700MPa级CSP短流程热轧高强结构钢及制造方法与流程
700mpa级csp短流程热轧高强结构钢及制造方法
技术领域
1.本发明涉及微合金化钢制造领域,具体地指一种700mpa级csp短流程热轧低成本高强结构钢及其制造方法。
背景技术:
2.如何通过提高钢板强度实现结构轻量化,从而达到降耗节能,减轻工人劳动强度等效果,已经成为现代钢铁材料发展的必然。对于一般结构用钢,随着材料强度的提升,其塑性水平呈下降趋势。塑性表征着材料变形能力,过低的塑性会直接影响到用户零件结构的成形,容易发生开裂等问题,导致材料不可用。如何解决强度和塑性这一对矛盾体,也成为钢铁材料品种研究开发的难点。
3.屈服强度700mpa级高强度钢在国内外机构和企业中都开展了研究和制造。国外如新日本制铁株式会社公布的弯曲加工性优良的耐候性高强度钢板及其制造方法(专利号:cn1639371a),国内如东北大学开发的一种700mpa级f/b高强带钢的制造方法(专利号:cn1757783a),宝山钢铁股份有限公司开发的高强度冷成型热连轧钢板及其生产方法(专利号:cn101153371a),其屈服强度都能达到700mpa级,但设计成分中含有cu、ni、v、mo、nb等贵重合金,导致整体生产成本居高不下。如何开发一种同时具备高强度、高塑性,同时兼具经济性和实用性的低合金高强钢材料,具有相当难度。
技术实现要素:
4.本发明的目的就是要解决上述背景技术的不足,提供一种屈服强度700mpa级热轧高强钢及其制造方法,一方面保证高强度(屈服强度≥700mpa,抗拉强度≥750mpa),实现高塑性(断后延伸率≥16%),在此基础上,实现低成本设计和生产。
5.本发明的技术方案为:一种700mpa级csp短流程热轧高强结构钢,其特征在于,包括以下按重量百分比的化学成分,
6.c:0.045~0.069%,si:≤0.20%,mn:0.9~1.3%,p:≤0.012%,s:≤0.003%,ti:0.11~0.20%,als:0.02~0.08%,as≤0.012%,n≤0.006%,余量为fe及不可避免的杂质。
7.优选的,包括以下按重量百分比的化学成分,
8.c:0.048~0.050%,si:≤0.15%,mn:1.10~1.13%,p:≤0.010%,s:≤0.003%,ti:0.160~0.165%,als:0.035~0.05%,as≤0.0036%,n≤0.005%,余量为fe及不可避免的杂质。
9.优选的,所述700mpa级csp短流程热轧高强结构钢的厚度1.2~4.5mm、屈服强度≥700mpa,抗拉强度≥750mpa,延伸率≥16%。
10.本发明还提供一种700mpa级csp短流程热轧高强结构钢的制备方法,其特征在于,包括以下步骤:
11.1)经过转炉冶炼后进入lf炉精炼处理,控制钢水的化学成分以及重量百分比为c:
0.045~0.069%,si:≤0.20%,mn:0.9~1.3%,p:≤0.012%,s:≤0.003%,ti:0.11~0.20%,als:0.02~0.08%,as≤0.012%,n≤0.006%,余量为fe及不可避免的杂质;
12.2)其后将钢水进行薄板坯连铸连轧生产:浇铸的钢坯厚度60~85mm;铸坯在均热炉内进行加热,加热温度控制在1180~1230℃;在7机架精轧机中进行轧制,精轧开轧温度≥1100℃,前三道次压下率≥50%,道次温度≥1050℃,f4道次压下率≥40%,f5道次压下率≥35%,根据厚度规格采用恒速轧制,轧制速度控制在3.0~12.0m/s,终轧温度控制在870~930℃,轧制厚度1.2~4.5mm;
13.3)层流冷却:水冷速度为70~120℃/s,冷却至650~700℃,然后按照≤10℃/s水冷速度冷却至590~650℃进行卷取。
14.优选的,所述步骤1)中,控制钢水的化学成分以及重量百分比为c:0.048~0.050%,si:≤0.15%,mn:1.10~1.13%,p:≤0.010%,s:≤0.003%,ti:0.160~0.165%,als:0.035~0.05%,as≤0.0036%,n≤0.005%,余量为fe及不可避免的杂质。
15.优选的,所述步骤2)中,铸坯在均热炉内进行加热,加热温度控制在1220~1230℃。
16.优选的,所述步骤2)中,根据厚度规格采用恒速轧制,轧制速度控制在11-12m/s,终轧温度控制在900~910℃。
17.优选的,所述步骤3)中,冷却至690~700℃,然后按照≤10℃/s水冷速度冷却至640~650℃进行卷取。
18.以下对本发明中各化学成分进行说明:
19.碳c:碳是最经济的强化元素。但是如果碳含量大于0.07%,则不能满足材料的良好成形性能,同时还会使钢水在浇铸过程中发生包晶反应,增加连铸漏钢风险,而且碳含量过高会影响钢材的可焊性。所以,将碳含量限定在0.045~0.069%范围。
20.硅si:硅可以净化铁素体,避免冷却时粗大碳化物的生成,但是硅也容易形成fe2sio4并在钢坯表面与feo形成共析产物,并凝固成锚状结构,使feo难以去除,影响最终表面质量。所以将硅含量限定在≤0.20%范围。
21.锰mn:锰是提高强度和韧性最有效的元素,可有效的推迟珠光体转变。如果其含量小于0.9%,则不能满足材料强度要求;但是添加过量的锰,同样容易导致钢水包晶反应,造成连铸裂纹等质量问题,因此将锰含量限定在0.9~1.3%范围。
22.钛ti:钛的析出强化效果突出,是保证钢材强度的经济有效元素,本发明钛含量范围设计在0.11~0.20%。
23.磷p:磷容易产生中心偏析,影响成形性能。在本发明中将磷含量控制在≤0.012%。
24.铝als:作为冶炼过程有效的脱氧剂,同时具有一定的细化晶粒作用,提升钢材强度,但也容易形成al2o3夹杂物。在本发明中将酸溶铝含量控制在0.02~0.08%
25.砷as:会大幅度降低材料韧塑性,在本发明中将砷含量严格控制在≤0.012%。
26.硫s、氮n:容易与钢中ti结合,影响ti的强化效果,同时会极大影响钢材的塑性,在本发明中将硫控制在≤0.003%,氮控制在≤0.006%。
27.除了对以上化学成分的范围作了限定以外,从提高材料成形性、经济性的观点出发,本发明未添加nb、cu、ni、mo等贵重合金元素。
28.以下对主要工艺的控制进行说明。
29.csp产线的特点,连铸坯在进行浇注切坯后直接进入加热炉进行加热,出炉除磷后经过7道次轧机轧制,然后经层流冷却后进行卷取;相较于常规流程,整个生产过程时间及能耗极大降低,具有绿色环保特性。
30.结合产线轧机负荷情况,根据不同成品厚度选择62-85mm的坯厚来进行轧制。
31.铸坯在1180~1230℃加热及保温,该温度可以使合金元素更多地固溶进奥氏体中,在后续低温阶段析出达到更大的强化效果。
32.终轧温度控制在870-930℃,在该温度区间形变可以使得奥氏体获得较大的形变储存能,为后续铁素体相变以及析出提供动力学条件以及形核点。
33.中间温度控制在650-700℃之间,通过轧后快速冷却到该温度区间加大奥氏体过冷度,利于铁素体转变,为后续相间析出和弥散析出提供基础。
34.卷取温度控制在590-650℃,该温度区间可以最大限度使得纳米级析出相析出,以达到析出强化效果。
35.根据成品厚度,轧制速度控制在3.0~12.0m/s进行恒速轧制,是为了保证通卷工艺的稳定性,保证整体性能稳定。
36.本发明的有益效果为:
37.本发明与现有技术相比,所生产的屈服强度≥700mpa级的薄钢板带工艺成本和合金成本低,抗拉强度≥750mpa,延伸率≥16%,且具备更高的延伸塑性,产品具有极高的强塑积(可高达15.6gpa%),能够应用于成形要求更高的高强结构件领域,可以满足用户辊压、折弯等多种成形工艺以及焊接等多种应用要求和应用环境。
附图说明
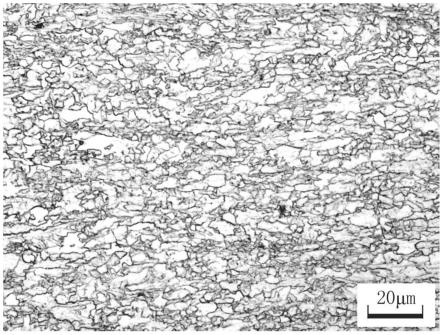
38.图1为本发明700mpa级csp短流程热轧高强结构钢的金相组织图。
具体实施方式
39.下面具体实施例对本发明作进一步的详细说明。表1为本发明各实施例的化学成分列表;表2为本发明各实施例的主要工艺参数列表;本发明各实施例按照以下步骤生产:
40.1)经过转炉冶炼后进入lf炉精炼处理,控制钢水的化学成分以及重量百分比为c:0.045~0.069%,si:≤0.20%,mn:0.9~1.3%,p:≤0.012%,s:≤0.003%,ti:0.11~0.20%,als:0.02~0.08%,as≤0.012%,n≤0.006%,余量为fe及不可避免的杂质;
41.2)其后将钢水进行薄板坯连铸连轧生产:浇铸的钢坯厚度60~85mm;铸坯在均热炉内进行加热,加热温度控制在1180~1230℃;在7机架精轧机中进行轧制,精轧开轧温度≥1100℃,前三道次压下率≥50%,道次温度≥1050℃,f4道次压下率≥40%,f5道次压下率≥35%,根据厚度规格采用恒速轧制,轧制速度控制在3.0~12.0m/s,终轧温度控制在870~930℃,轧制厚度1.2~4.5mm;
42.3)层流冷却:水冷速度为70~120℃/s,冷却至中间冷却温度650~700℃,然后按照≤10℃/s水冷速度冷却至590~650℃进行卷取。
43.实施例1-5的化学成分列表如下表1所示,实施例1-5的主要工艺参数如下表2所示,实施例1-5所得产品力学性能检验结果如表3所示。
44.表1本发明各实施例的化学成分列表
[0045][0046]
表2本发明各实施例的主要工艺参数列表
[0047][0048]
表3本发明各实施例力学性能检验结果列表
[0049][0050]
从表3可以看出,实施例1-5所得成品满足屈服强度为≥700mpa级,抗拉强度≥750mpa,延伸率≥16%,强塑积最高可达到15.64gpa%。本发明产品的金相组织如图1所示,组织类型为铁素体或者铁素体+少量贝氏体,该组织类型具有较好的塑性,可以使得产品满足后续加工过程。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1