一种快速连退超高强带钢生产线的制作方法
本发明涉及带钢冷轧后处理,特别涉及一种快速连退超高强带钢生产线。
背景技术:
1、汽车工业已经成为我国支柱产业之一。安全性是汽车的首要需求。为了提高车身的安全性,汽车用材需要具备足够的强度,总的来看通常材料强度越高、碰撞时吸收能越大,对车身的安全性越有利。而随着全球环境恶化和能源紧缺问题的日益加剧,加上世界各国车辆碰撞安全标准和汽车尾气排放法规限定的提高,使得汽车轻量化成为汽车制造业的主要发展方向之一。综合考虑汽车制造成本、回收和维护,高强钢,特别是超高强度钢仍然是未来汽车工业发展的首选材料。因此,汽车工业对高强度带钢特别是超高强度带钢的需求在逐年快速增加。其中连续退火的冷轧超高强带钢的生产,一直是各大钢厂的关注重点之一。
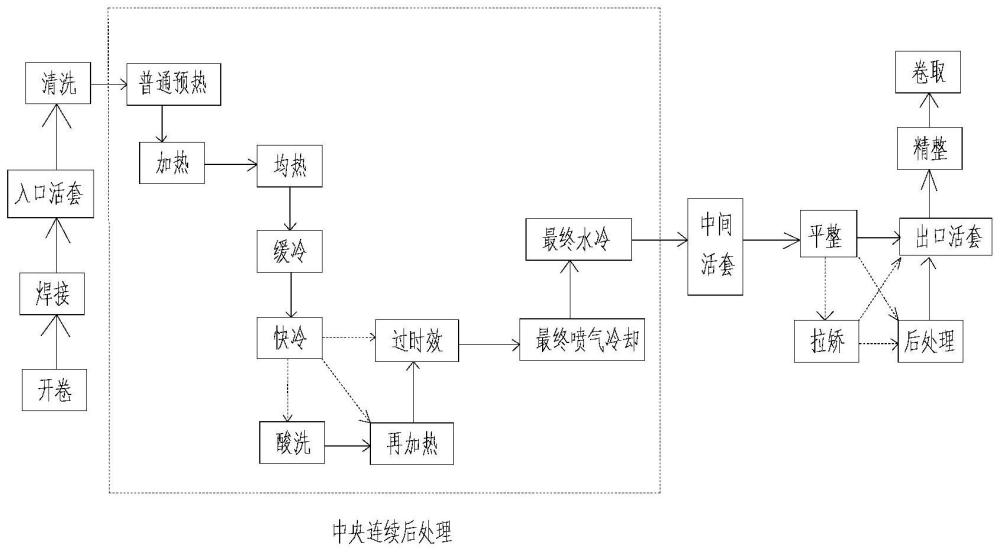
2、传统的连续退火带钢处理线,通常包括以下工位的设备:开卷-焊接-入口活套-清洗-中央连续后处理-中间活套-平整-出口活套-精整-卷取,有的处理线在平整工位与精整工位之间还布置拉矫工位设备,有的处理线在平整工位与精整工位之间布置钝化或耐指纹等表面后处理工位设备,也有的处理线在平整工位与精整工位之间同时布置拉矫工位设备和钝化或耐指纹等表面后处理工位设备,如图1所示。
3、上述中央连续后处理工位,生产连续退火的冷轧产品时通常包括普通预热段-加热段-均热段-缓冷段-快冷段-过时效(oa)段-喷气冷却段和最终水冷段这些设备。有的处理线在快冷段与过时效段之间布置再加热段,也有的机组在快冷段与过时效段之间同时布置酸洗段和再加热段,如图1所示。
4、原有技术存在如下不足:
5、传统连续退火带钢处理线的普通预热段、加热段,一种常见的方式是采用直火加热,且优选采用清洁的天然气进行直火加热,防止不清洁的燃烧废气污染带钢表面,并利用直火燃烧废气直接预热带钢。存在的不足是:
6、1)采用直火加热,预热带钢后的直火燃烧废气排放温度仍然比较高,通常会超过800℃,有时会超过850℃,超过850℃时通常需要掺入冷风将废气排放温度控制在850℃及以下才能进行二次离线利用。废气温度越高,意味着热能损失越多。可以看出,这种方法,热能一次在线利用率低,而且二次离线利用产生的蒸汽或热水在本机组往往不能全部消耗掉,因此将带来该区域能源平衡的困难;由于直火燃烧废气直接接触带钢而且接触时间较长,另外在预热段需将直火燃烧废气中的过量燃气进行二次燃烧,二次燃烧火焰往往是氧化性火焰,这必然限制带钢预热温度的提高,否则,容易在带钢表面形成过厚的氧化层,特别是对于高强钢和超高强钢,由于基板中添加了si、mn等强化合金元素,相比普通强度产品,带钢表面更容易出现合金强化元素的富集,引起表面质量问题,因此通常带钢的预热温度只能预热到250℃左右,预热效果较差。
7、2)有的高强钢例如qp钢,近年来开发使用了超高温退火工艺,退火温度需提高到900℃以上,传统的生产线已经无法满足此工艺要求,而且传统的辐射管加热技术,在如此高的温度区间加热带钢,效率也低下,能源利用率非常低。
8、3)当带钢厚度、目标退火温度、机组速度发生变化时,带钢均热温度调节速度偏慢,温度要么限制带钢厚度、目标退火温度、机组速度大幅度变化,要么造成因均热温度不符造成的质量损失增加。
技术实现思路
1、本发明的目的在于提供一种快速退火超高强带钢生产线,该生产线可以实现以下目的:采用直火加热时,做到直火燃烧废气余热的充分利用,可以将带钢温度快速预热到至少350℃以上,并避免直火燃烧废气在预热炉内长时间直接接触带钢,从而避免带钢表面生成过厚的氧化层;将燃烧废气余热基本都传输到了带钢上,提高热能一次利用率,使得燃烧废气充分加热带钢后可直接排放,无需增加锅炉或过热水加热装置进行二次利用,显著降低投资、减少占地面积。改进均热,实现带钢均热温度的快速调节。改进超高温加热:利用横磁感应加热技术,用于高温带钢加热温度的进一步快速提升,实现高强带钢的超高温退火,并提高能源利用率。另外,实现超高强钢的快速加热、快速冷却处理,缩短带钢的热处理周期时间;快速加热、快速冷却及快速热处理工艺技术的应用可以采用较低的合金成分生产更高强度等级的各种先进高强钢产品,不仅可以降低高强钢生产成本,还可以提高各种超高强钢产品的力学性能及后续加工性能(如焊接性能、涂装性能),显著提高高强钢产品的市场竞争力。
2、为达到上述目的,本发明的技术方案是:
3、一种快速退火超高强带钢生产线,其依次包括以下工位:开卷-焊接-入口活套-清洗-中央连续后处理-平整-出口活套-卷取;其中,
4、所述中央连续后处理工位依次包括喷射直火预热段、直火加热段、辐射管加热段、横磁感应加热段、均热段、缓冷段、快速冷却段、再加热段、过时效段、最终喷气冷却段、最终水冷段;
5、所述均热段采用辐射管均热段或喷气辐射复合均热段;
6、所述快速冷却段采用高氢冷却段或气雾冷却段或水淬冷却段;
7、或,高氢冷却段与气雾冷却段或水淬冷却段并联布置;
8、或,气雾冷却段与水淬冷却段并联布置,且,气雾冷却段与水淬冷却段之间设置连接通道;
9、或,高氢冷却段、气雾冷却段、水淬冷却段并联布置,且,气雾冷却段与水淬冷却段之间设置连接通道,高氢冷却段连接所述再加热段。
10、优选的,最终水冷段后设置可选择的酸洗段,带钢可以选择经过酸洗段,也可以旁通跳过酸洗段。
11、优选的,酸洗段后还设置可选择的闪镀段,带钢酸洗后可以选择进行闪镀镍或闪镀锌,也可以跳过闪镀段,直接产出酸洗表面产品。
12、优选的,在焊接工位与入口活套工位之间设置清洗工位,优选,在入口活套工位前后均设置清洗工位;带钢先进行第一次清洗,进入活套,然后进行第二次清洗,再进入中央连续后处理工位。
13、优选的,在卷取工位前设置精整工位,对带钢进行精整后再卷取。
14、优选的,在平整工位之前设置中间活套工位,带钢中央连续后处理后进入中央活套,然后再进入平整,可以实现中央连续后处理不降速实现平整机更换工作辊。
15、优选的,在平整工位与出口活套工位之间设置拉矫工位,带钢可以选择进行拉矫处理再进入出口活套。
16、优选的,在平整工位与出口活套工位之间设置钝化或耐指纹等表面后处理工位,带钢可以选择进行钝化或耐指纹等表面处理再进入出口活套。
17、优选的,在平整工位与出口活套工位之间设置拉矫工位和钝化或耐指纹等表面后处理工位,带钢可以选择进行拉矫或/和钝化或耐指纹等表面后处理再进入出口活套。
18、另外,本发明还提供一种喷射直火预热装置,其包括:直火炉、预热炉;其中,
19、所述直火炉包括:
20、炉壳,其上下端分别设置炉顶辊室、炉底辊室;炉顶辊室、炉底辊室内分别设置转向辊;炉壳内沿高度方向设置若干直火加热区,直火加热区内设置若干直火烧嘴;炉壳上部侧壁设至少两个通孔,且左右对称设置;
21、所述预热炉包括:
22、炉体,其上部侧壁设至少两个连接孔,且左右对称设置,并分别通过连通管连接所述直火炉炉壳上部的通孔;炉体顶端设与所述直火炉炉顶辊室对应、供带钢穿过的炉喉;炉体底部设带钢入口及相应的密封装置和转向辊;炉体内上部设一穿带孔的上隔板,形成直火废气上集气室;直火废气上集气室下方设直火燃烧废气二次燃烧室,直火燃烧废气二次燃烧室内设至少一只明火烧嘴;优选的,所述直火燃烧废气二次燃烧室内还设置燃烧废气测温计;炉体内下部设一带穿带孔的下隔板,形成直火废气下集气室,并通过一废气排出管道连接一废气风机;所述废气排出管道上设置控制阀;
23、若干换热与喷气风箱单元,沿炉体高度方向设置于所述炉体内直火燃烧废气二次燃烧室下方的两侧,中间形成供带钢穿过的穿带通道;每个换热与喷气风箱单元包括,
24、风箱体,其内竖直设置若干热交换管,风箱体相对所述穿带通道的一侧面设置若干喷嘴;上下设置的风箱体之间设置与热交换管连通的废气二次混合室;风箱体内通入氮氢保护气体;
25、循环风机,其进口管道的端口设置于所述穿带通道内,其出口管道的端口位于风箱体内;
26、若干可供带钢穿过的密封装置,分别设置于所述穿带通道的上下端口处及上、下隔板的穿带孔处;优选的,所述密封装置为氮气密封结构,采用氮气密封室,其上设有氮气注入管道。
27、生产过程中,直火炉直火燃烧产生的高温燃烧废气通过连通管进入预热炉,预热炉内设有多个依次上下排列的换热与喷气风箱单元,该换热与喷气风箱单元的热交换管道(高温燃烧废气走管程,保护气体走壳程)对风箱体内的氮氢混合气体加热,通过正对带钢两侧的高速喷嘴向带钢两面喷吹高温氮氢混合气体,快速加热带钢,喷出的高温氮氢混合气体与低温带钢进行热交换,混合气体降低温度之后从布置在靠近带钢两侧边的循环风机抽回到炉内热交换器与其内部的走管程的燃烧废气再次进行热交换,再次提升氮氢混合气体的温度,而后从该喷气风箱单元内部再喷向带钢两面,如此循环往复。
28、在所述预热装置中:
29、所述预热设置换热与喷气风箱单元及直火燃烧废气二次燃烧室,所述换热与喷气风箱单元采用热交换管道(热交换器不是布置在炉外),将直火燃烧废气二次燃烧室再次燃烧的燃烧废气加热风箱体内循环利用的氮氢保护气体,在循环风机的作用下加热后的氮氢保护气体高速喷射到带钢上下表面强制对流换热,实现快速高效预热带钢。
30、在直火燃烧废气二次燃烧室内还设置明火烧嘴,用于直火燃烧废气中未充分燃烧的燃气在直火燃烧废气二次燃烧室内进行富氧二次燃烧,且燃烧的火焰不会接触到带钢。
31、上下设置的风箱体之间设置与热交换管连通的废气二次混合室,在该废气二次混合室对废气温度进行均匀化处理,然后再进入下行的风箱体。
32、所述密封装置为氮气密封结构,设有氮气密封室,氮气密封室内都设有氮气注入管道口,通过向氮气密封室内内通入密封氮气,维持相对高压,避免大量直火燃烧废气进入炉内换热与喷气风箱单元内部的穿带通道,从而可以避免直火燃烧废气过量氧化带钢表面。
33、所述预热炉的带钢入口处设密封装置,其内部也设置气体注入口,喷吹少量密封氮气或空气,其作用是避免直火燃烧废气溢出至炉外。
34、再有,本发明还提供一种喷气辐射复合均热装置,其包括:
35、炉体,其内沿高度方向设置复合加热体;所述复合加热体,包括,保温箱体,其壳体内壁设保温材料;保温箱体的一侧面中央设安装孔;
36、循环风机,设置于所述保温箱体安装孔处,其吸风口对应安装孔轴线,出风口设于机壳侧面;
37、缓冲腔体,设置于所述保温箱体内对应循环风机吸风口处,缓冲腔体背面设与循环风机吸风口对应的热风出口,缓冲腔体正面设热风进口;优选的,所述缓冲腔体与高温喷气风箱为一体结构;
38、两高温喷气风箱,竖直对称设置于所述保温箱体内缓冲腔体正面热风进口的两侧,形成供带钢穿过的穿带通道;位于该穿带通道两侧的两高温喷气风箱的一侧面沿高度方向间隔设置若干排射流喷嘴,且,n排射流喷嘴之间设置一间隙,n≥1;n=1时,所述辐射管平行布置于该一排射流喷嘴的上方或下方;优选的,所述射流喷嘴直径为射流喷嘴到带钢的距离的1/10~1/5;更优选的,所述射流喷嘴采用圆孔结构;
39、若干辐射管,对称设置于所述两高温喷气风箱内,所述辐射管包括连接烧嘴的连接管段、自连接管段一端弯折延伸的辐射管段、自辐射管段一端延伸弯折形成的换热管段;所述辐射管段对应所述高温喷气风箱中n排射流喷嘴之间设置的间隙,形成喷气与辐射交替结构;优选的,所述辐射管的辐射管段、连接管段、换热管段为平行设置。
40、本发明所述喷气辐射复合均热装置采用复合加热技术,能够把高速高温喷气加热技术与辐射管加热技术能够有机的结合在一起,充分的发挥了高速高温喷气加热技术与辐射管加热技术的技术优势。通过优化设计辐射管的结构,将辐射管安装到高速高温喷气风箱内部把辐射管燃烧气体产生的热量通过高速高温喷气与辐射两种方式迅速的转移到带钢上去,实现带钢的快速加热,对于1mm的带钢平均加热速度最高不低于40℃/s,这样可以大大缩短加热炉的长度,对于一个年产量30万吨机组其加热段约2个pass,降低炉体的热惯性;
41、其次,由于燃气产生的热量被风箱中的循环气体(n2+h2)带走,这不仅可以降低辐射管的排烟温度,同等情况下可以降低辐射管的排烟温度约100℃,提高辐射管的热效率约5%,还可以降低辐射管的平均工作温度,延长辐射管的使用寿命;
42、再次,经过加热的循环气体温度较为均匀,因此加热过程中带钢宽度方向上的温度分布较为均匀,根据运行实际加热过程中带钢宽度方向上的均匀性控制在±5℃,从而实现机组的稳定运行。高速喷气和辐射复合加热技术将会显著提升现存机组的产能,解决产线上加热能力不足的问题。
43、本发明所述喷气辐射复合均热装置的辐射管既具有燃烧辐射功能(是指在两排喷嘴之间是辐射管的高温段),又具有换热器功能,对循环气体进行加热,这样能够把辐射管内燃烧气体的热量通过强制换热迅速的转移到带钢上去,实现带钢的快速加热,可以大大缩短加热炉的长度,降低大型立式连续退火炉体的热惯性。
44、本发明所述生产线与传统连续热处理线的不同点或创新点在于:
45、1)使用直火加热时,使用喷射直火预热段代替普通预热段,其区别于普通预热段的显著特征在于:
46、①采用炉内热交换器(热交换器不是布置在炉外)加热循环利用的氮氢保护气体,利用加热的氮氢保护气体高速喷射到带钢上下表面强制对流换热实现快速高效预热带钢,此方法与传统的预热方法相比,炉壳及保护气体通道的热量损失显著减少,燃烧废气余热利用更充分、加热效率更高、加热速率更快;
47、②在喷射直火预热段内,加热段燃烧废气从预热段的换热器室通过,在通过过程中加热段燃烧废气与换热器室内的热交换器进行充分的换热,加热氮氢保护气体,因此在喷射直火预热段内加热段燃烧废气不是一直与带钢直接接触(当加热段采用直火加热时,喷射直火预热段仅在高温段短时直接接触而且此时废气属于还原性气氛或微氧化气氛),从而可以避免带钢表面过氧化;
48、③当加热段采用直火加热时,直火燃烧废气中的未充分燃烧的燃气在喷气预热段顶部的半密封单元内进行富氧二次燃烧,但燃烧的火焰不接触带钢,因此有效避免了带钢表面过氧化;
49、④带钢预热温度更高,当加热段采用直火加热时,由于高温氮氢保护气体喷射直火预热换热系数高,预热后的带钢温度至少可以达到350℃及以上,比普通预热段带钢温度至少高出100℃;
50、⑤当加热段采用直火加热时,本发明所述喷射直火预热段出来的直火燃烧废气温度通常远低于750℃(如果高速喷射预热单元布置数量足够多的话甚至可以达到200℃以下直接排放),无需掺冷空气进行炉外二次利用或根本无需二次利用。
51、2)通过直火加热设备、横磁感应加热设备与高氢快冷设备的配合使用,实现了高强钢的快速加热、快速冷却退火处理,可以提高高强钢的强度;
52、3)横磁感应加热用于高温带钢的进一步快速提升,可以实现高强钢的超高温退火;
53、4)本发明所述均热段采用喷气辐射复合均热段,实现带钢厚度规格变化、目标温度变化、机组速度变化等工况变化时带钢均热温度的快速调节。
54、5)本发明所述技术方案还可以实现冷轧退火、酸洗和闪镀三种不同表面状态的超高强钢连续生产。
55、本发明的有益效果在于:
56、1)本发明预热后带钢温度高,热能一次利用率高;
57、2)本发明实现带钢的快速加热、快速冷却处理,可生产强度级别高的带钢产品;
58、3)本发明采用喷气辐射复合均热时,带钢厚度规格变化、目标温度变化、机组速度变化等工况变化时带钢均热温度可以实现快速调节,可以减少因带钢温度不符造成的质量损失;
59、4)本发明快速加热、快速冷却及快速热处理工艺技术的应用可以采用较低的合金成分生产更高强度等级的各种先进高强钢产品,450mpa级产品的成分可以达到590mpa级产品的强度,相应780mpa级产品的成分可以达到980mpa级产品的性能,不仅可以降低高强钢生产成本,还可以提高各种超高强钢产品的力学性能及后续加工性能(如焊接性能、涂装性能),显著提高高强钢产品的市场竞争力;
60、5)本发明实现超高强钢的快速加热、快速冷却处理,缩短带钢的热处理周期时间;
61、6)本发明技术方案可以实现冷轧退火、酸洗和闪镀三种不同表面状态的超高强钢连续生产。
- 还没有人留言评论。精彩留言会获得点赞!