一种烹饪食品用容器的制备工艺的制作方法
1.本发明涉及食品容器加工技术领域,具体涉及一种烹饪食品用容器的制备工艺。
背景技术:
2.目前的不粘锅普遍是在锅具表面喷涂一层不粘涂层来实现不粘功能,但是不粘涂层本身不耐磨,容易脱落。由于锅具表面粗糙度较低,附着在锅具表面的不粘涂层很容易被锅铲或坚硬食物划伤和刮掉,从而导致不粘涂层寿命较短。目前锅具喷涂不粘涂层前的处理工艺一般是对锅具进行喷砂和硬质氧化,也有采用喷丸进行处理,以使锅具表面获得更高的粗糙度。但铝合金喷丸形成的峰硬度和强度较低,即使经过硬质氧化处理,其硬度和强度仍不能抵抗铁铲的冲击。因此,不粘锅只能使用木铲或硅胶铲进行烹饪。
3.中国专利公告号cn103445666b一种不粘锅及不粘锅的制造方法。本发明的不粘锅,包括:锅具;网格体,嵌入或压入锅具的内表面,网格体的筋凸出锅具的内表面;不粘涂层,喷涂在锅具的内表面,填充在网格体的网孔内。
4.上述专利中的不粘锅制作方法是通过喷砂的形式制作而成,但是在对锅具进行喷砂处理的时候,会造成现场灰尘弥漫,在喷砂处理完毕后还要对锅具进行逐个的清洗,不然在检验和包装的时候不便于粘贴标签,而且在喷砂处理的时候需要单个的锅具逐个处理,工作效率低,无法完成自动上料、喷砂、出料的效果,人工劳动强度大。
5.为此我们提供一种烹饪食品用容器的制备工艺能够对锅具进行逐个的自动上料、蚀刻以及出料;在蚀刻完毕后无需对锅具再次清洗,并且还能够在蚀刻的过程中实现锅具的防腐层的喷涂,极大的节省了锅具的加工时间,提高了锅具的加工效率。
技术实现要素:
6.(1)要解决的技术问题
7.本发明的目的在于克服现有技术的不足,适应现实需要,提供一种烹饪食品用容器的制备工艺能够对锅具进行逐个的自动上料、蚀刻以及出料;在蚀刻完毕后无需对锅具再次清洗,并且还能够在蚀刻的过程中实现锅具的防腐层的喷涂,以解决上述技术问题。
8.技术方案
9.为了实现本发明的目的,本发明所采用的技术方案为:
10.一种烹饪食品用容器的制备工艺,以制作锅具为例,包括如下制作步骤:s1:用化学刻蚀法对制造锅具的金属基材表面进行处理,形成微纳米级的具有物理不粘性能的凹凸形貌;s2:将处理完成的金属基材通过拉伸或旋压等方法制作成锅坯;s3:锅具根据需要增加复底工序;s4:锅具根据需要进行抛光、抛丸或喷砂处理;s5:选用有疏水特性的单一或复合靶材,对锅坯进行物理气相沉积处理,使锅坯提升一定物理不粘性能,具有较高的表面硬度且可符合食品接触安全标准;s6:将锅坯进行性能检验,并进入总装工序制成成品;
11.在进行化学蚀刻的时候,选用的蚀刻液为盐酸。
12.一种烹饪食品用容器的制备工艺,包括如下步骤:a、以圆形、无耳锅为例,首先对
锅具进行拉伸,使得金属板形成锅具;在对金属板进行拉伸的时候,为防止锅具厚薄不均匀而导致锅具在使用的时候出现受热不均匀的情况,还要对锅具进行旋压,从而减少锅具的厚度,提高锅具的受热效果;
13.拉伸完毕后对锅具进行复打,第一是根据锅具需要增加复底工序;第二是为了增强锅具本身坚韧度,并且使得锅具厚薄均匀,提高锅具后期使用时受热均匀性;
14.成型后,对锅具进行蚀刻,将若干锅具放入到蚀刻机中进行操作,在蚀刻的时候,锅具能够逐个的上料、蚀刻,在蚀刻的同时对锅具的外表进行防腐喷涂处理,以增强锅具在使用时的防腐效果和性能;
15.对蚀刻后的锅具进行抛光处理,并对抛光后的锅具进行pvd工艺处理,利用pvd膜来改善锅具表面外观,提高表面的强度,增强耐磨性,且具有很好的导热、防腐蚀、自润滑及抗刮擦的能力;在pvd喷涂处理的时候;选用非亲水的单一金属靶材或者复合靶材进行,提高表面的强度,提升不粘效果;
16.对喷涂完pvd膜后的锅具进行组装,将把手或者锅耳通过铆接的形式与锅具安装,组装完毕后包装检验,出库;
17.步骤a中所述的蚀刻机包括锅具上料机构,在锅具上料机构的一侧设置有便于蚀刻组件滑动的传输框架,该传输框架靠近锅具上料机构的一端底部固定有支撑架,另外一端通过支架固定在输送机上;
18.所述的支撑架和输送机之间还设置有盐水储放罐和防腐喷涂组件。
19.作为本发明的进一步技术方案,所述的锅具上料机构包括底架,该底架顶部的中间位置固定安装有滑柱,且在滑柱的顶部焊接有顶板,并在底架和顶板之间设置有与滑柱滑动连接的升降板;所述的升降板上设置有四个锅具托盘;所述的顶板的顶部贯穿开设有四个便于锅具穿出的圆形槽。
20.作为本发明的进一步技术方案,所述的底架和顶板的两侧通过螺栓固定安装有c型架,该c型架内的两端通过带座轴承连接有传动螺杆,且传动螺杆内配合安装有螺母座,该螺母座与升降板通过螺栓固定;两个所述的传动螺杆下端均配合安装有皮带轮,两个皮带轮通过皮带传动连接,且其中一个传动螺杆还与升降电机的输出轴通过联轴器连接;所述的升降电机固定在底架的一侧。
21.作为本发明的进一步技术方案,所述的蚀刻组件包括带动板,该带动板顶部的四角处焊接有导向柱,该导向柱上滑动连接有顶动板,并且在导向柱上还套接有弹簧;所述的顶动板的中间位置螺纹连接有丝杆,该丝杆的下端通过带座轴承与带动板连接,其上端与升降电机的输出轴通过联轴器连接;所述的升降电机固定在滑动架的底部;
22.所述的滑动架呈倒u型状设置,该滑动架内部的两侧与滑轨固定连接;两个所述的滑轨下端焊接在带动板上方,并且与顶动板滑动连接;所述的顶动板上还嵌装有四个密封罩。
23.作为本发明的进一步技术方案,所述密封罩上端设置有一个呈倒t型状的圆管,并且密封罩的下端为橡胶材质制成的弹性波纹套碗,该密封罩的内部嵌装有吸液管和喷液管,并且通过绝缘套管固定连接有正极针和负极针,且正极针和负极针通过导线分别与蓄电池的正极和负极连接。
24.作为本发明的进一步技术方案,所述的吸液管的底部设置有过滤球头,该吸液管
的长度大于喷液管的长度;所述的正极针的长度大于负极针的长度,其中喷液管喷出的液体顺着正极针往下流。
25.作为本发明的进一步技术方案,所述的吸液管和喷液管分别对应连接一个自吸泵,且两个自吸泵均与盐水储放罐连接。
26.作为本发明的进一步技术方案,所述的防腐喷涂组件包括机架体,该机架体的外侧滑动连接有滑动架,且在滑动架的顶部焊接有安放顶板,并且滑动架内还焊接有防腐喷涂箱,该防腐喷涂箱内设置有四个喷涂管,每个所述的喷涂管顶部配合安装一个喷涂罩;所述的安放顶板两端的底部与推动气缸固定连接,且推动气缸的底部通过转轴与安装座活动连接历史上的安装座固定在机架体的一侧。
27.作为本发明的进一步技术方案,所述的滑动架的两侧焊接有凸起柱,且每侧至少设置有两个,该凸起柱滑动连接在传输框架内,并且通过压板与牵引带固定连接;所述的牵引带沿着焊接在支撑架外部的配合轴排布设置,并且还与传动轮传动连接;所述的传动轮通过传动轴与牵引电机传动连接;所述的牵引电机通过螺栓固定在传输框架的内侧。
28.(3)有益效果:
29.a、本发明中,在对锅具进行蚀刻的时候,首先将无耳的锅体成摞的放置到锅具托盘上,四个锅具托盘上的锅体等高摞放,随后升降电机带动一个传动螺杆旋转,在皮带轮和皮带的配合下带动另外一个传动螺杆旋转,随后螺母座将传动螺杆的旋转运动转化为直线运动,并带动升降板沿着滑柱向上移动,直至成摞摆放的锅体最顶部的锅体探出至顶板的顶部,从而完成了锅体的自动上料;
30.b、本发明中,牵引电机通过传动轴带动传动轮旋转,使得牵引带牵引着蚀刻组件沿着传输框架移动至锅体上料机构的上方,由于传输框架靠近锅体上料机构的一端呈向下倾斜式,使得橡胶环套接锅体的外口上,而且橡胶环呈敞口状设置,口径越往上越小,随着牵引带不断带动,橡胶环对锅体具有极好的卡合效果,当牵引带反向牵引着蚀刻组件的时候,能够将锅体带起来,随后牵引带牵引着蚀刻组件沿着传输框架移动至防腐喷涂组件的上方,以便于对锅体的蚀刻处理,全程无需人工参与,极大的降低了人工劳动强度;
31.c、本发明中,当蚀刻组件移动至防腐喷涂组件上方后,推动气缸推动安放顶板带动防腐喷涂箱上移,直至与锅体底部契合,随后丝杆电机带动丝杆旋转,顶动板将丝杆的旋转运动转化为直线运动,并压缩弹簧沿着导向柱向下移动,直至密封罩与锅具进行贴合,其中负极针与锅具相贴合,正极针悬空;一个自吸泵将盐水储放罐中的盐水输送到喷液管中,在喷淋的时候喷淋到正极针上,喷出的盐水为导电液,进行电解,当盐水在锅具中汇聚的时候,在电解的作用下使得锅具内表面构造微米、纳米级的v型、c型、u型或随机大小一致或不一致的凹状体;虽然不能无限接近荷叶结构,但是密集的凹形体可以有效减少食材与锅体的接触面积,加上凹形体中空气受热膨胀产生流动形成的斥力双重作用,能很好地实现不粘效果;
32.d、本发明中,在对锅具进行蚀刻的同时,锅具的底部嵌装于安放顶板中,此时外部的防腐喷涂机通过喷涂管和喷涂罩对锅具的底部进行防腐喷涂处理;
33.e、本发明中,在蚀刻完毕后,另外一个自吸泵通过吸液管对锅具内的盐水进行抽取,并将盐水重新输送至盐水储放罐中,从而实现盐水的循环使用;处理完毕后,牵引电机通过传动轴带动传动轮旋转,使得牵引带牵引着蚀刻组件沿着传输框架移动至输送机的上
方,随后丝杆电机带动丝杆旋转,顶动板将丝杆的旋转运动转化为直线运动,并压缩弹簧沿着导向柱向下移动,负极针给锅具一个顶力,此时的锅具从橡胶环中脱落,从而落到输送机上,上述的蚀刻方式十分洁净,无需在对锅具进行清洗处理,减少了锅具生产工序,提高了锅具的生产效率。
附图说明
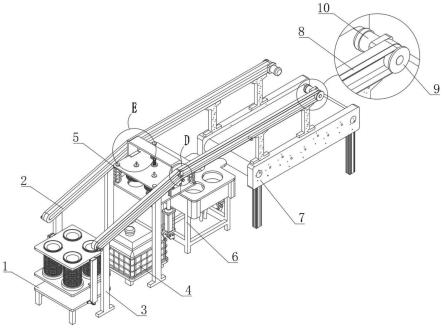
34.图1为本发明的结构示意图;
35.图2为本发明的底部结构示意图;
36.图3为本发明中图1中的左视图;
37.图4为本发明中图3的a-a剖视图;
38.图5为本发明中锅体上料机构结构示意图;
39.图6为本发明中图5中的主视图;
40.图7为本发明中图6中b-b剖视图;
41.图8为本发明中图4的c处放大示意图;
42.图9为本发明中防腐喷涂组件的结构示意图;
43.图10为本发明中防腐喷涂组件立体结构示意图;
44.图11为本发明中图8中c-c剖视图;
45.图12为本发明中图1中d处放大示意图;
46.图13为本发明中图1中e处放大示意图。
47.图中:1-锅体上料机构,2-传输框架,3-支撑架,4-盐水储放罐,5-蚀刻组件,6-防腐喷涂组件,7-输送机,8-牵引带,9-传动轮,10-牵引电机,11-压板,12-配合轴;
48.101-底架,102-升降板,103-锅具托盘,104-顶板,105-c型架,106-螺母座,107-传动螺杆,108-滑柱,109-皮带轮,110-升降电机,111-皮带;
49.501-带动板,502-橡胶环,503-导向柱,504-弹簧,505-顶动板,506-丝杆,507-丝杆电机,508-吸液管,509-蓄电池,510-密封罩,511-负极针,512-正极针,513-喷液管,514-滑动架,515-滑轨;
50.601-机架体,602-滑动架,603-防腐喷涂箱,604-安放顶板,605-推动气缸,606-喷涂管,607-喷涂罩,608-安装座。
具体实施方式
51.实施例一
52.一种烹饪食品用容器的制备工艺,以制作锅具为例,包括如下制作步骤:s1:用化学刻蚀法对制造锅具的金属基材表面进行处理,形成微纳米级的具有物理不粘性能的凹凸形貌;s2:将处理完成的金属基材通过拉伸或旋压等方法制作成锅坯;s3:锅具根据需要增加复底工序;s4:锅具根据需要进行抛光、抛丸或喷砂处理;s5:选用有疏水特性的单一或复合靶材,对锅坯进行物理气相沉积处理,使锅坯提升一定物理不粘性能,具有较高的表面硬度且可符合食品接触安全标准;s6:将锅坯进行性能检验,并进入总装工序制成成品;
53.在进行化学蚀刻的时候,选用的蚀刻液为盐酸。
54.下面结合附图1-13和实施例二对本发明进一步说明:
55.实施例二
56.一种烹饪食品用容器的制备工艺,包括如下步骤:a、以圆形、无耳锅为例,首先对锅具进行拉伸,使得金属板形成锅具;在对金属板进行拉伸的时候,为防止锅具厚薄不均匀而导致锅具在使用的时候出现受热不均匀的情况,还要对锅具进行旋压,从而减少锅具的厚度,提高锅具的受热效果;
57.拉伸完毕后对锅具进行复打,第一是根据锅具需要增加复底工序;第二是为了增强锅具本身坚韧度,并且使得锅具厚薄均匀,提高锅具后期使用时受热均匀性;
58.成型后,对锅具进行蚀刻,将若干锅具放入到蚀刻机中进行操作,在蚀刻的时候,锅具能够逐个的上料、蚀刻,在蚀刻的同时对锅具的外表进行防腐喷涂处理,以增强锅具在使用时的防腐效果和性能;
59.对蚀刻后的锅具进行抛光处理,并对抛光后的锅具进行pvd工艺处理,利用pvd膜来改善锅具表面外观,提高表面的强度,增强耐磨性,且具有很好的导热、防腐蚀、自润滑及抗刮擦的能力;在pvd喷涂处理的时候;选用非亲水的单一金属靶材或者复合靶材进行,提高表面的强度,提升不粘效果;
60.对喷涂完pvd膜后的锅具进行组装,将把手或者锅耳通过铆接的形式与锅具安装,组装完毕后包装检验,出库;
61.步骤a中所述的蚀刻机包括锅具上料机构1,在锅具上料机构1的一侧设置有便于蚀刻组件5滑动的传输框架2,该传输框架2靠近锅具上料机构1的一端底部固定有支撑架3,另外一端通过支架固定在输送机7上;
62.所述的支撑架3和输送机7之间还设置有盐水储放罐4和防腐喷涂组件6。
63.本实施例中,所述的锅具上料机构1包括底架101,该底架101顶部的中间位置固定安装有滑柱108,且在滑柱108的顶部焊接有顶板104,并在底架101和顶板104之间设置有与滑柱108滑动连接的升降板102;所述的升降板102上设置有四个锅具托盘103;所述的顶板104的顶部贯穿开设有四个便于锅具穿出的圆形槽。
64.具体一点的,所述的底架101和顶板104的两侧通过螺栓固定安装有c型架105,该c型架105内的两端通过带座轴承连接有传动螺杆107,且传动螺杆107内配合安装有螺母座106,该螺母座106与升降板102通过螺栓固定;两个所述的传动螺杆107下端均配合安装有皮带轮109,两个皮带轮109通过皮带111传动连接,且其中一个传动螺杆107还与升降电机110的输出轴通过联轴器连接;所述的升降电机110固定在底架101的一侧。
65.通过采用上述技术方案,在对锅具进行蚀刻的时候,首先将无耳的锅体成摞的放置到锅具托盘103上,四个锅具托盘103上的锅体等高摞放,随后升降电机110带动一个传动螺杆107旋转,在皮带轮109和皮带111的配合下带动另外一个传动螺杆107旋转,随后螺母座106将传动螺杆107的旋转运动转化为直线运动,并带动升降板102沿着滑柱108向上移动,直至成摞摆放的锅体最顶部的锅体探出至顶板104的顶部,从而完成了锅体的自动上料;
66.牵引电机10通过传动轴带动传动轮9旋转,使得牵引带8牵引着蚀刻组件5沿着传输框架2移动至锅体上料机构1的上方,由于传输框架2靠近锅体上料机构1的一端呈向下倾斜式,使得橡胶环502套接锅体的外口上,而且橡胶环502呈敞口状设置,口径越往上越小,随着牵引带8不断带动,橡胶环502对锅体具有极好的卡合效果,当牵引带8反向牵引着蚀刻
组件5的时候,能够将锅体带起来,随后牵引带8牵引着蚀刻组件5沿着传输框架2移动至防腐喷涂组件6的上方,以便于对锅体的蚀刻处理,全程无需人工参与,极大的降低了人工劳动强度。
67.本实施例中,所述的蚀刻组件5包括带动板501,该带动板501顶部的四角处焊接有导向柱503,该导向柱503上滑动连接有顶动板505,并且在导向柱503上还套接有弹簧504;所述的顶动板505的中间位置螺纹连接有丝杆506,该丝杆506的下端通过带座轴承与带动板501连接,其上端与升降电机110的输出轴通过联轴器连接;所述的升降电机110固定在滑动架514的底部;
68.所述的滑动架514呈倒u型状设置,该滑动架514内部的两侧与滑轨515固定连接;两个所述的滑轨515下端焊接在带动板501上方,并且与顶动板505滑动连接;所述的顶动板505上还嵌装有四个密封罩510。
69.具体一点的,所述密封罩510上端设置有一个呈倒t型状的圆管,并且密封罩510的下端为橡胶材质制成的弹性波纹套碗,该密封罩510的内部嵌装有吸液管508和喷液管513,并且通过绝缘套管固定连接有正极针512和负极针511,且正极针512和负极针511通过导线分别与蓄电池509的正极和负极连接。
70.所述的吸液管508的底部设置有过滤球头,该吸液管508的长度大于喷液管513的长度;所述的正极针512的长度大于负极针511的长度,其中喷液管513喷出的液体顺着正极针512往下流。
71.通过采用上述技术方案,当蚀刻组件5移动至防腐喷涂组件6上方后,推动气缸605推动安放顶板604带动防腐喷涂箱603上移,直至与锅体底部契合,随后丝杆电机507带动丝杆506旋转,顶动板505将丝杆506的旋转运动转化为直线运动,并压缩弹簧504沿着导向柱503向下移动,直至密封罩510与锅具进行贴合,其中负极针511与锅具相贴合,正极针512悬空;一个自吸泵将盐水储放罐4中的盐水输送到喷液管513中,在喷淋的时候喷淋到正极针512上,喷出的盐水为导电液,进行电解,当盐水在锅具中汇聚的时候,在电解的作用下使得锅具内表面构造微米、纳米级的v型、c型、u型或随机大小一致或不一致的凹状体;虽然不能无限接近荷叶结构,但是密集的凹形体可以有效减少食材与锅体的接触面积,加上凹形体中空气受热膨胀产生流动形成的斥力双重作用,能很好地实现不粘效果。
72.本实施例中,所述的吸液管508和喷液管513分别对应连接一个自吸泵,且两个自吸泵均与盐水储放罐4连接。
73.更进一步地,所述的防腐喷涂组件6包括机架体601,该机架体601的外侧滑动连接有滑动架602,且在滑动架602的顶部焊接有安放顶板604,并且滑动架602内还焊接有防腐喷涂箱603,该防腐喷涂箱603内设置有四个喷涂管606,每个所述的喷涂管606顶部配合安装一个喷涂罩607;所述的安放顶板604两端的底部与推动气缸605固定连接,且推动气缸605的底部通过转轴与安装座608活动连接历史上的安装座608固定在机架体601的一侧。
74.通过采用上述技术方案,在蚀刻完毕后,另外一个自吸泵通过吸液管508对锅具内的盐水进行抽取,并将盐水重新输送至盐水储放罐4中,从而实现盐水的循环使用。
75.本实施例中,所述的滑动架514的两侧焊接有凸起柱,且每侧至少设置有两个,该凸起柱滑动连接在传输框架2内,并且通过压板11与牵引带8固定连接;所述的牵引带8沿着焊接在支撑架3外部的配合轴12排布设置,并且还与传动轮9传动连接;所述的传动轮9通过
传动轴与牵引电机10传动连接;所述的牵引电机10通过螺栓固定在传输框架2的内侧。
76.通过采用上述技术方案,处理完毕后,牵引电机10通过传动轴带动传动轮9旋转,使得牵引带8牵引着蚀刻组件5沿着传输框架2移动至输送机7的上方,随后丝杆电机507带动丝杆506旋转,顶动板505将丝杆506的旋转运动转化为直线运动,并压缩弹簧504沿着导向柱503向下移动,负极针511给锅具一个顶力,此时的锅具从橡胶环502中脱落,从而落到输送机7上,上述的蚀刻方式十分洁净,无需在对锅具进行清洗处理,减少了锅具生产工序,提高了锅具的生产效率。
77.本发明工作原理:
78.在对锅具进行蚀刻的时候,首先将无耳的锅体成摞的放置到锅具托盘103上,四个锅具托盘103上的锅体等高摞放,随后升降电机110带动一个传动螺杆107旋转,在皮带轮109和皮带111的配合下带动另外一个传动螺杆107旋转,随后螺母座106将传动螺杆107的旋转运动转化为直线运动,并带动升降板102沿着滑柱108向上移动,直至成摞摆放的锅体最顶部的锅体探出至顶板104的顶部,从而完成了锅体的自动上料;
79.牵引电机10通过传动轴带动传动轮9旋转,使得牵引带8牵引着蚀刻组件5沿着传输框架2移动至锅体上料机构1的上方,由于传输框架2靠近锅体上料机构1的一端呈向下倾斜式,使得橡胶环502套接锅体的外口上,而且橡胶环502呈敞口状设置,口径越往上越小,随着牵引带8不断带动,橡胶环502对锅体具有极好的卡合效果,当牵引带8反向牵引着蚀刻组件5的时候,能够将锅体带起来,随后牵引带8牵引着蚀刻组件5沿着传输框架2移动至防腐喷涂组件6的上方,以便于对锅体的蚀刻处理,全程无需人工参与,极大的降低了人工劳动强度;
80.当蚀刻组件5移动至防腐喷涂组件6上方后,推动气缸605推动安放顶板604带动防腐喷涂箱603上移,直至与锅体底部契合,随后丝杆电机507带动丝杆506旋转,顶动板505将丝杆506的旋转运动转化为直线运动,并压缩弹簧504沿着导向柱503向下移动,直至密封罩510与锅具进行贴合,其中负极针511与锅具相贴合,正极针512悬空;一个自吸泵将盐水储放罐4中的盐水输送到喷液管513中,在喷淋的时候喷淋到正极针512上,喷出的盐水为导电液,进行电解,当盐水在锅具中汇聚的时候,在电解的作用下使得锅具内表面构造微米、纳米级的v型、c型、u型或随机大小一致或不一致的凹状体;虽然不能无限接近荷叶结构,但是密集的凹形体可以有效减少食材与锅体的接触面积,加上凹形体中空气受热膨胀产生流动形成的斥力双重作用,能很好地实现不粘效果;
81.在对锅具进行蚀刻的同时,锅具的底部嵌装于安放顶板604中,此时外部的防腐喷涂机通过喷涂管606和喷涂罩607对锅具的底部进行防腐喷涂处理;
82.在蚀刻完毕后,另外一个自吸泵通过吸液管508对锅具内的盐水进行抽取,并将盐水重新输送至盐水储放罐4中,从而实现盐水的循环使用;处理完毕后,牵引电机10通过传动轴带动传动轮9旋转,使得牵引带8牵引着蚀刻组件5沿着传输框架2移动至输送机7的上方,随后丝杆电机507带动丝杆506旋转,顶动板505将丝杆506的旋转运动转化为直线运动,并压缩弹簧504沿着导向柱503向下移动,负极针511给锅具一个顶力,此时的锅具从橡胶环502中脱落,从而落到输送机7上,上述的蚀刻方式十分洁净,无需在对锅具进行清洗处理,减少了锅具生产工序,提高了锅具的生产效率。
83.本发明的实施例公布的是较佳的实施例,但并不局限于此,本领域的普通技术人
员,极易根据上述实施例,领会本发明的精神,并做出不同的引申和变化,但只要不脱离本发明的精神,都在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1