一种高精加工的全自动化五轴磨床的制作方法
1.本技术涉及五轴磨床设备技术领域,尤其涉及一种高精加工的全自动化五轴磨床。
背景技术:
2.全自动化五轴磨床是一种科技含量高、精密度高专门用于加工复杂曲面的磨床,这种磨床系统对一个国家的航空、航天、军事、科研、精密器械、高精医疗设备等等行业有着举足轻重的影响力。目前,全自动化五轴磨床系统是解决叶轮、叶片、船用螺旋桨、重型发电机转子、汽轮机转子、大型柴油机曲轴等等加工的唯一手段。
3.但是现有技术中存在以下不足:高精加工的全自动化五轴磨床在打磨的时候因为要满足五轴联动进行打磨,难免会出现打磨件偏移等情况,导致高精加工的全自动化五轴磨床直接对歪斜的打磨件进行打磨,从而造成打磨件的严重损坏。
技术实现要素:
4.本技术的目的在于克服上述不足,提供一种高精加工的全自动化五轴磨床,通过固件器内的伸缩固定抓伸缩抓取来实现牢牢的抓取和稳稳的放下打磨件,有效的避免了高精加工的全自动化五轴磨床里面的打磨件发生偏移造成打磨件在打磨时发生严重损坏等情况。
5.为了实现上述目的,本技术是通过如下的技术方案来实现:一种高精加工的全自动化五轴磨床,包括磨床旋转四五轴设备,所述磨床旋转四五轴设备内开设有旋转第五轴装置,所述旋转第五轴装置内开设有磨床旋转第五轴装置外盒,所述磨床旋转第五轴装置外盒上开设有旋转第五轴装置内口,所述旋转第五轴装置内口旁安装有电机,所述电机上连接有第五轴连接轴,所述第五轴连接轴上连接有固件器,所述固件器内开设有固件器外壁,所述固件器外壁上开设有复数个固件器旁槽,所述固件器旁槽上嵌套有复数个伸缩固定抓,所述固件器外壁上开设有固件器内槽,所述固件器内槽旁开设有复数个固件器固定槽,所述旋转第五轴装置内口与所述固件器内槽相连接。固件器、第五轴连接轴和电机都在磨床旋转第五轴装置外盒内部,大大的为高精加工的全自动化五轴磨床节省空间,同时让打磨件在固件器内的旋转加工的时候减小空气的流动,让固件器旋转打磨的更加稳定平稳。
6.在一些实施例中,所述磨床旋转四五轴设备下连接有磨床底部设备,所述磨床底部设备上连接有磨刀设备靠板,所述磨刀设备靠板上嵌套有磨床支撑操作装置,所述磨刀设备靠板内安装有左右传动装置,所述左右传动装置上连接有磨刀设备,所述磨床支撑操作装置上开设有显示器,所述显示器下安装有复数个操作键,所述操作键下安装有急停按钮,所述磨刀设备与所述磨床旋转四五轴设备相配合。显示器11、操作键12和急停按钮13都在方便操作和开阔的位置,大大的方便了操作员操作高精加工的全自动化五轴磨床,提高了高精加工的全自动化五轴磨床的可操作性和安全性。
7.在一些实施例中,所述磨床旋转四五轴设备内开设有磨床旋转四五轴设备底板,所述磨床旋转四五轴设备底板上连接有工件支撑下板,所述工件支撑下板内开设有工件支撑槽,所述工件支撑下板上连接有工件支撑上板。旋转第五轴装置和工件支撑下板内的工件支撑槽处于同一条直线上,让打磨件更稳定的放置在磨床旋转四五轴设备上,提高了高精加工的全自动化五轴磨床的稳定性。
8.在一些实施例中,所述磨床底部设备内开设有底部设备外壁,所述底部设备外壁上开设有复数个底部设备内槽。所述底部设备内槽内安装有复数个固定螺丝,所述底部设备外壁内安装有三四轴装置。底部设备外壁内的高强度固定螺丝让整个高精加工的全自动化五轴磨床在磨床底部设备上工作的更加的稳定,大大的提高了高精加工的全自动化五轴磨床工作时的稳定性。
9.在一些实施例中,所述三四轴装置内开设有第四轴装置连接板,所述第四轴装置连接板内嵌套有复数个第三轴传动板,所述第三轴传动板上连接有第三轴前后伸缩器,所述第三轴前后伸缩器旁安装有第四旋转轴。第四轴装置连接板与第三轴前后伸缩器相嵌套,第三轴前后伸缩器采用层叠式让各大小的可伸缩板连接在一起,让第四轴装置连接板向前移动加工的时候更加的稳定快捷。
10.在一些实施例中,所述第四轴装置连接板内开设有第四轴装置连接板外壁,所述第四轴装置连接板外壁上开设有复数个第四轴装置连接板传动槽,所述第四轴装置连接板外壁上开设有复数个第四轴装置连接板内槽,所述第四轴装置连接板内槽旁安装有第四旋转轴固定环,所述第四旋转轴固定环上黏贴有保护贴,所述保护贴下安装有第四轴装置连接轴。第四旋转轴固定环与第四轴装置连接轴相配合,让第四旋转轴能够更加牢固更加稳定的在第四轴装置连接板上旋转。
11.在一些实施例中,所述磨刀设备内开设有磨刀设备外壁,所述磨刀设备外壁内嵌套有复数个上下传动链,所述磨刀设备外壁上安装有组合磨刀装置。高精加工的全自动化五轴磨床的上下运行采用上下传动链传动的方式进行移动,让高精加工的全自动化五轴磨床的上下移动更加的快速和稳定。
12.在一些实施例中,所述组合磨刀装置上开设有组合磨刀器,所述组合磨刀器内开设有组合磨刀装置内槽,所述组合磨刀装置内槽内安装有复数个组合磨刀装置伸缩卡轴,所述组合磨刀装置伸缩卡轴下安装有磨刀。组合磨刀装置内槽与组合磨刀装置伸缩卡轴相配合,让整个组合磨刀装置在磨刀设备外壁上拆卸和组合更加方便并更加的牢固,提高了磨刀工作的稳定性。
13.在一些实施例中,所述组合磨刀器内开设有组合磨刀器外壁,所述组合磨刀器外壁内开设有组合磨刀器内槽,所述组合磨刀器内槽内开设有固定螺纹,所述固定螺纹旁安装有可拆卸固定磨刀环,所述可拆卸固定磨刀环旁安装有组合磨刀器伸缩卡轴,所述组合磨刀器内槽内开设有组合磨刀器内按钮,所述磨刀与所述组合磨刀器内槽相嵌套。组合磨刀器伸缩卡轴与可拆卸固定磨刀环相配合,让磨刀的拆卸和组合更加的快速方便并让磨刀更加牢固的固定在组合磨刀器上。
14.在一些实施例中,所述旋转第五轴装置内口与所述工件支撑槽相配合。旋转第五轴装置内口与工件支撑槽相配合,让所需的打磨件两端更加牢固的固定住,大大的提升了打磨件运行的稳定性。
15.通过采用上述的技术方案,本技术的有益效果是:
16.1、本技术通过旋转第五轴装置内的固件器来把放在高精加工的全自动化五轴磨床上的打磨件牢牢的抓取住来进行五轴联动加工,有效的避免了因为需要满足五轴联动而导致的所需打磨的打磨件发生加工位置的偏移。
17.2、本技术通过第四轴装置连接板内的第四旋转轴固定环和第四轴装置连接轴配合让打磨件在高精加工的全自动化五轴磨床上进行第四轴旋转时更加的稳定,有效的避免了由于第四轴旋转的不稳定造成打磨件打磨质量不佳等情况。
18.3、本技术通过组合磨刀器伸缩卡轴和可拆卸固定磨刀环配合让高精加工的全自动化五轴磨床在保证磨刀能牢牢固定的前提下能更加方便的更换和拆卸磨刀,有效的避免了需要频繁的更换磨刀导致的高精加工的全自动化五轴磨床打磨效率低下等情况。
19.无疑的,本技术的此类目的与其他目的在下文以多种附图与绘图来描述的较佳实施例细节说明后将变为更加显见。
20.为让本技术的上述和其他目的、特征和优点能更明显易懂,下文特举一个或数个较佳实施例,并配合所示附图,作详细说明如下。
附图说明
21.在附图中,相同的部件使用相同的附图标记,并且附图是示意性的,并不一定按照实际的比例绘制。
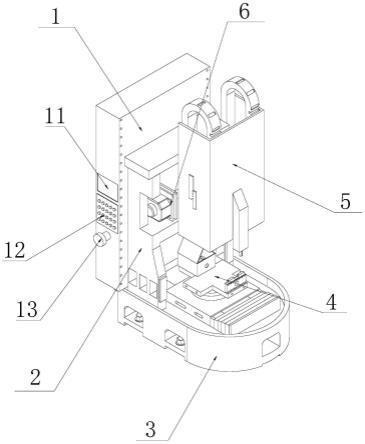
22.图1为本技术一些实施例中的一种高精加工的全自动化五轴磨床的结构示意图;
23.图2为本技术一些实施例中的磨床旋转四五轴设备的立体结构示意图;
24.图3为本技术一些实施例中的旋转第五轴装置的立体结构示意图;
25.图4为本技术一些实施例中的固件器的立体结构示意图;
26.图5为本技术一些实施例中的磨床底部设备的立体结构示意图;
27.图6为本技术一些实施例中的三四轴装置的立体结构示意图;
28.图7为本技术一些实施例中的第四轴装置连接板的立体结构示意图;
29.图8为本技术一些实施例中的磨刀设备的立体结构示意图;
30.图9为本技术一些实施例中的组合磨刀装置的立体结构示意图;
31.图10为本技术一些实施例中的组合磨刀器的立体结构示意图。
32.图中:磨床支撑操作装置-1、磨刀设备靠板-2、磨床底部设备-3、磨床旋转四五轴设备-4、磨刀设备-5、左右传动装置-6、显示器-11、操作键-12、急停按钮-13、磨床旋转四五轴设备底板-41、工件支撑下板-42、工件支撑槽-421、工件支撑上板-43、旋转第五轴装置-44、磨床旋转第五轴装置外盒-441、旋转第五轴装置内口-442、固件器-443、第五轴连接轴-444、电机-445、旋转第五轴装置门-446、固件器旁槽-a1、固件器外壁-a2、固件器固定槽-a3、固件器内槽-a4、伸缩固定抓-a5、三四轴装置-31、底部设备外壁-32、底部设备内槽-33、固定螺丝-34、第三轴传动板-311、第四轴装置连接板-312、第三轴前后伸缩器-313、第四旋转轴-314、第四轴装置连接板内槽-b1、第四轴装置连接板传动槽-b2、第四旋转轴固定环-b3、保护贴-b31、第四轴装置连接轴-b4、第四轴装置连接板外壁-b5、上下传动链-51、组合磨刀装置-52、磨刀设备外壁-53、组合磨刀装置内槽-521、组合磨刀装置伸缩卡轴-522、磨刀-523、组合磨刀器-524、组合磨刀器内槽-c1、固定螺纹-c2、组合磨刀器伸缩卡轴-c3、组
合磨刀器外壁-c4、组合磨刀器内按钮-c5、可拆卸固定磨刀环-c6。
具体实施方式
33.以下将结合附图及实施例来详细说明本技术的实施方式,借此对本技术如何应用技术手段来解决技术问题,并达成技术效果的实现过程能充分理解并据以实施。需要说明的是,只要不构成冲突,本技术中的各个实施例以及各实施例中的各个特征可以相互结合,所形成的技术方案均在本技术的保护范围之内。
34.同时,在以下说明中,处于解释的目的而阐述了许多具体细节,以提供对本技术实施例的彻底理解。然而,对本领域的技术人员来说显而易见的是,本技术可以不用这里的具体细节或者所描述的特定方式来实施。
35.实施例1
36.参照图1至图4所示:图1为本技术一些实施例中的一种高精加工的全自动化五轴磨床的结构示意图;图2为本技术一些实施例中的磨床旋转四五轴设备的立体结构示意图;图3为本技术一些实施例中的旋转第五轴装置的立体结构示意图;图4为本技术一些实施例中的固件器的立体结构示意图。
37.本技术提供一种高精加工的全自动化五轴磨床,一种高精加工的全自动化五轴磨床,包括磨床旋转四五轴设备4,磨床旋转四五轴设备4下连接有磨床底部设备3,磨床底部设备3上连接有磨刀设备靠板2,磨刀设备靠板2上嵌套有磨床支撑操作装置1,磨刀设备靠板2内安装有左右传动装置6,左右传动装置6上连接有磨刀设备5,磨床支撑操作装置1上开设有显示器11,显示器11下安装有复数个操作键12,操作键12下安装有急停按钮13,磨床旋转四五轴设备4内开设有磨床旋转四五轴设备底板41,磨床旋转四五轴设备底板41上连接有工件支撑下板42,工件支撑下板42内开设有工件支撑槽421,工件支撑下板42上连接有工件支撑上板43,磨床旋转四五轴设备4内开设有旋转第五轴装置44,旋转第五轴装置44内开设有磨床旋转第五轴装置外盒441,磨床旋转第五轴装置外盒441上开设有旋转第五轴装置内口442,旋转第五轴装置内口442旁安装有电机445,电机445上连接有第五轴连接轴444,第五轴连接轴444上连接有固件器443,固件器443内开设有固件器外壁a2,固件器外壁a2上开设有复数个固件器旁槽a1,固件器旁槽a1上嵌套有复数个伸缩固定抓a5,固件器外壁a2上开设有固件器内槽a4,固件器内槽a4旁开设有复数个固件器固定槽a3,旋转第五轴装置内口442与固件器内槽a4相连接,磨刀设备5与磨床旋转四五轴设备4相配合。
38.本实施例的详细使用方法与作用:
39.本技术中,操作员通过操作磨床支撑操作装置1上的操作键12并结合观察显示器11来对高精加工的全自动化五轴磨床进行加工操作,当出现紧急情况的时候通过操作按下急停按钮13来紧急的停止高精加工的全自动化五轴磨床,防止出现意外,磨刀设备靠板2内的左右传动装置6负责磨刀设备5的左右移动,磨床底部设备3支撑起整个高精加工的全自动化五轴磨床,在准备加工的时候把打磨件放在磨床旋转四五轴设备4内的旋转第五轴装置44中,磨床旋转四五轴设备4由磨床旋转四五轴设备底板41加固,打磨件的一半放置在旋转第五轴装置44内,另一半可以放置在工件支撑下板42的工件支撑槽421中,也可以让工件支撑下板42下降,打磨件放置在工件支撑上板43上,旋转第五轴装置44由磨床旋转第五轴装置外盒441加固,需要打磨的打磨件放置由旋转第五轴装置内口442进入,卡在固件器内
槽a4中,这时固件器旁槽a1内的伸缩固定抓a5开始向内移动,固件器443由固件器外壁a2加固,固件器443内的固件器固定槽a3把固件器443和第五轴连接轴444结合在一起并让打磨件从旋转第五轴装置内口442内伸出进行固定,旋转第五轴装置门446向下盖上让整个磨床旋转第五轴装置外盒441闭合起来减小空气的流动让打磨件打磨的更加的平稳,本技术通过固件器443内的伸缩固定抓a5把放入固件器内槽a4里面的打磨件一端牢牢的固定在固件器443内。
40.实施例2
41.参照图5-图7所示:图5为本技术一些实施例中的磨床底部设备的立体结构示意图;图6为本技术一些实施例中的三四轴装置的立体结构示意图;图7为本技术一些实施例中的第四轴装置连接板的立体结构示意图。
42.进一步,磨床底部设备3内开设有底部设备外壁32,底部设备外壁32上开设有复数个底部设备内槽33。底部设备内槽33内安装有复数个固定螺丝34,底部设备外壁32内安装有三四轴装置31,三四轴装置31内开设有第四轴装置连接板312,第四轴装置连接板312内嵌套有复数个第三轴传动板311,第三轴传动板311上连接有第三轴前后伸缩器313,第三轴前后伸缩器313旁安装有第四旋转轴314,第四轴装置连接板312内开设有第四轴装置连接板外壁b5,第四轴装置连接板外壁b5上开设有复数个第四轴装置连接板传动槽b2,第四轴装置连接板外壁b5上开设有复数个第四轴装置连接板内槽b1,第四轴装置连接板内槽b1旁安装有第四旋转轴固定环b3,第四旋转轴固定环b3上黏贴有保护贴b31,保护贴b31下安装有第四轴装置连接轴b4。
43.本实施例的详细使用方法与作用:
44.本技术中,磨床底部设备3由底部设备外壁32加固,底部设备内槽33内的固定螺丝34让整个磨床底部设备3更加的牢固,当打磨件需要第三四轴运行的时候则让三四轴装置31运行,第四轴装置连接板312嵌套在第三轴传动板311上并通过第三轴前后伸缩器313来进行前后的运行,第四轴装置连接板内槽b1上的第四旋转轴固定环b3用于固定住第四旋转轴314,第四轴装置连接轴b4用于连接电机445和第四旋转轴314,电机445供能让第四轴装置连接轴b4带着第四旋转轴314进行第四轴的旋转,保护贴b31防止第四旋转轴固定环b3和第四旋转轴接触的时候发生磕伤,本技术通过第四旋转轴固定环b3和第四轴装置连接轴b4配合让第四旋转轴314能够更加稳定的在第四轴装置连接板312上进行转动。
45.实施例3
46.参照图8-图10所示:图8为本技术一些实施例中的磨刀设备的立体结构示意图;图9为本技术一些实施例中的组合磨刀装置的立体结构示意图;图10为本技术一些实施例中的组合磨刀器的立体结构示意图。
47.进一步,磨刀设备5内开设有磨刀设备外壁53,磨刀设备外壁53内嵌套有复数个上下传动链51,磨刀设备外壁53上安装有组合磨刀装置52,组合磨刀装置52上开设有组合磨刀器524,组合磨刀器524内开设有组合磨刀装置内槽521,组合磨刀装置内槽521内安装有复数个组合磨刀装置伸缩卡轴522,组合磨刀装置伸缩卡轴522下安装有磨刀523,组合磨刀器524内开设有组合磨刀器外壁c4,组合磨刀器外壁c4内开设有组合磨刀器内槽c1,组合磨刀器内槽c1内开设有固定螺纹c2,固定螺纹c2旁安装有可拆卸固定磨刀环c6,可拆卸固定磨刀环c6旁安装有组合磨刀器伸缩卡轴c3,组合磨刀器内槽c1内开设有组合磨刀器内按钮
c5,磨刀523与组合磨刀器内槽c1相嵌套。
48.本实施例的详细使用方法与作用:
49.本技术中,磨刀设备外壁53内的上下传动链51让整个磨刀设备5可以进行上下的运动,组合磨刀装置52由组合磨刀器524加固,组合磨刀装置52内的组合磨刀装置内槽521和组合磨刀装置伸缩卡轴522配合让组合磨刀装置52可以在磨刀设备外壁53上上下的运行,方便拆卸和组合组合磨刀装置52并让磨刀装置52更加牢固的固定在磨刀设备外壁53上,组合磨刀器524由组合磨刀器外壁c4加固,磨刀523进入到组合磨刀器内槽c1内的可拆卸固定磨刀环c6中并按下组合磨刀器内按钮c5,被按下的组合磨刀器内按钮c5让组合磨刀器伸缩卡轴c3向外伸出并配合固定螺纹c2卡住磨刀523,可以通过拆卸可拆卸固定磨刀环c6让更换口径更大或更小的拆卸可拆卸固定磨刀环c6来安装不同大小的磨刀523,本技术通过组合磨刀器内槽c1里面的可拆卸固定磨刀环c6让磨刀523更牢固的卡在组合磨刀器524内的同时让更换磨刀523更加的快速。
50.实施例4
51.参照图1-图10所示:图1为本技术一些实施例中的一种高精加工的全自动化五轴磨床的结构示意图;图2为本技术一些实施例中的磨床旋转四五轴设备的立体结构示意图;图3为本技术一些实施例中的旋转第五轴装置的立体结构示意图;图4为本技术一些实施例中的固件器的立体结构示意图;图5为本技术一些实施例中的磨床底部设备的立体结构示意图;图6为本技术一些实施例中的三四轴装置的立体结构示意图;图7为本技术一些实施例中的第四轴装置连接板的立体结构示意图;图8为本技术一些实施例中的磨刀设备的立体结构示意图;图9为本技术一些实施例中的组合磨刀装置的立体结构示意图;图10为本技术一些实施例中的组合磨刀器的立体结构示意图。
52.本实施例的详细使用方法与作用:
53.本技术中,在高精加工的全自动化五轴磨床还没开始工作的时候底部设备内槽33内的固定螺丝34让整个磨床底部设备3更加的牢固,磨床底部设备3由底部设备外壁32加固,底部设备外壁32内的三四轴装置31来完成整个高精加工的全自动化五轴磨床的三四轴的运行,第三轴传动板311嵌套在第四轴装置连接板传动槽b2上,第三轴前后伸缩器313通过伸缩让第四轴装置连接板312顺着第三轴传动板311来进行高精加工的全自动化五轴磨床的第三轴的运行,第四旋转轴314嵌套在第四旋转轴固定环b3上,保护贴b31防止第四旋转轴固定环b3和第四旋转轴接触的时候发生磕伤,第四轴装置连接板312由第四轴装置连接板外壁b5加固,第四轴装置连接板内槽b1用于方便其他设备的连接,电机445供能让第四轴装置连接轴b4带着第四旋转轴314进行旋转来完成第四轴的运行,磨刀设备5由磨刀设备外壁53进行加固,整个磨刀设备5通过上下传动链51进行上下的运行,组合磨刀装置52内附有组合磨刀器524和磨刀523,组合磨刀器524由组合磨刀器外壁c4加固,组合磨刀器524可以通过其内部的组合磨刀装置内槽521在磨刀设备外壁53上进行上下的移动,方便组合磨刀器524的拆卸和组装,组合磨刀装置伸缩卡轴522让组合磨刀器524能够更加牢固的固定在磨刀设备外壁53上,磨刀523进入到组合磨刀器内槽c1内的可拆卸固定磨刀环c6中,磨刀523进入到组合磨刀器内槽c1最底部的时候直接触碰到组合磨刀器内按钮c5并按下,按下的组合磨刀器内按钮c5让组合磨刀器伸缩卡轴c3向外伸出并配合固定螺纹c2卡住磨刀523,可拆卸固定磨刀环c6也可以直接拆下并更换上不同大小的可拆卸固定磨刀环c6,方便
不同大小的磨刀523进行拆卸和组装,在打磨之前先是把打磨件放置在磨床旋转四五轴设备4内的旋转第五轴装置44中,工件支撑槽421支撑起整个磨床旋转四五轴设备4,把打磨件的一端放置在工件支撑下板42内的工件支撑槽421中或者让工件支撑下板42下降到磨床旋转四五轴设备底板41内部让打磨件的一端放置在工件支撑上板43上,打磨件的另一端则是通过磨床旋转第五轴装置外盒441上的转第五轴装置内口442进入到固件器443内的固件器内槽a4中,在打磨件的一端进入到固件器内槽a4直接的时候让固件器旁槽a1内的伸缩固定抓a5向外伸出卡住打磨件的另一端,固件器外壁a2上的固件器固定槽a3则是牢牢的把第五轴连接轴444和固件器443连接在一起,电机445供能让第五轴连接轴444转动并带着固件器443一起转动来完成高精加工的全自动化五轴磨床的第五轴加工,旋转第五轴装置门446向下盖上让整个磨床旋转第五轴装置外盒441闭合起来减小空气的流动让打磨件打磨的更加的平稳,在这些全部组装好了之后操作员通过操作磨床支撑操作装置1上的操作键12并观察显示器11上显示的参数来对高精加工的全自动化五轴磨床进行操作,按下急停按钮13可以让工作状态下的高精加工的全自动化五轴磨床紧急停下,磨刀设备靠板2上的左右传动装置6让磨刀设备5可以进行左右的移动,本技术通过固件器443内的伸缩固定抓a5、三四轴装置31内的第四旋转轴固定环b3和组合磨刀器524内的可拆卸固定磨刀环c6让整个高精加工的全自动化五轴磨床具备牢牢固定住打磨件、高精加工的全自动化五轴磨床具备第四周旋转的更加平稳和更加方便更快的更换不同大小的磨刀523等优点。
54.应该理解的是,本技术所公开的实施例不限于这里所公开的特定处理步骤或材料,而应当延伸到相关领域的普通技术人员所理解的此类特征的等同替代。还应当理解的是,在此使用的术语仅用于描述特定实施例的目的,而并不意味着限制。
55.说明书中提到的“实施例”意指结合实施例描述的特定特征或特性包括在本技术的至少一个实施例中。因此,说明书通篇各个地方出现的短语或“实施例”并不一定均指同一个实施例。
56.此外,所描述的特征或特性可以任何其他合适的方式结合到一个或多个实施例中。在上面的描述中,提供一些具体的细节,例如厚度、数量等,以提供对本技术的实施例的全面理解。然而,相关领域的技术人员将明白,本技术无需上述一个或多个具体的细节便可实现或者也可采用其他方法、组件、材料等实现。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1