动伺服电动缸i23的推杆伸出推动滑动座i22,滑动座i22带动磨削机构1运动直到砂轮磨盘14与耐火材料砖7磨削面接触,此时,伺服电动缸i23停止工作,然后启动磨削驱动电机11工作,磨削驱动电机11带动安装座12转动,安装座12通过滑动轴15带动砂轮座13转动,砂轮座13带动砂轮磨盘14转动进行磨削,然后电磁铁19停止工作,此时,砂轮座13在弹簧16的作用下远离安装座12运动,砂轮座13带动砂轮磨盘14磨削进给,当衔铁17与安装座12接触时,磨削进给停止,完成磨削。待磨削完成后,磨削驱动电机11停止工作,同时启动电磁铁19和伺服电动缸i23,电磁铁19吸引衔铁17,衔铁17通过滑动轴15带动砂轮座13向安装座12靠拢回位运动,伺服电动缸i23拉动滑动座22带动磨削机构1回位,然后气缸61的活塞杆缩回带动滑动座ii63回位运动,然后拉动弹簧插销662的插销从相应的插接槽67内移除,然后转动框体64使其转动180度,然后将弹簧插销662的插销插入相应的插接槽67内,实现对耐火材料砖7的磨削面更换,然后即可再次进行磨削。
21.上述实施例是对本发明的说明,不是对本发明的限定,任何对本发明简单变换后的方案均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1