一种微细结构仿形工具恒力非接触抛光方法及装置
1.本发明属于精密/超精密加工领域,涉及一种微细结构的抛光方法及装置,尤其涉及一种微细结构仿形工具抛光方法及装置。
背景技术:
2.微细结构表面由于具有传统表面所不具备的特性和功能,已在国防、光学、微流体以及表面工程等领域被广泛应用。对于微细结构来说,面形精度和表面质量是两个关键要素,面形决定其功能,表面质量影响其性能。在国防、光学、微流体等领域核心零件的上微细结构往往需要达到亚微米级面形精度以及纳米/亚纳米表面粗糙度且无表面/亚表面损伤。因此,如何实现微细结构高效,高精度,高表面质量的制造成了一个首要解决的关键问题。目前,考虑到加工成本、效率以及灵活性,对于制造几十到上百微米尺寸的微细结构主要采用精密机械加工技术。然而由于这些技术会造成表面/亚表面损伤,降低表面质量,因此后续的抛光工艺变得尤为重要。相比平面、曲面,微细结构由于结构复杂,尺寸小而且不连续,导致尖角的区域容易产生过抛,凹槽的区域又很难被抛到。因此,如何在提高微细结构表面质量的同时又不降低其面形精度成了微细结构表面抛光的难点。
3.中国专利cn110202424.b公开了一种贯通式微透镜阵列工件的仿形抛光方法,通过利用加工好的一段阵列工件作为成形车刀,车削抛光棒,利用加工后的羊毛抛光棒对工件的阵列单元进行抛光加工。虽然该方法可以实现对微结构阵列光学元件高效率的抛光,但羊毛棒的磨损会对抛光质量产生较大的影响,同时该方法只适用于特征尺寸比较大的阵列工件,对于数十微米或者几微米的微细结构,羊毛抛光棒的加工难度大,加工成本较高。中国专利cn104526472b公开了一种金属微小内凹球面高频振动抛光装置及方法,该方法利用仿形工具和高频振动发生器,实现对金属内凹球面的抛光,但这种方法局限性较大,只能适用于内凹球面的抛光,同时该装置仿形抛光工具和工件的同轴度误差对抛光后的面形影响较大,且制作复杂,加工成本过高,经济性较差。
4.目前,针对微细结构超精密保形加工问题,并没有很好的解决方法。因此,亟待提出一种简单易行的微细结构抛光方法及装置,以提升微细结构抛光过程的稳定性、经济性及抛光后的表面质量。
技术实现要素:
5.为解决上述现有技术存在的问题,本发明提出一种高精度、高效率、操作简便的微细结构抛光方法及装置。
6.为了实现上述目的,本发明的技术方案如下:
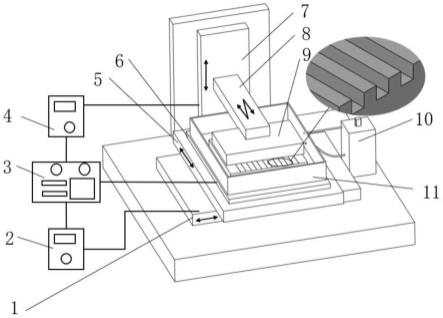
7.一种微细结构仿形工具恒力非接触抛光装置,所述装置包括横向压力调整平台1、横向压力调整控制器2、压力数据分析模块3、纵向压力调整控制器4、工件扫描抛光平台5、压力数据采集器6、纵向压力调整平台7、超声振动器8、仿形抛光工具9、抛光液循环装置10、抛光液储存装置11。
8.所述压力数据采集器6可以测量x、y、z三个方向上的抛光力,压力数据采集器6固定安装在工件扫描抛光平台5上表面,并与压力数据分析模块3连接,用于实时采集抛光过程中的抛光力,所述的压力数据分析模块3还与横向压力调整控制器2、纵向压力调整控制器4连接。
9.所述的纵向压力调整控制器4与纵向压力调整平台7连接,纵向压力调整平台7与水平布置的超声振动器8一端相连,所诉超声振动器8另一端和仿形抛光工具9连接,超声振动器8可以为仿形抛光工具9提供振幅0.1-0.5mm、频率1-10khz的振动。通过纵向压力调整控制器4带动超声振动器8和仿形抛光工具9在垂直方向上下移动。
10.所述的横向压力调整控制器2与横向压力调整平台1连接,工件扫描抛光平台5位于横向压力调整平台1上表面。且工件扫描抛光平台5可以沿y方向移动。
11.通过压力数据分析模块3对压力数据采集器6采集的数据进行分析,通过横向压力调整控制器2和纵向压力调整控制器4完成对横向压力调整平台1和纵向压力调整平台7的控制。根据压力数据的分析结果,横向压力调整控制器2控制横向压力调整平台1在左右移动,纵向压力调整控制器4控制纵向压力调整平台7上下移动,从而达到工件各个部位抛光力恒定相等,从而在材料稳定去除的同时保持工件的面形不被破环。
12.所述仿形抛光工具9与微结构工件的形状特征保持一致,仿形抛光工具9上贴有薄片状的抛光垫12,且仿形抛光工具9在贴上抛光垫12之后的宽度等于工件微结构宽度的一半。所述的仿形抛光工具9位于抛光液储存装置11上方,待加工的微结构工件固定于抛光液储存装置11内,所述抛光液储存装置11与其外部的抛光液循环装置10连接,抛光液循环装置10可以完成抛光液的冷却,从而保证抛光液的稳定性,同时该装置还可以对抛光液进行循环使用,达到经济环保的目的。仿形工具为矩形,v形或柱面工具等中的一种。
13.进一步的,所述的抛光液储存装置11通过螺纹和销孔与微结构工件连接,这种连接方式既可以保证连接的精度,又可以根据抛光对象的不同进行快速更换。微细结构工件与抛光液储存装置11直接相连,装置的平面度直接影响零部件的贴合效果和紧固性能同时仿形抛光工具9需要和微细结构工件保持准确的位置关系,因此抛光液储存装置11底部的平面度精度需要保证在0.05-0.1mm。为了保证仿形抛光工具9与微细结构工件地面的间隙一致,微细结构工件在安装时与仿形抛光工具9要相互垂直。
14.进一步的,所述抛光垫12可以是聚氨酯材料、阻尼垫、带有绒毛的抛光布等,抛光过程中抛光垫需要具有良好的亲水性带动抛光液流动。
15.进一步的,所述普通抛光液13是含有磨粒的溶液,根据加工条件,磨粒14可为可以选用氧化铝、碳化硅、金刚石、二氧化硅中的一种或多种组合,粒径0.5~10μm,比例15~25wt%。
16.进一步的,所述剪切增稠抛光液15是具有剪切增稠的非牛顿流体,可在超声、振动、磁场等多物理场的复合作用或单一物理场作用下产生剪切增稠效应,根据加工条件以及所选物理场作用,所述磨料粒子可为磁性磨粒或非磁性磨粒。所述非磁性磨粒可以选用氧化铝、二氧化硅、氧化铈、氧化锆中的一种或多种组合,粒径0.5~10μm,比例15~25wt%。
17.进一步的,在使用剪切增稠抛光液时,工件与仿形抛光工具之间的间隙在0.1-3mm。
18.一种微细结构仿形工具恒力抛光方法,包括以下步骤:
19.第一步,将微结构工件固定于抛光液储存装置11内,通过纵向压力调整平台7使仿形抛光工具9位于微结构工件上方的位置,打开横向压力调整控制器2、压力数据分析模块3、纵向压力调整控制器4、压力数据采集器6,根据抛光要求调整压力数据采集器6的压力调节范围。
20.第二步,将普通抛光液13或具有剪切增稠效应的抛光液15放入抛光液储存装置11中,保证工件完全浸没在抛光液中,同时打开抛光液循环装置10。
21.第三步,打开工件扫描抛光平台5,使贴有抛光垫12的仿形抛光工具9先沿微结构工件的一侧移动。
22.第四步,纵向压力调整平台7使仿形抛光工具9继续下降,直至抛光力达到设定的范围,同时横向压力调整平台1也将左右移动实现对抛光力的实时调整完成对微结构工件一侧的抛光。
23.第五步,利用横向压力调整平台1调整微细结构工件的位置,使仿形抛光工具9其靠近工件的另一侧,打开工件扫描抛光平台5,使仿形抛光工具9先沿微结构工件的另一侧移动直至完成对微结构工件另一侧的抛光。
24.进一步的,整个抛光过程所述的仿形抛光工具9上施加振幅0.1-0.5mm,频率1-10khz的振动。
25.抛光过程中保证材料均匀去除的原理:
26.恒力抛光:抛光过程中,由于工件表面不均匀,工件两边的受力情况会通过压力数据采集器6测量并传输到压力数据分析模块3,通过对压力数据的采集、分析、比较,系统将控制纵向横向压力调整平台1左右运动,纵向压力调整平台7上下运动,从而使得工件各处的受力实时相等。根据preston公式,在抛光过程中材料的去除量和抛光压力密切相关,工件各处受力相等可以更好的保证工件的面形。
27.纳米级材料去除(本发明的去除原理如图4(b)所示):本发明选用的抛光液是具有剪切增稠效应的非牛顿流体,在抛光过程中,磨粒14和非牛顿流体粒子17组成增稠粒子团16从而形成一定厚度的增稠层,从而实现对工件表面高峰的去除。利用非牛顿流体的剪切增稠效应进行材料去除属于微切削,材料的去除量很小,因此可以在降低粗糙度的前提下更好的维持微结构的形状特征。另外,普通抛光液材料去除原理如图4(a)所示,具体为:通过抛光垫与被加工工件之间的相对运动,利用抛光液中的磨料和抛光垫对被加工工件表面进行机械去除,从而获得高品质的加工表面。
28.保形抛光:针对微细结构尖角的区域容易产生过抛,凹槽的区域又很难被抛到的现象,通过对抛光工具进行改造,对传统的抛光过程进行优化,通过两次抛光可以有效的避免局部过抛的现象,从而达到更好的面形精度。
29.通过三者的同时作用,从而保证了微细结构工件抛光的均匀性和良好的表面质量。
30.本发明的有益效果体现在:
31.(1)本发明可以解决微细结构工件表面抛光不均匀的难题,在保持面形的前提下达到亚纳米粗糙度水平。
32.(2)该方法通过改变抛光工具的形状分多次对微细结构进行抛光,可以有效的避免微细结构的局部过抛和局部未抛到的现象,从而达到更好的面形精度,塌边比例可控制
在10%以内。
33.(3)该装置简单,操作方便,可适用于多种类型微细结构的抛光。
附图说明
34.图1为本发明装置示意图;
35.图2为本发明恒力抛光过程原理图;
36.图3(a)(b)为本方法抛光矩形结构时的过程示意图,图3(c)(d)为本方法抛光v形槽结构时的过程示意图;
37.图4(a)为普通抛光液材料去除原理图,图4(b)为本发明剪切增稠抛光液材料去除原理图;
38.图5为本发明装置抛光过程流程图;
39.图6为矩形微细结构使用该装置抛光前后表面轮廓变化。
40.图中:1横向压力调整平台;2横向压力调整控制器;3压力数据分析模块;4纵向压力调整控制器;5工件扫描抛光平台;6压力数据采集器;7纵向压力调整平台;8超声振动器;9仿形抛光工具;10抛光液循环装置;11抛光液储存装置;12抛光垫;13普通抛光液;14磨粒;15剪切增稠抛光液;16增稠粒子团;17非牛顿流体粒子。
具体实施方式
41.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
42.如附图1至图5所示,本实施案例是应用于矩形微细结构工件的非接触抛光,本装置通过横向压力调整平台1、横向压力调整控制器2、压力数据分析模块3、纵向压力调整控制器4、工件扫描抛光平台5、压力数据采集器6、纵向压力调整平台7、超声振动器8、仿形抛光工具9、抛光液循环装置10、抛光液储存装置11、抛光垫12、剪切增稠抛光液15共同实现矩形微细结构工件的精密加工。
43.所述压力数据采集器6固定安装在工件扫描抛光平台5上表面,并通过螺栓抛光液储存装置11相连接,压力数据采集器6可以测量x、y、z三个方向上的抛光力,完成抛光过程中抛光力的实时采集。所述压力数据分析模块3对压力数据采集器6采集的数据进行分析,通过横向压力调整控制器2和纵向压力调整控制器4完成对横向压力调整平台1和纵向压力调整平台7的控制。根据压力数据的分析结果,横向压力调整控制器2控制横向压力调整平台1在左右移动,纵向压力调整控制器4控制纵向压力调整平台7上下移动。所诉扫描抛光平台5与横向压力调整平台1相连,在抛光过程可以为工件提供y方向的往复运动。所述超声振动器8与压力调整平台7相连为仿形抛光工具9提供了振幅0.1mm、频率2khz的振动,同时压力调整平台7可以带动超声振动器8和仿形抛光工具9完成垂直方向的移动。所诉抛光液储存装置11通过螺纹和销孔与工件连接,抛光液储存装置11底部的平面度精度0.05mm,工件与仿形抛光工具9相互垂直。所诉抛光液循环装置10通过软管和抛光液储存装置11相连完成抛光液的冷却和循环利用。所述抛光垫12是聚氨酯材料,有良好的亲水性可以带动抛光
液流动。
44.本实施例的矩形微细结构仿形工具恒力非接触抛光方法,包括以下步骤:
45.第一步,通过纵向压力调整平台7使仿形抛光工具9位于微结构工件上方1mm的位置,打开横向压力调整控制器2、压力数据分析模块3、纵向压力调整控制器4、压力数据采集器6,根据抛光要求调整压力数据采集器6的压力调节范围为1n。
46.第二步,将具有剪切增稠效应的抛光液15放入抛光液储存装置11中,保证工件完全浸没在抛光液中,同时打开抛光液循环装置10。
47.第三步,打开工件扫描抛光平台5和超声振动器8使贴有抛光垫12的仿形抛光工具9有振幅0.1mm、振动频率2khz的振动,同时使仿形抛光工具9先沿矩形微细结构的一侧移动。
48.第四步,纵向压力调整平台7使仿形抛光工具9继续下降,直至抛光力达到1n,同时横向压力调整平台1也将左右移动实现对抛光力的实时调整完成对矩形微细结构一侧的抛光。
49.第五步,利用横向压力调整平台1调整工件的位置,使仿形抛光工具9靠近矩形微细结构另一侧,打开工件扫描抛光平台5,使仿形抛光工具9沿矩形微细结构的另一侧移动直至完成对微结构工件的抛光。图6为矩形微细结构使用该装置抛光前后表面轮廓变化,最终抛光后矩形微细结构粗糙从初始的200nm左右下降到50nm左右,微结构的表面轮廓基本无变化。
50.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1