一种自动上下料的研磨机的制作方法
1.本发明涉及一种研磨机,尤其涉及一种自动上下料的研磨机。
背景技术:
2.研磨机主要用于对产品内外壁进行打磨,在产品加工过程中,为了保证产品的避免的光滑度,需要实用研磨机对其进行打磨,而研磨时的上下料决定了加工的效率。
3.公开号为cn202804907u的一种自动上料研磨机,包括研磨机,所述研磨机的一侧设置有自动上料装置,所述自动上料装置和研磨机之间设置有机械手,所述自动上料装置包括上层自动上料装置和下层自动上料装置,所述机械手位于所述上层自动上料装置和下层自动上料装置之间,所述机械手电连接有控制装置;为滚筒类产品在研磨加工过程中能够自动上料提供稳定可靠的自动化设备,从而保证每支产品的研磨时间处于稳定的范围内,更重要的是可大大节省人手,降低企业的用人成本。
4.上述专利存在的问题:上述专利在对产品进行上料夹持完成打磨时,一次只能上下料一个,并且一次也只能打磨一个产品,影响研磨效率。
5.针对上述专利一次只能上下料一个产品,影响效率的问题,我们需要设计一种产品一次上下料量多的自动上下料的研磨机。
技术实现要素:
6.为了克服现有的研磨机一次只能上下料一个产品,影响效率的缺点,要解决的技术问题为:提供一种产品一次上下料量多的自动上下料的研磨机。
7.本发明的技术方案为:一种自动上下料的研磨机,包括有安装架、驱动电机、固定架和磨盘,安装架内底部固定有驱动电机,驱动电机输出轴上连接有固定架,固定架顶部固定有用于对产品研磨的磨盘,磨盘与安装架内部转动式相连,还包括有夹取机构、移动组件和放置组件,安装架上设有用于对产品夹取上料的夹取机构,夹取机构上设有用于产品自动上料的移动组件,安装架上设有用于放置未打磨产品的放置组件。
8.作为本发明的一种优选技术方案,夹取机构包括有第一支撑架、导向杆、滑动架、气缸、第二支撑架、伺服电机、第一齿轮、第二齿轮、限位柱、移动架、电动推杆和缓冲弹簧,安装架后侧固定有第一支撑架,第一支撑架上固定有导向杆,导向杆上滑动式设有滑动架,滑动架上固定有气缸,气缸伸缩杆上连接有第二支撑架,第二支撑架上安装有伺服电机,伺服电机输出轴上连接有第一齿轮,第二支撑架上沿周向均匀转动式设有多根限位柱,限位柱上侧均固定有第二齿轮,第二齿轮均与第一齿轮啮合,限位柱下侧均卡接有移动架,移动架上都沿周向均匀安装有多个电动推杆,电动推杆伸缩杆上均连接有用于固定产品的夹紧块,移动架与相近的第二齿轮之间均连接有用于使产品与磨盘紧贴的缓冲弹簧,缓冲弹簧均套在相近的限位柱上。
9.作为本发明的一种优选技术方案,移动组件包括有马达和螺杆,第一支撑架上部右侧固定有马达,马达输出轴上连接有用于带着产品左右方向移动的螺杆,螺杆与第一支
撑架转动式相连,螺杆与滑动架螺纹相连。
10.作为本发明的一种优选技术方案,放置组件包括有放置架和定位柱,安装架右侧固定有放置架,放置架顶部沿周向均匀固定有多个用于放置产品的定位柱,移动架移动能够套在定位柱上。
11.作为本发明的一种优选技术方案,还包括有导向柱、减震弹簧和收集盘,安装架左侧前后对称固定有导向柱,导向柱之间滑动式设有用于收集打磨好的产品的收集盘,导向柱上均套有用于对打磨后的产品减震的减震弹簧,减震弹簧一端均与收集盘相连,减震弹簧另一端均与安装架相连。
12.作为本发明的一种优选技术方案,还包括有防护罩,第二支撑架上固定有防护罩,第一齿轮与第二齿轮位于防护罩内部。
13.作为本发明的一种优选技术方案,还包括有水泵、环形管和喷头,安装架上部前侧固定有用于抽送清水的水泵,水泵自身出水管上连通有环形管,并且环形管位于安装架外侧,环形管上沿周向均匀安装有多个用于喷出清水至产品上的喷头,喷头均穿进安装架内部。
14.作为本发明的一种优选技术方案,还包括有用于对清水制冷的制冷箱,安装架下部前侧安装有制冷箱,水泵自身的进水管与制冷箱相通。
15.作为本发明的一种优选技术方案,还包括有保护垫,每对应的多块夹紧块相互靠近的一侧均胶粘有保护垫。
16.本发明提供了一种自动上下料的研磨机,具备以下优点:
17.1、通过马达带着夹紧块移动,并且气缸带着夹紧块下移位于产品外侧,便可通过电动推杆驱动夹紧块将产品夹紧,达到自动上料的目的,在下料时也是如此,并且夹取机构一次能够夹持六个产品,有效的提高了研磨效率;
18.2、通过伺服电机带着产品摩擦着磨盘转动,而驱动电机带着磨盘转动,能够使产品与磨盘相互摩擦,达到研磨的目的,并且不会产生明显的磨痕;
19.3、在打磨过程中,还可通过水泵抽送清水喷水在产品与磨盘上,能够为产品与磨盘降温,避免产品因高温受损。
附图说明
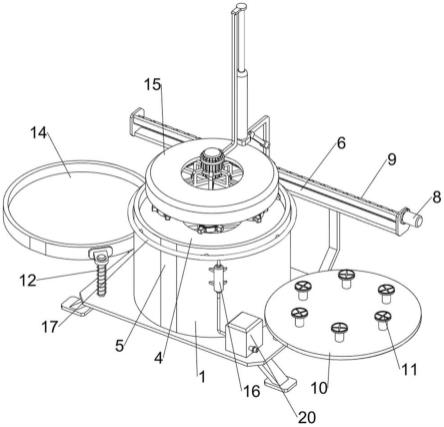
20.图1为本发明的立体结构示意图。
21.图2为本发明的部分立体结构示意图。
22.图3为本发明的局部剖视结构示意图。
23.图4为本发明夹取机构的立体结构示意图。
24.图5为本发明夹取机构的部分立体结构示意图。
25.图6为本发明夹取机构的局部剖视结构示意图。
26.图7为本发明马达、螺杆等部件的立体结构示意图。
27.图8为本发明放置架、定位柱、收集盘等部件的立体结构示意图。
28.图9为本发明防护罩、第一齿轮、第二支撑架等部件的立体结构示意图。
29.图10为本发明水泵、环形管、喷头等部件的立体结构示意图。
30.图中标记为:1-安装架,2-驱动电机,3-固定架,4-磨盘,6-夹取机构,60-第一支撑
架,61-导向杆,620-滑动架,621-气缸,622-第二支撑架,63-伺服电机,64-第一齿轮,65-第二齿轮,66-限位柱,67-移动架,68-电动推杆,69-夹紧块,610-缓冲弹簧,8-马达,9-螺杆,10-放置架,11-定位柱,12-导向柱,13-减震弹簧,14-收集盘,15-防护罩,16-水泵,17-环形管,18-喷头,19-保护垫,20-制冷箱。
具体实施方式
31.以下结合附图和具体实施方式对本发明作进一步详细描述,但不限制本发明的保护范围和应用范围。
32.实施例1
33.一种自动上下料的研磨机,如图1-3所示,包括有安装架1、驱动电机2、固定架3、磨盘4、夹取机构6、移动组件和放置组件,安装架1内底部安装有驱动电机2,驱动电机2输出轴上连接有固定架3,固定架3顶部固定有用于对产品研磨的磨盘4,磨盘4与安装架1内部转动式相连,安装架1上设有用于对产品夹取上料的夹取机构6,夹取机构6上设有用于产品自动上料的移动组件,安装架1上设有用于放置未打磨产品的放置组件。
34.如图1、图4、图5和图6所示,夹取机构6包括有第一支撑架60、导向杆61、滑动架620、气缸621、第二支撑架622、伺服电机63、第一齿轮64、第二齿轮65、限位柱66、移动架67、电动推杆68和缓冲弹簧610,安装架1后侧焊接有第一支撑架60,第一支撑架60上焊接有导向杆61,导向杆61上滑动式设有滑动架620,滑动架620上固定有气缸621,气缸621伸缩杆上连接有第二支撑架622,第二支撑架622上安装有伺服电机63,伺服电机63输出轴上连接有第一齿轮64,第二支撑架622上沿周向均匀转动式设有六根限位柱66,限位柱66上侧均固定有第二齿轮65,第二齿轮65均与第一齿轮64啮合,限位柱66下侧均卡接有移动架67,移动架67上都沿周向均匀安装有四个电动推杆68,电动推杆68伸缩杆上均连接有用于夹紧产品的夹紧块69,移动架67与相近的第二齿轮65之间均连接有缓冲弹簧610,缓冲弹簧610均套在相近的限位柱66上。
35.如图1和图7所示,移动组件包括有马达8和螺杆9,第一支撑架60上部右侧安装有马达8,马达8输出轴上连接有螺杆9,螺杆9与第一支撑架60转动式相连,螺杆9与滑动架620螺纹相连。
36.如图1和图8所示,放置组件包括有放置架10和定位柱11,安装架1右侧栓接有放置架10,放置架10顶部沿周向均匀固定有六个定位柱11,移动架67移动能够套在定位柱11上。
37.本装置用于产品的打磨,可以使其表面更加光滑,在使用本装置时,可先将产品一一放置在定位柱11上,将通过定位柱11限位,放置完毕后,便可启动马达8,使马达8输出轴转动带动螺杆9转动,进而带动滑动架620沿着导向杆61向右侧移动,滑动架620便带动气缸621、第二支撑架622、伺服电机63、第一齿轮64、限位柱66、第二齿轮65与移动架67向右侧移动,移动架67便带动电动推杆68与夹紧块69向右侧移动,在滑动架620沿着导向杆61向右侧移动至极限后,移动架67与夹紧块69便位于放置架10的正上方,这时人们便可控制气缸621伸缩杆伸出,使气缸621伸缩杆带动第二支撑架622、伺服电机63、第一齿轮64、第二齿轮65、限位柱66、移动架67、电动推杆68和夹紧块69向下移动,在移动架67向下移动套在产品外侧后,便可暂停气缸621,然后可控制电动推杆68伸缩杆伸出,使电动推杆68带动对应的四块夹紧块69相互靠近,使对应的四块夹紧块69相互靠近将产品夹紧,在产品夹紧后,便可将电
动推杆68关闭,然后控制气缸621伸缩杆缩回,使气缸621伸缩杆带动第二支撑架622、伺服电机63、第一齿轮64、第二齿轮65、限位柱66、移动架67、电动推杆68和夹紧块69向上移动,夹紧块69便带动产品向上移动,在上移至极限后,再将气缸621关闭,然后控制马达8输出轴反转,使马达8带着螺杆9反转,螺杆9便带动滑动架620沿着导向杆61向左侧移动,滑动架620便带着气缸621、第二支撑架622、伺服电机63、第一齿轮64、第二齿轮65、限位柱66、移动架67、电动推杆68、夹紧块69和产品向左侧移动,在产品移动至位于磨盘4正上方后,便可将马达8关闭,然后通过气缸621伸缩杆伸出带着第二支撑架622上的所有部件向下移动,产品也将向下移动,在产品下移至与磨盘4接触上后,这时第二支撑架622继续下移,便使第二齿轮65挤压缓冲弹簧610,使缓冲弹簧610压缩,而限位柱66便沿着移动架67下移一点,在缓冲弹簧610压缩后,可将气缸621关闭,然后将伺服电机63与驱动电机2启动,使伺服电机63输出轴转动带动第一齿轮64转动,第一齿轮64便带动第二齿轮65、限位柱66与移动架67转动,移动架67便带动电动推杆68与夹紧块69转动,进而带动产品转动,使产品在磨盘4上摩擦,而驱动电机2输出轴转动将带动固定架3与磨盘4转动,使磨盘4与产品相互转动,因磨盘4与产品转动产生的研磨纹路角度不一,所以打磨后的产品底面不会有明显的打磨痕迹,在缓冲弹簧610的作用下,能够使产品保持与磨盘4相贴的状态,在产品打磨完毕后,将伺服电机63与驱动电机2关闭,然后可通过气缸621,带着第二支撑架622上的部件整体向上移动,第二齿轮65上移将不再挤压缓冲弹簧610,使缓冲弹簧610复位,而后限位柱66便能够带着移动架67与产品向上移动,在上移至合适的高度后,便可通过马达8带动产品向左侧移动,使其不再位于磨盘4上方,可在移动至合适位置后,将收纳筒放置在产品下方,然后再控制电动推杆68伸缩杆缩回,使伸缩杆带动对应的四块夹紧块69相互远离,进而不再夹紧这产品,研磨好的产品便会掉落到收集筒内,产品收集完毕后,将电动推杆68关闭,接着重复上述操作将产品一一放置在定位柱11上,然后通过操作马达8与气缸621完成产品的自动上料,便可进行新一轮的打磨,通过夹取机构6与移动组件的配合,在进行产品研磨时,能够自动上下料,且一次可打磨六个产品,有效的提高了研磨效率。
38.实施例2
39.在实施例1的基础之上,如图1和图8所示,还包括有导向柱12、减震弹簧13和收集盘14,安装架1左侧前后对称焊接有导向柱12,导向柱12之间滑动式设有用于收集打磨好的产品的收集盘14,导向柱12上均套有减震弹簧13,减震弹簧13一端均与收集盘14相连,减震弹簧13另一端均与安装架1相连。
40.在产品研磨完毕后,可通过马达8控制滑动架620带着产品向左侧移动至收集盘14正上方,而后再控制电动推杆68使夹紧块69放松产品,打磨好的产品便会掉落在收集盘14上,减震弹簧13将为收集盘14起到缓冲的作用,在产品落到收集盘14上时,会使收集盘14在重力作用下沿着导向柱12快速下移一点,进而挤压减震弹簧13,在缓冲过后,减震弹簧13便反弹复位,使收集盘14沿着导向柱12上移复位,如此能够避免产品掉落在收集盘14上时受损。
41.如图1和图9所示,还包括有防护罩15,第二支撑架622上栓接有防护罩15,第一齿轮64与第二齿轮65位于防护罩15内部。
42.在带着产品向下移动与磨盘4接触进行研磨时,防护罩15位于第二齿轮65外侧,能够阻挡产品打磨时产生的碎渣,避免碎渣随意乱溅,可在打磨完毕后,对碎渣进行清理。
43.如图1和图10所示,还包括有水泵16、环形管17和喷头18,安装架1上部前侧安装有用于抽送清水的水泵16,水泵16自身出水管上连通有环形管17,并且环形管17位于安装架1外侧,环形管17上沿周向均匀安装有六个用于喷出清水至产品上的喷头18,喷头18均穿进安装架1内部。
44.如图1和图10所示,还包括有用于对清水制冷的制冷箱20,安装架1下部前侧安装有制冷箱20,水泵16自身的进水管与制冷箱20相通。
45.在使用本装置对产品进行研磨时,可外接水管在制冷箱20上,在产品打磨过程中,可将制冷箱20与水泵16打开,水泵16将会抽水清水,使清水经水管进入制冷箱20内,进而经制冷箱20的制冷抽送至环形管17上,便从喷头18喷出至产品上,能够对产品与磨盘4降温,避免高温导致产品受损,在产品研磨完毕后,将水泵16与制冷箱20关闭即可。
46.如图6所示,还包括有保护垫19,每四块夹紧块69相互靠近的一侧均胶粘有保护垫19。
47.在夹紧块69将产品夹紧时,保护垫19随着夹紧块69移动,保护垫19会与产品接触上,在夹紧块69夹紧产品时,能够避免夹紧块69磨损产品,同时也使产品夹紧的更加牢固。
48.上述实施例,只是本发明的较佳实施例,并非用来限制本发明实施范围,故凡以本发明权利要求所述内容所做的等效变化,均应包括在本发明权利要求范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1