一种轴承套圈冷挤压模具热处理工艺
1.本发明涉及热处理技术领域,尤其涉及一种轴承套圈冷挤压模具热处理工艺。
背景技术:
2.冷挤压是精密塑性体积成形技术中的一个重要组成部分。冷挤压模具是指在冷态下将金属毛坯放入的模具,型腔内在强大的压力和一定的速度作用下,迫使金属从模腔中挤出,从而获得所需形状、尺寸以及具有一定力学性能的挤压件。显然,冷挤压加工是靠模具来控制金属流动,靠金属体积的大量转移来成形零件的。
3.现有技术中,轴承圈套就是利用冷挤压模具进行生产的,为了达到模具所需的硬度,我们需要对冷挤压模具进行退火、正火、淬火和回火等热处理步骤激发金属的特性,为了使冷挤压模具的硬度更强,人们开始寻找更为优异的原料,但原料的改变会带来更高的支出,如何在节省成本支出的同时使冷挤压模具性能提高成了我们需要考虑的问题。
技术实现要素:
4.本发明公开一种轴承套圈冷挤压模具热处理工艺,旨在解决如何在节省成本支出的同时使冷挤压模具性能提高的技术问题。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种轴承套圈冷挤压模具热处理工艺,包括以下具体步骤:
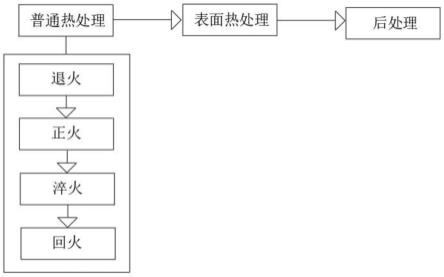
7.s1:普通热处理:通过加热、保温和冷却等手段对冷挤压模具进行整体的热处理;
8.s2:表面热处理:对冷挤压模具的表面加热进行处理;
9.s3:后处理:对普通热处理和表面热处理后的冷挤压模具进行处理;
10.所述s1中,普通热处理包括以下具体步骤:
11.s11:退火:对冷挤压模具进行退火处理;
12.s12:正火:对冷挤压模具进行正火处理;
13.s13:淬火:对冷挤压模具进行淬火处理;
14.s14:回火:对冷挤压模具进行回火处理;
15.所述s11中,退火包括以下具体步骤:
16.s111:震荡加热:对冷挤压模具进行加热,并在加热过程中使其震荡;
17.s112:保温:使加热后的冷挤压模具保持在加热后的温度下;
18.s113:盐浴:利用盐浴的方法使冷挤压模具慢速降温;
19.所述s13中,淬火包括以下具体步骤:
20.s131:制备降温液:制备快速降温所需的足量降温液,并置于降温槽中;
21.s132:二次震荡加热:对冷挤压模具进行二次加热,且同样在加热过程中使其震荡;
22.s133:快速降温:将冷挤压模具放置于降温槽中,利用降温槽中的降温液使冷挤压模具快速降温;
23.s134:滤水:同时将降温槽底端打开,使降温液快速滤出。
24.通过在退火和淬火处理中利用震荡加热和二次震荡加热在加热过程中使冷挤压模具进行震荡,从而使冷挤压模具中的晶体也产生震荡,从而减缓加热过程中晶体吞食速度,从而保证晶体的数量,也进一步控制晶体的扩大,强化冷挤压模具的硬度性能,同时通过将冷挤压模具放置于降温槽中,利用降温槽中的降温液使冷挤压模具快速降温,其中冷挤压模具统一平放于降温槽中,利用降温槽中的降温液包裹冷挤压模具快速降温,其中降温槽中设置有滤网,冷挤压模具放置于滤网之上,且降温液在降温槽中往复流动,当滤水时,将降温槽底端打开,使降温液可快速滤出,从而保证所有冷挤压模具能同一时间脱离降温液,保证每个冷挤压模具的质量一致。
25.在一个优选的方案中,所述s111中,震荡加热的具体实施方式为利用加热炉对冷挤压模具进行加热,使其温度达到临界温度之上的30-50℃,同时在加热过程中,利用机器使冷挤压模具在加热过程中反复弹跳,所述s132中,二次震荡加热的具体实施方式为利用加热炉对冷挤压模具进行加热,使其温度达到临界温度之上的40-60℃,同样在加热过程中,利用机器使冷挤压模具在加热过程中反复弹跳,所述s133中,快速降温的具体实施方式为将冷挤压模具统一平放于降温槽中,利用降温槽中的降温液包裹冷挤压模具快速降温,其中降温槽中设置有滤网,冷挤压模具放置于滤网之上,且降温液在降温槽中往复流动;
26.所述s2中,表面热处理包括以下具体步骤:
27.s21:调制处理:对冷挤压模具的表面进行高温回火处理;
28.s22:原料制备:制备渗氮所需的气体原料;
29.s23:加热:将原料制备中的气体原料进行加热,产生活性氮原子;
30.s24:渗氮:使活性氮原子被冷挤压模具的表面所吸收,并向内部扩散形成渗氮层;
31.所述s22中,原料制备中的原料包括有氨气与催化气体,其中氨气与催化气体混合均匀,且氨气与催化气体的质量比为10:1。
32.通过设置有渗氮,通过将原料制备中氨气与催化气体混合的气体原料进行加热,产生活性氮原子,再将原料制备中的气体原料进行加热,产生活性氮原子,使活性氮原子被冷挤压模具的表面所吸收,并向内部扩散形成渗氮层,从而增强冷挤压模具表面硬度,同时在催化气体的作用下,进一步活化了氮原子的活性,从而提高渗氮效果。
33.在一个优选的方案中,所述s3,后处理包括以下具体步骤:
34.s31:打磨:对冷挤压模具的边缘进行打磨,使其边缘趋向柔滑;
35.s32:镀膜:利用惰性气体在冷挤压模具的外周进行镀膜;
36.s33:二次镀膜:二次利用惰性气体在冷挤压模具的外周进行镀膜;
37.s34:风干:利用微风使冷挤压模具表面的镀膜风干;
38.所述s32和s33中的镀膜材质为钛、锆金属混合物。
39.通过设置有镀膜和二次镀膜,在冷挤压模具的表面镀上钛、锆金属混合物,从而进一步提高冷挤压模具的耐磨性能,保障冷挤压模具的使用寿命。
40.由上可知,一种轴承套圈冷挤压模具热处理工艺,包括以下具体步骤:
41.s1:普通热处理:通过加热、保温和冷却等手段对冷挤压模具进行整体的热处理;
42.s2:表面热处理:对冷挤压模具的表面加热进行处理;
43.s3:后处理:对普通热处理和表面热处理后的冷挤压模具进行处理;
44.所述s1中,普通热处理包括以下具体步骤:
45.s11:退火:对冷挤压模具进行退火处理;
46.s12:正火:对冷挤压模具进行正火处理;
47.s13:淬火:对冷挤压模具进行淬火处理;
48.s14:回火:对冷挤压模具进行回火处理;
49.所述s11中,退火包括以下具体步骤:
50.s111:震荡加热:对冷挤压模具进行加热,并在加热过程中使其震荡;
51.s112:保温:使加热后的冷挤压模具保持在加热后的温度下;
52.s113:盐浴:利用盐浴的方法使冷挤压模具慢速降温;
53.所述s13中,淬火包括以下具体步骤:
54.s131:制备降温液:制备快速降温所需的足量降温液,并置于降温槽中;
55.s132:二次震荡加热:对冷挤压模具进行二次加热,且同样在加热过程中使其震荡;
56.s133:快速降温:将冷挤压模具放置于降温槽中,利用降温槽中的降温液使冷挤压模具快速降温;
57.s134:滤水:同时将降温槽底端打开,使降温液快速滤出。本发明提供的轴承套圈冷挤压模具热处理工艺具有最大化利用热处理工艺,强化冷挤压模具的硬度性能的技术效果。
附图说明
58.图1为本发明提出的一种轴承套圈冷挤压模具热处理工艺的整体结构示意图。
59.图2为本发明提出的一种轴承套圈冷挤压模具热处理工艺的退火结构示意图。
60.图3为本发明提出的一种轴承套圈冷挤压模具热处理工艺的淬火结构示意图。
61.图4为本发明提出的一种轴承套圈冷挤压模具热处理工艺的表面热处理结构示意图。
62.图5为本发明提出的一种轴承套圈冷挤压模具热处理工艺的后处理结构示意图。
具体实施方式
63.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
64.本发明公开的一种轴承套圈冷挤压模具热处理工艺主要应用于冷挤压模具热处理的场景。
65.参照图1-图3,一种轴承套圈冷挤压模具热处理工艺,包括以下具体步骤:
66.s1:普通热处理:通过加热、保温和冷却等手段对冷挤压模具进行整体的热处理;
67.s2:表面热处理:对冷挤压模具的表面加热进行处理;
68.s3:后处理:对普通热处理和表面热处理后的冷挤压模具进行处理;
69.s1中,普通热处理包括以下具体步骤:
70.s11:退火:对冷挤压模具进行退火处理;
71.s12:正火:对冷挤压模具进行正火处理;
72.s13:淬火:对冷挤压模具进行淬火处理;
73.s14:回火:对冷挤压模具进行回火处理;
74.s11中,退火包括以下具体步骤:
75.s111:震荡加热:对冷挤压模具进行加热,并在加热过程中使其震荡;
76.s112:保温:使加热后的冷挤压模具保持在加热后的温度下;
77.s113:盐浴:利用盐浴的方法使冷挤压模具慢速降温;
78.s13中,淬火包括以下具体步骤:
79.s131:制备降温液:制备快速降温所需的足量降温液,并置于降温槽中;
80.s132:二次震荡加热:对冷挤压模具进行二次加热,且同样在加热过程中使其震荡;
81.s133:快速降温:将冷挤压模具放置于降温槽中,利用降温槽中的降温液使冷挤压模具快速降温;
82.s134:滤水:同时将降温槽底端打开,使降温液快速滤出。
83.参照图2,在一个优选的实施方式中,s111中,震荡加热的具体实施方式为利用加热炉对冷挤压模具进行加热,使其温度达到临界温度之上的30-50℃,同时在加热过程中,利用机器使冷挤压模具在加热过程中反复弹跳。
84.参照图3,在一个优选的实施方式中,s132中,二次震荡加热的具体实施方式为利用加热炉对冷挤压模具进行加热,使其温度达到临界温度之上的40-60℃,同样在加热过程中,利用机器使冷挤压模具在加热过程中反复弹跳。
85.参照图3,在一个优选的实施方式中,s133中,快速降温的具体实施方式为将冷挤压模具统一平放于降温槽中,利用降温槽中的降温液包裹冷挤压模具快速降温,其中降温槽中设置有滤网,冷挤压模具放置于滤网之上,且降温液在降温槽中往复流动。
86.参照图4,在一个优选的实施方式中,s2中,表面热处理包括以下具体步骤:
87.s21:调制处理:对冷挤压模具的表面进行高温回火处理;
88.s22:原料制备:制备渗氮所需的气体原料;
89.s23:加热:将原料制备中的气体原料进行加热,产生活性氮原子;
90.s24:渗氮:使活性氮原子被冷挤压模具的表面所吸收,并向内部扩散形成渗氮层。
91.参照图4,在一个优选的实施方式中,s22中,原料制备中的原料包括有氨气与催化气体,其中氨气与催化气体混合均匀,且氨气与催化气体的质量比为10:1,通过设置有渗氮,通过将原料制备中氨气与催化气体混合的气体原料进行加热,产生活性氮原子,再将原料制备中的气体原料进行加热,产生活性氮原子,使活性氮原子被冷挤压模具的表面所吸收,并向内部扩散形成渗氮层,从而增强冷挤压模具表面硬度,同时在催化气体的作用下,进一步活化了氮原子的活性,从而提高渗氮效果。
92.参照图5,在一个优选的实施方式中,s3,后处理包括以下具体步骤:
93.s31:打磨:对冷挤压模具的边缘进行打磨,使其边缘趋向柔滑;
94.s32:镀膜:利用惰性气体在冷挤压模具的外周进行镀膜;
95.s33:二次镀膜:二次利用惰性气体在冷挤压模具的外周进行镀膜;
96.s34:风干:利用微风使冷挤压模具表面的镀膜风干。
97.参照图5,在一个优选的实施方式中,s32和s33中的镀膜材质为钛、锆金属混合物,
通过设置有镀膜和二次镀膜,在冷挤压模具的表面镀上钛、锆金属混合物,从而进一步提高冷挤压模具的耐磨性能,保障冷挤压模具的使用寿命。
98.工作原理:使用时,在退火和淬火处理中利用震荡加热和二次震荡加热在加热过程中使冷挤压模具进行震荡,从而使冷挤压模具中的晶体也产生震荡,从而减缓加热过程中晶体吞食速度,从而保证晶体的数量,也进一步控制晶体的扩大,强化冷挤压模具的硬度性能,同时通过将冷挤压模具放置于降温槽中,利用降温槽中的降温液使冷挤压模具快速降温,其中冷挤压模具统一平放于降温槽中,利用降温槽中的降温液包裹冷挤压模具快速降温,其中降温槽中设置有滤网,冷挤压模具放置于滤网之上,且降温液在降温槽中往复流动,当滤水时,将降温槽底端打开,使降温液可快速滤出,从而保证所有冷挤压模具能同一时间脱离降温液,保证每个冷挤压模具的质量一致。
99.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1