一种高性能碳纤维喷丝板表面精加工装置及方法与流程
1.本发明涉及喷丝板加工技术领域,尤其涉及一种高性能碳纤维喷丝板表面精加工装置及方法。
背景技术:
2.喷丝板又称纺丝帽,喷丝板的作用是将黏流态的高聚物熔体或溶液,通过微孔转变成有特定截面状的细流,经过凝固介质如空气或凝固浴固化而形成丝条,喷丝板可分:普通型,其中又可分为熔纺喷丝板(其外形有圆形、矩形、扇形)和湿纺喷丝板;异形喷丝板,纺制纤维的断面是非圆形的;复合喷丝板以制造复合纤维。
3.碳纤维主要由碳元素组成,具有耐高温、抗摩擦、导热及耐腐蚀等特性,外形呈纤维状、柔软、可加工成各种织物,由于其石墨微晶结构沿纤维轴择优取向,因此沿纤维轴方向有很高的强度和模量;碳纤维的密度小,因此比强度和比模量高。
4.碳纤维的主要用途是作为增强材料与树脂、金属、陶瓷及炭等复合,制造先进复合材料,碳纤维喷丝板作为一种新型的喷丝板类型,具有更高的硬度和耐腐蚀性能,高性能碳纤维喷丝板在生产过程中需要对其进行精加工操作,喷丝板的表面通常分为内环和板面,内环是喷丝孔分布的区域,内环和板面不在同一个平面上,因此在对喷丝板的表面进行精加工处理时需要分别进行内环和板面的加工。
技术实现要素:
5.本发明公开一种高性能碳纤维喷丝板表面精加工装置及方法,旨在解决背景技术中的需要分别进行内环和板面的加工,工作效率低的技术问题。
6.本发明提出的一种高性能碳纤维喷丝板表面精加工装置,包括加工台,所述加工台的上方设置有放置座,且放置座的内部设置有驱动电机,放置座上活动连接有旋台,旋台上设置有固位组件,所述加工台上开设有凹槽,凹槽的内部固定连接有第一液压缸,且第一液压缸的顶端固定连接有抬升架,抬升架与加工台的凹槽之间活动连接,所述抬升架的上侧固定连接有下附座和上附座,且下附座和上附座位于旋台的外侧呈直角分布,所述下附座的上侧设置有内环加工组件,且下附座的上侧设置有板面加工组件。
7.通过设置有加工台、放置座、旋台、固位组件、抬升架、第一液压缸、下附座、上附座、内环加工组件和板面加工组件,利用装置能够同时对高性能碳纤维喷丝板表面的内环和板面进行同时加工,缩短喷丝板表面精加工的整体时间,提高加工效率。
8.在一个优选的方案中,所述固位组件包括内抬板、三个移动块和三个内撑块,旋台的内部开设有柱状的空腔,内抬板位于空腔的内部,空腔的底部内壁固定连接有第二液压缸,第二液压缸的顶端与内抬板的下侧固定连接,且三个移动块和三个内撑块均呈圆周等距分布,三个内撑块的下端分别与三个移动块的上侧固定连接,三个内撑块上均开设有弧状凹槽,弧状凹槽的内部均固定连接有橡胶垫;所述旋台上开设有三个圆周等距的滑槽,三个滑槽均位于旋台上空腔的上方,三个移动块分别与三个滑槽活动连接,三个移动块的一
侧固定连接有旁附凸板,旁附凸板上均开设有多个斜置的凹槽,一个旁附凸板上的多个斜置凹槽内部活动连接有同一个牵引板,牵引板的下端与内抬板上侧均固定连接,且旋台的上侧固定连接有三个圆周等距的放置凸板。
9.通过设置有固位组件,利用固位组件能够促使内撑块从喷丝板的中孔对其进行外扩内撑固位,便于喷丝板后续伴随旋台进行运动,同时采用内撑固位的方式能够满足不同规格喷丝板的固定需求,从而提高装置的适用范围;橡胶垫能够增加内撑块与喷丝板中孔内壁之间接触效果,同时利用橡胶垫的特性避免出现外撑过度,造成喷丝板的中孔内壁受损。
10.在一个优选的方案中,所述加工台上远离抬升架的一侧固定连接有底座,底座的另一端固定连接有支台,放置座上开设有两个对称的圆孔,两个圆孔的内部均活动连接有轨杆,两个轨杆的两端分别与底座的两侧内壁固定连接,且支台的上侧固定连接有反转电机,反转电机的输出端通过联轴器连接有丝杆,丝杆的另一端与底座的一侧活动连接,放置座上开设有螺纹孔,丝杆与放置座上的螺纹孔之间活动连接。
11.在一个优选的方案中,所述内环加工组件包括底置盒和上置盒,底置盒和上置盒之间活动连接,底置盒的上侧固定连接有第三液压缸,第三液压缸的上端与上置盒之间固定连接,且底置盒和上置盒的一侧均设置有功能盒,两个功能盒呈上下对称分布,两个功能盒上均活动连接有转轴,两个转轴上相对的一端均固定连接有磨盘,两个转轴的另一端分别穿过两个功能盒固定连接有牵动轮盘;所述下附座上固定连接有第一电动机,第一电动机的输出端通过联轴器连接有固定轴杆,固定轴杆与底置盒之间活动连接,固定轴杆的顶端活动连接有活动轴杆,活动轴杆与上置盒之间活动连接,且固定轴杆和活动轴杆的外部均固定连接有主动轮盘,两个主动轮盘分别位于底置盒的下侧和上置盒的上侧,两个主动轮盘分别与两个牵动轮盘之间活动连接。
12.通过设置有内环加工组件,利用内环加工组件能够对喷丝板的内环位置进行打磨操作,利用旋转的磨盘对喷丝板的上下面内环进行同时打磨,去除内环喷丝孔外的毛刺。
13.在一个优选的方案中,两个所述磨盘的外部均设置有外护套,外护套与功能盒之间均固定连接,外护套的内部均固定连接有橡胶缓冲垫,橡胶缓冲垫位于磨盘的外侧,且外护套与功能盒之间贯通,功能盒远离旋台的一侧均固定连接有连接管,连接管的另一端与相邻的底置盒或上置盒之间固定连接,底置盒和上置盒的内部设置为空腔,底置盒上远离旋台的一侧开设有矩形出料孔,矩形出料孔的内部固定连接有排料管。
14.通过设置有外护套、橡胶缓冲垫、连接管和排料管,外护套产生内吸的气流,将打磨产生的飞屑从配料管排出(内环打磨过程中产生的飞屑会撞击在橡胶缓冲垫上,随后被吸入连接管内);橡胶缓冲垫能够降低飞屑的速度,便于进行吸风收集;利用吸风的方式将打磨过程中的飞屑快速排出,避免飞屑存留在喷丝板上造成二次划伤。
15.在一个优选的方案中,所述板面加工组件包括下置座和上置座,下置座与上附座之间固定连接,下置座上固定连接有第四液压缸,第四液压缸的顶端与上置座的下侧固定连接,且上置座和下置座上靠近旋台的一侧均固定连接有支架,两个支架上相对的一侧均开设有弧状凹槽,弧状凹槽的两侧内壁之间均活动连接有旋杆,旋杆的外部固定连接有杆套,杆套的外部设置有圆角磨台和板面磨套;两个所述旋杆的外部均固定连接有涡轮,涡轮位于支架上靠近下置座或上置座的一侧,且上附座上固定连接有第二电动机,第二电动机
的输出端通过联轴器连接有固定蜗杆,固定蜗杆与下置座之间活动连接,固定蜗杆的顶端开设有六角孔,六角孔的内部活动连接有活动蜗杆,活动蜗杆的顶端与上置座之间活动连接,固定蜗杆与活动蜗杆分别与两个涡轮转动连接。
16.通过设置有板面加工组件,利用板面加工组件能够对喷丝板的板面进行精加工操作,可同时实现板面的打磨和嵌槽处的倒角操作,提高板面的整体加工效率。
17.一种高性能碳纤维喷丝板表面精加工装置的加工方法,应用于上述所述的一种高性能碳纤维喷丝板表面精加工装置,所述加工方法包括如下步骤:s1、喷丝板的固位和输送:将喷丝板放于旋台上,启动内部的固位组件对喷丝板进行固定,再利用反转电机带动丝杆转动,将放置座连同喷丝板输送至精加工位置;s2、调节环节:启动第一液压缸带动抬升架向上移动,底置盒和下置座向喷丝板的下表面靠拢,直至底置盒一侧的磨盘和下置座上的板面磨套与喷丝板的下表面接触,随后根据喷丝板的规格来启动第三液压缸和第四液压缸,直至上置盒一侧的磨盘和上置座上的板面磨套与喷丝板的上表面接触;s3、内环加工环节:第一电动机利用皮带带动两个磨盘同时转动,从而对喷丝板上下表面的内环位置进行打磨,同时与外部吸尘器连接的排料管进行吸气操作,经过连接管的输送,外护套产生内吸的气流,将打磨产生的飞屑从配料管排出,此过程中,旋台在放置座内部的驱动电机带动下进行缓慢的匀速转动;s4、板面加工环节:内环加工的同时,第二电动机利用涡轮和蜗杆带动旋杆转动,板面磨套对喷丝板的上下板面进行磨平,圆角磨台则对喷丝板的板面嵌槽处进行倒角。
18.由上可知,本发明提供的一种高性能碳纤维喷丝板表面精加工装置具有同时对高性能碳纤维喷丝板表面的内环和板面进行同时加工,缩短喷丝板表面精加工的整体时间,提高加工效率。
附图说明
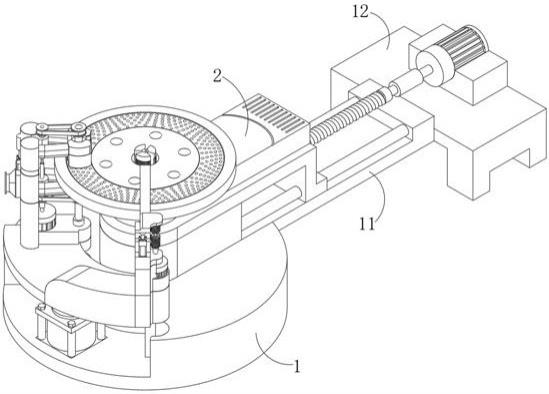
19.图1为本发明提出的一种高性能碳纤维喷丝板表面精加工装置的整体结构示意图;图2为本发明提出的一种高性能碳纤维喷丝板表面精加工装置的底座侧视结构示意图;图3为本发明提出的一种高性能碳纤维喷丝板表面精加工装置的抬升架结构示意图;图4为本发明提出的一种高性能碳纤维喷丝板表面精加工装置的旋台结构示意图;图5为本发明提出的一种高性能碳纤维喷丝板表面精加工装置的内环加工组件结构示意图;图6为本发明提出的一种高性能碳纤维喷丝板表面精加工装置的局部结构示意图;图7为本发明提出的一种高性能碳纤维喷丝板表面精加工装置的板面加工组件结构示意图;图8为本发明提出的一种高性能碳纤维喷丝板表面精加工装置的支架结构示意
图。
20.图中:1、加工台;2、放置座;3、旋台;4、固位组件;401、内抬板;402、移动块;403、内撑块;404、第二液压缸;405、旁附凸板;406、牵引板;407、橡胶垫;408、放置凸板;5、抬升架;6、第一液压缸;7、下附座;8、上附座;9、内环加工组件;901、底置盒;902、上置盒;903、第三液压缸;904、功能盒;905、转轴;906、磨盘;907、牵动轮盘;908、第一电动机;909、固定轴杆;910、活动轴杆;911、主动轮盘;10、板面加工组件;1001、下置座;1002、上置座;1003、第四液压缸;1004、支架;1005、旋杆;1006、杆套;1007、圆角磨台;1008、板面磨套;1009、涡轮;1010、第二电动机;1011、固定蜗杆;1012、活动蜗杆;11、底座;12、支台;13、轨杆;14、反转电机;15、丝杆;16、外护套;17、橡胶缓冲垫;18、连接管;19、排料管。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
22.本发明公开的一种高性能碳纤维喷丝板表面精加工装置主要应用于板面加工效率低的场景。
23.参照图1-8,一种高性能碳纤维喷丝板表面精加工装置,包括加工台1,加工台1的上方设置有放置座2,且放置座2的内部设置有驱动电机,放置座2上活动连接有旋台3,旋台3上设置有固位组件4,加工台1上开设有凹槽,凹槽的内部通过螺栓连接有第一液压缸6,且第一液压缸6的顶端通过螺栓连接有抬升架5,抬升架5与加工台1的凹槽之间活动连接,抬升架5的上侧通过螺栓连接有下附座7和上附座8,且下附座7和上附座8位于旋台3的外侧呈直角分布,下附座7的上侧设置有内环加工组件9,且下附座7的上侧设置有板面加工组件10。
24.具体的,将喷丝板放于旋台3上,利用固位组件4对其进行固定,再将其输送至精加工位置,利用第一液压缸6调节抬升架5的位置,使得上附座8和下附座7均到达加工位置,随后根据喷丝板的规格来调节内环加工组件9和板面加工组件10,调节完成后启动装置进行喷丝板表面的内环和板面加工;在具体的应用场景中,装置适用于喷丝板的表面精加工环节,即利用装置能够同时对高性能碳纤维喷丝板表面的内环和板面进行同时加工,缩短喷丝板表面精加工的整体时间,提高加工效率。
25.参照图2和图4,固位组件4包括内抬板401、三个移动块402和三个内撑块403,旋台3的内部开设有柱状的空腔,内抬板401位于空腔的内部,空腔的底部内壁通过螺栓连接有第二液压缸404,第二液压缸404的顶端与内抬板401的下侧通过螺栓连接,且三个移动块402和三个内撑块403均呈圆周等距分布,三个内撑块403的下端分别与三个移动块402的上侧通过螺栓连接,三个内撑块403上均开设有弧状凹槽,弧状凹槽的内部均粘接有橡胶垫407;旋台3上开设有三个圆周等距的滑槽,三个滑槽均位于旋台3上空腔的上方,三个移动块402分别与三个滑槽滑动连接,三个移动块402的一侧通过螺栓连接有旁附凸板405,旁附凸板405上均开设有多个斜置的凹槽,一个旁附凸板405上的多个斜置凹槽内部滑动连接有同一个牵引板406,牵引板406的下端与内抬板401上侧均通过螺栓连接,且旋台3的上侧通过螺栓连接有三个圆周等距的放置凸板408。
26.具体的,将喷丝板的中孔套于三个内撑块403的外部,随后启动第二液压缸404带动内抬板401向上移动,牵引板406在旁附凸板405的斜置凹槽内上移对其施加推力,移动块402带动内撑块403向外扩展,喷丝板被内撑固位;在具体的应用场景中,固位组件4适用于喷丝板的固定环节,即利用固位组件4能够促使内撑块403从喷丝板的中孔对其进行外扩内撑固位,便于喷丝板后续伴随旋台3进行运动,同时采用内撑固位的方式能够满足不同规格喷丝板的固定需求,从而提高装置的适用范围;橡胶垫407能够增加内撑块403与喷丝板中孔内壁之间接触效果,同时利用橡胶垫407的特性避免出现外撑过度,造成喷丝板的中孔内壁受损。
27.参照图1和图2,加工台1上远离抬升架5的一侧通过螺栓连接有底座11,底座11的另一端通过螺栓连接有支台12,放置座2上开设有两个对称的圆孔,两个圆孔的内部均滑动连接有轨杆13,两个轨杆13的两端分别与底座11的两侧内壁通过螺栓连接,且支台12的上侧通过螺栓连接有反转电机14,反转电机14的输出端通过联轴器连接有丝杆15,丝杆15的另一端与底座11的一侧通过轴承转动连接,放置座2上开设有螺纹孔,丝杆15与放置座2上的螺纹孔之间通过内壁螺纹转动连接。
28.具体的,反转电机14带动丝杆15转动,将放置座2连同喷丝板输送至精加工位置;可移动的放置座2便于进行喷丝板的放置和拿取。
29.参照图3、图5和图6,内环加工组件9包括底置盒901和上置盒902,底置盒901和上置盒902之间滑动连接,底置盒901的上侧通过螺栓连接有第三液压缸903,第三液压缸903的上端与上置盒902之间通过螺栓连接,且底置盒901和上置盒902的一侧均设置有功能盒904,两个功能盒904呈上下对称分布,两个功能盒904上均通过轴承转动连接有转轴905,两个转轴905上相对的一端均通过螺栓连接有磨盘906,两个转轴905的另一端分别穿过两个功能盒904通过螺栓连接有牵动轮盘907;下附座7上通过螺栓连接有第一电动机908,第一电动机908的输出端通过联轴器连接有固定轴杆909,固定轴杆909与底置盒901之间通过轴承转动连接,固定轴杆909的顶端滑动连接有活动轴杆910,活动轴杆910与上置盒902之间通过轴承转动连接,且固定轴杆909和活动轴杆910的外部均通过螺栓连接有主动轮盘911,两个主动轮盘911分别位于底置盒901的下侧和上置盒902的上侧,两个主动轮盘911分别与两个牵动轮盘907之间通过皮带转动连接。
30.具体的,第一电动机908带动固定轴杆909和活动轴杆910转动,两个主动轮盘911分别通过皮带带动两个牵动轮盘907转动,从而转轴905带动磨盘906旋转对喷丝板的内环位置进行打磨操作;在具体的应用场景中,内环加工组件9适用于喷丝板内环的打磨环节,即利用内环加工组件9能够对喷丝板的内环位置进行打磨操作,利用旋转的磨盘906对喷丝板的上下面内环进行同时打磨,去除内环喷丝孔外的毛刺。
31.参照图5和图6,两个磨盘906的外部均设置有外护套16,外护套16与功能盒904之间均通过螺栓连接,外护套16的内部均粘接有橡胶缓冲垫17,橡胶缓冲垫17位于磨盘906的外侧,且外护套16与功能盒904之间贯通,功能盒904远离旋台3的一侧均通过螺栓连接有连接管18,连接管18的另一端与相邻的底置盒901或上置盒902之间通过螺栓连接,底置盒901和上置盒902的内部设置为空腔,底置盒901上远离旋台3的一侧开设有矩形出料孔,矩形出料孔的内部通过螺栓连接有排料管19。
32.具体的,装置在使用前,排料管19与外部的吸尘器进行连接,在加工过程中,外部的吸尘器始终处于工作状态;内环打磨过程中,与外部吸尘器连接的排料管19进行吸气操作,经过连接管18的输送,外护套16产生内吸的气流,将打磨产生的飞屑从配料管排出(内环打磨过程中产生的飞屑会撞击在橡胶缓冲垫17上,随后被吸入连接管18内);橡胶缓冲垫17能够降低飞屑的速度,便于进行吸风收集;利用吸风的方式将打磨过程中的飞屑快速排出,避免飞屑存留在喷丝板上造成二次划伤。
33.参照图3、图7和图8,板面加工组件10包括下置座1001和上置座1002,下置座1001与上附座8之间通过螺栓连接,下置座1001上通过螺栓连接有第四液压缸1003,第四液压缸1003的顶端与上置座1002的下侧通过螺栓连接,且上置座1002和下置座1001上靠近旋台3的一侧均通过螺栓连接有支架1004,两个支架1004上相对的一侧均开设有弧状凹槽,弧状凹槽的两侧内壁之间均通过轴承转动连接有旋杆1005,旋杆1005的外部通过螺栓连接有杆套1006,杆套1006的外部设置有圆角磨台1007和板面磨套1008;两个旋杆1005的外部均通过螺栓连接有涡轮1009,涡轮1009位于支架1004上靠近下置座1001或上置座1002的一侧,且上附座8上通过螺栓连接有第二电动机1010,第二电动机1010的输出端通过联轴器连接有固定蜗杆1011,固定蜗杆1011与下置座1001之间通过轴承转动连接,固定蜗杆1011的顶端开设有六角孔,六角孔的内部滑动连接有活动蜗杆1012,活动蜗杆1012的顶端与上置座1002之间通过轴承转动连接,固定蜗杆1011与活动蜗杆1012分别与两个涡轮1009转动连接。
34.具体的,内环加工的同时,第二电动机1010带动固定蜗杆1011和活动蜗杆1012转动,固定蜗杆1011和活动蜗杆1012啮合涡轮1009,从而两个旋杆1005旋转,板面磨套1008对喷丝板的上下板面进行磨平,圆角磨台1007则对喷丝板的板面嵌槽处进行倒角;在具体的应用场景中,板面加工组件10适用于喷丝板板面的加工环节,即利用板面加工组件10能够对喷丝板的板面进行精加工操作,可同时实现板面的打磨和嵌槽处的倒角操作,提高板面的整体加工效率。
35.一种高性能碳纤维喷丝板表面精加工装置的加工方法,应用于上述所述的一种高性能碳纤维喷丝板表面精加工装置,加工方法包括如下步骤:s1、喷丝板的固位和输送:将喷丝板放于旋台3上,喷丝板的中孔套于三个内撑块403的外部,随后启动第二液压缸404带动内抬板401向上移动,牵引板406在旁附凸板405的斜置凹槽内上移对其施加推力,移动块402带动内撑块403向外扩展,喷丝板被内撑固位,再利用反转电机14带动丝杆15转动,将放置座2连同喷丝板输送至精加工位置;s2、调节环节:启动第一液压缸6带动抬升架5向上移动,底置盒901和下置座1001向喷丝板的下表面靠拢,直至底置盒901一侧的磨盘906和下置座1001上的板面磨套1008与喷丝板的下表面接触,随后根据喷丝板的规格来启动第三液压缸903和第四液压缸1003,直至上置盒902一侧的磨盘906和上置座1002上的板面磨套1008与喷丝板的上表面接触;s3、内环加工环节:第一电动机908带动固定轴杆909和活动轴杆910转动,两个主动轮盘911分别通过皮带带动两个牵动轮盘907转动,从而转轴905带动磨盘906旋转对喷丝板的内环位置进行打磨操作,同时与外部吸尘器连接的排料管19进行吸气操作,经过连接管18的输送,外护套16产生内吸的气流,将打磨产生的飞屑从配料管排出,此过程中,旋台3在放置座2内部的驱动电机带动下进行缓慢的匀速转动;
s4、板面加工环节:内环加工的同时,第二电动机1010带动固定蜗杆1011和活动蜗杆1012转动,固定蜗杆1011和活动蜗杆1012啮合涡轮1009,从而两个旋杆1005旋转,板面磨套1008对喷丝板的上下板面进行磨平,圆角磨台1007则对喷丝板的板面嵌槽处进行倒角。
36.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1