一种砂型模成型模具的制作方法
1.本发明涉及模具设备技术领域,尤其涉及一种砂型模成型模具。
背景技术:
2.砂型铸造是指在砂型中生产铸件的铸造方法。由于砂型铸造所用的造型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,长期以来,一直是铸造生产中的基本工艺。
3.在砂型铸造工艺中,离不开砂型模的制备与使用,现有方式制备砂型模时,一种成型模具仅能产出单一类型的砂型模模体,若要制得完整的砂型模,至少需要两种砂型模成型模具,不仅造价不经济,且两种成型模具也需要较高的匹配精度才能确保所产出的模体能够恰好适配,无形间影响了砂型模的成品效率。
技术实现要素:
4.为解决背景技术中存在的技术问题,本发明提出一种砂型模成型模具。
5.一种砂型模成型模具,可将型砂一次成型形成模体,且两组模体合模形成完整砂型模,所述成型模具具体包括:底模和盖模,底模上具有第一造型面用以形成模体外部造型,盖模具有第二造型面用以形成模体内部造型,且当底模与盖模合模时,第一造型面与第二造型面相对。
6.作为上述方案的进一步优化,第二造型面分为第一造型区与第二造型区,用以在模体内侧形成第一型腔部与第二型腔部,并且当两组模体合模时,一组模体上的第一型腔部可对应配合另一组模体上的第二型腔部以形成两组相同类型的型腔。
7.作为上述方案的进一步优化,第二造型面上开设有槽体,且槽体位于第一造型区与第二造型区之间,用以在模体成型时形成凸起的阻挡部,且所述阻挡部可在两组模体合模时相互抵接以分隔开两组型腔。
8.作为上述方案的进一步优化,所述槽体内平行设置有两条凸棱,凸棱两端分别抵接第一造型区、第二造型区的边缘,以使得所形成的阻挡部上可对应的形成有槽口,且当两组模体合模时,两组模体的槽口可一一对应配合形成流道。
9.作为上述方案的进一步优化,槽体一端设有第一突出部,第一突出部衔接其中一条凸棱并延伸至盖模一侧边缘,用以在模体成型时在其一侧形成槽道,且所述槽道可在两组模体合模时形成砂型模的冒口。
10.作为上述方案的进一步优化,另一条凸棱上设有垂直第二造型面布置的造型柱,用以在模体上预留出可作为浇口的贯通孔。
11.作为上述方案的进一步优化,还包括接口盘,第一造型面在与造型柱相对应的位置处设置有沉孔,接口盘可放置于沉孔内以在模体成型时在,模体外部形成相应的连接部,且当底模与盖模合模时,接口盘与造型柱位于同一轴线上。
12.作为上述方案的进一步优化,接口盘具有凹型和凸型两种规格,以对应形成凸口
状或凹口状的连接部,且凹口状连接部可与凸口状连接部适配连接。
13.作为上述方案的进一步优化,底模与盖模合模时,其两侧接合处形成有多个喷砂孔。
14.本发明中所提出的一种砂型模成型模具,通过更换不同类型的接口盘,可使单一类型的模具能够制造出不同类型的模体,并制得的模体可合模形成完整砂型模,极大提升了砂型模的制备效率和经济效益,而接口盘所形成的模体的连接部,可在模体合模成砂型模后,将各个的砂型模通过连接部串接,以提升砂型铸造的浇铸效率,从而使得该成型模具的实用性进一步提升。
附图说明
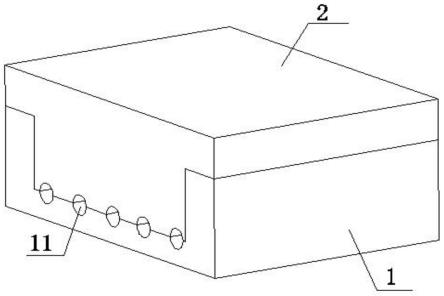
15.图1为本发明提出的一种砂型模成型模具的合模状态示意图;
16.图2为本发明提出的一种砂型模成型模具制备的模体结构示意图;
17.图3为本发明提出的一种砂型模成型模具的底模结构示意图;
18.图4为本发明提出的一种砂型模成型模具的盖模结构示意图;
19.图5为本发明提出的一种砂型模成型模具的接口盘结构示意图;
20.图6为本发明提出的一种砂型模成型模具制备的模体的第一形态示意图;
21.图7为本发明提出的一种砂型模成型模具制备的模体的第二形态示意图;
22.图8为本发明提出的一种砂型模成型模具制备的模体的第三形态示意图。
具体实施方式
23.实施例1
24.本实施例提出的一种砂型模成型模具,主要用于将型砂一次加工成型为模体,且两组所成型的模体可合模形成完整的砂型模。
25.如图1、图3、图4和图5所示,成型模具具体包括:底模1和盖模2,底模1与盖模2合模时形成有内腔,型砂在腔内加工成型,为方便型砂注入,底模1与盖模2的接合处形成有多个喷砂孔11,更为具体的,喷沙孔11分布在成型模具的两侧且一一对应。
26.底模1上具有第一造型面3用以形成模体的外部造型,盖模2具有第二造型面4用以形成模体的内部造型,且当底模1与盖模2合模时,第一造型面3与第二造型面4相对。
27.第二造型面4分为第一造型区401与第二造型区402,且第二造型面4上开设有槽体5,用以将第一造型区401与第二造型区402分隔开。
28.槽体5内平行设置有两条凸棱6且两条凸棱6间具有一定的间隔,凸棱6两端分别抵接第一造型区401、第二造型区402的边缘。
29.槽体5一端设有第一突出部7,第一突出部7衔接其中一条凸棱6并延伸至盖模2一侧边缘,另一条凸棱6上设有垂直第二造型面4布置的造型柱8。
30.此外还包括接口盘10,接口盘10具有凹型和凸型两种规格的形状,并可自由替换安装在底模1上,第一造型面3在与造型柱8相对应的位置处设置有沉孔9,接口盘10活动放置于沉孔9内,且当底模1与盖模2合模时,接口盘10与造型柱8位于同一轴线上。
31.实施例2
32.由实施例1提出的一种砂型模成型模具所制成的砂型模,由两组模体合模而成,参
考图2,模体1内具有第一型腔部和第二型腔部,能够预料的,第一型腔部、第二型腔部是由第一造型区401、第二造型区402造型形成,当两组模体合模时,一组模体上的第一型腔部对应配合另一组模体上的第二型腔部,以形成两组相同类型的型腔,两个型腔作为铸件的浇铸腔,可以同时浇铸出两个完全相同的铸件。
33.模体内设有阻挡部,该阻挡部是型砂通过第二造型面4上的槽体5形成,当两组模体合模时,两组模体上的阻挡部相互抵接以分隔两组型腔。
34.进一步的,为提升合模时两个模体的契合度,成型模具的槽体5上可设置凸块与卡槽,使得阻挡部上可对应形成相应的凹、凸区域,当两组模体合模时,一组模体上的凸处可对应嵌于另一组模体上的凹处。
35.阻挡部上具有第一槽道、第二槽道,第一槽道与第二槽道便是型砂由槽体5上的凸棱6形成,当两组模体合模时第一槽道配合形成第一浇道,第二槽道配合形成第二浇道,第一浇道、第二浇道连通两组型腔,第一浇道在下作为钢水的进入通道,第二浇道在上作为钢水充盈型腔后的流出通道。
36.模体内具有第三槽道用以在两组模体合模时配合形成冒口,第三槽道便是由型砂在第一突出部7上形成。
37.此外,模体上作为浇口的贯通孔是型砂在造型柱8的作用下形成。
38.实施例3
39.本实施例是在实施例2基础上的进一步延伸,为了提升铸件的成型效率,往往需要多个砂型模同步浇铸,因此,在实施例2的基础上,接口盘10的设计可在模体上成型不同形状的连接部,具体的,合模的两个模体中,其中一个模体外侧具有凸型的连接部,另一个模体外侧具有凹型的连接部,当模体合模成砂型模后,不同的砂型模间可通过连接部串接。
40.当凸型的接口盘放置在沉孔9内时,可形成具有凹型连接部的模体,此为模体的第一种形态,当凹型的接口盘放置在沉孔9内时,可形成具有凸型连接部的模体,此为模体的第二种形态,参考图6和图7。
41.值得注意的是,理论上砂型模可无限衔接下去,但由于一次浇铸钢水量的限制,砂型模的串接数量需根据实际情况确定,因此最后一个砂型模的其中一个模体需在其成型时不形成贯通孔,此为模体的第三种形态,参考图8,而形成此种形态的模体,只需在型砂注入成型模具时,不将接口盘10放入沉孔9内便可。
42.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1