一种微型零件倒角抛光工装的制作方法
1.本发明属于导管泵加工领域,尤其涉及一种微型零件倒角抛光工装。
背景技术:
2.导管泵既可用于icu各种严重心力衰竭的心室辅助治疗,也可以作为严重冠心病患者高风险冠脉支架植入手术时,预防性心功能支持技术,防止术中出现的血流动力学不稳定,减少围术期不良事件,确保手术安全。由于受到血管直径的限制,导管泵的体积很小,再加上导管泵经皮介入至心脏内,所以导管泵上的组成部件既要求体积小又要求精度高,特别是出血笼的血液流出口和入血笼的血液流入口。
3.出血笼的血液流出口和入血笼的血液流入口在切割加工后,边缘处往往较为锋利。当血液流过该处时,锋利的边缘不仅会影响泵血流量,还可能会造成严重的机械性溶血,这是人工心室辅助装置所不允许的,因此在切割加工后还要对出血笼的血液流出口、入血笼的血液流入口边缘进行倒角抛光,通常是手工倒角或使用抛光倒角工装来辅助倒角抛光。
4.但是由于出血笼的血液流出口、入血笼的血液流入口体积较小,特别是出血笼,考虑到对血液的引导以及减少溶血问题,血液流出口的倒角角度多变且夹角处空间狭小、角度特殊,传统的手工倒角精度达不到要求,传统的抛光倒角工装也无法很好地实现这种小尺寸、多角度的抛光倒角,生产效率低。
技术实现要素:
5.本发明的目的是克服上述现有技术的不足,提供一种微型零件倒角抛光工装,能够对出血笼等微型零件进行高精度、多角度的高效倒角抛光。
6.为实现上述目的,本发明采用了以下技术方案:
7.一种微型零件倒角抛光工装,包括用于夹持微型零件的夹持组件,以及驱动所述夹持组件移动和/或转动的姿态调整单元,和用于固定所述夹持组件和姿态调整单元的机架,所述微型零件待加工区域显露于所述夹持组件本体之外,倒角抛光单元设置在所述微型零件待加工区域的上方,所述姿态调整单元和所述倒角抛光单元相互配合对所述微型零件进行倒角抛光。
8.优选的,所述姿态调整单元包括底板和设置在所述底板上的万向分度头,所述万向分度头包括卡置于所述底板弧形滑槽内并构成转动配合的回转体,所述回转体朝向所述倒角抛光单元方向凸伸设置有主轴,所述主轴与所述回转体构成轴向限位和周向转动配合,所述主轴的前端设置有所述夹持组件,所述万向分度头带动夹持组件周向转动至任意角度。
9.优选的,所述回转体的内部设置有蜗轮蜗杆机构,其中蜗轮与所述主轴同轴相连,蜗杆通过偏心套支撑安装在所述回转体上,且蜗杆的一端凸伸至所述回转体外并与第一手轮相连接,转动所述第一手轮带动主轴转动。
10.优选的,所述机架包括底座、水平导向柱、第一丝杆以及第二手轮,所述底座的上表面设置有两根所述水平导向柱和水平方向布置的第一丝杆,所述水平导向柱设置于所述第一丝杆的两侧且两者相互平行;所述底板的下表面固定设置有第一滑块,所述第一滑块滑动套设在所述水平导向柱上,所述第一滑块与所述水平导向柱构成周向转动、轴向限位的滑动配合;所述第一滑块的中部开设有供所述第一丝杆穿过的螺纹孔且两者构成丝杆螺母机构,所述第一丝杆的一端延伸至所述倒角抛光单元的下方,所述第一丝杆远离所述倒角抛光单元的一端连接有所述第二手轮,转动所述第二手轮驱动所述第一丝杆周向转动并带动所述姿态调整单元沿着所述水平导向柱的长度方向前后移动。
11.优选的,所述夹持组件包括三爪卡盘和分瓣夹紧头,所述分瓣夹紧头的后段为圆筒状、前段为锥柱状的开口分瓣式夹紧段,所述三爪卡盘夹紧所述分瓣夹紧头的后段且该段位置设置有锁紧螺钉,锁紧螺钉的拧紧或旋松提供径向约束力驱动开口分瓣式夹紧段发生径向变形。
12.优选的,所述倒角抛光单元包括电机,所述电机的转轴位于铅垂方向布置且朝下悬伸,转轴上同轴固定有顶针,所述电机驱动所述顶针转动对微型零件进行倒角抛光。
13.优选的,所述机架还包括支座、铅垂导向柱、第二丝杆以及第三手轮,所述支座的正面设置有两根所述铅垂导向柱和铅垂方向布置的第二丝杆,所述铅垂导向柱设置于所述第二丝杆的两侧且两者相互平行;所述电机固定在第二滑块的正面,所述第二滑块滑动套设在所述铅垂导向柱上,所述第二滑块与所述铅垂导向柱构成构成周向转动、轴向限位的滑动配合,所述第二滑块的中部开设有供所述第二丝杆穿过的螺纹孔且两者构成丝杆螺母机构,所述第二丝杆竖直方向上的顶端连接有所述第三手轮,转动所述第三手轮驱动所述第二丝杆周向转动并带动所述姿态调整单元沿着所述铅垂导向柱的长度方向上下移动。
14.优选的,所述支座沿其长度方向垂直固定在所述底座上表面的一端,所述支座和所述底座呈l型,所述姿态调整单元设置在所述底座的上表面,所述倒角抛光单元设置在所述支座正面的上半部分。
15.优选的,所述水平导向柱和所述铅垂导向柱的两端均设置有限位挡板。
16.优选的,所述微型零件的加工精度为0.01mm。
17.本发明的有益效果在于:
18.(1)本发明为一体式的倒角抛光工装,只需通过对第三手轮和第二手轮的转动调节,就可以通过丝杆螺母机构驱动倒角抛光单元在竖直方向上的高度调节,以及姿态调整单元在水平方向上的位置调节,提高对出血笼等微型零件进行倒角抛光时的精度,降低了对微型零件的操作难度。
19.(2)本发明的姿态调整单元还包括万向分度头,进一步提高了待操作微型零件的位置、角度调节的灵活性、精确性,即本发明可以将出血笼等微型零件调整至最佳姿态,便于倒角和抛光。
20.(3)本发明通过万向分度头带动出血笼等微型零件在其他角度不变的情况下绕本身轴线进行转动,实现了对出血笼的高精度周向倒角和抛光,解决了传统的手工倒角因周向操作时力度不好把控而引起的倒角精度不够的问题,更克服了传统的抛光倒角工装无法很好地实现小尺寸、多角度的抛光倒角的困难,使抛光倒角的操作更精确、更灵活。
21.(4)本发明的三爪卡盘夹持固定圆筒状的分瓣夹紧头后段,而分瓣夹紧头的前段
为锥柱状的开口分瓣式夹紧段,其前段的开口分瓣式夹紧段由完全相同、周向环绕的若干个弹性金属片构成,且弹性金属片靠近其后段的部分设置有锁紧螺钉,锁紧螺钉的拧紧或旋松会改变开口分瓣式夹紧段的径向变形,从而达到对出血笼等微型零件的夹紧效果;再者,分瓣夹紧头的前段的开口分瓣式夹紧段通过对微型零件施加多瓣均匀且微小的压力,避免了三爪卡盘直接夹持微小易碎零件会产生的夹持不稳或因夹持不稳导致加工中零件受力不均损坏等问题的产生,大大提高了高精度微型零件的生产效率。
附图说明
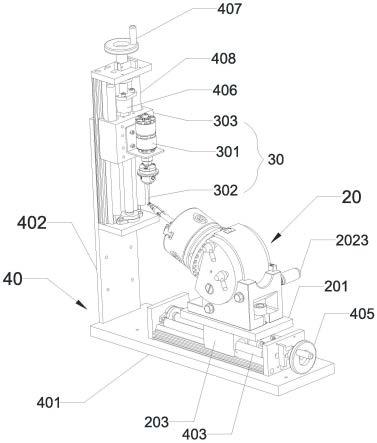
22.图1为本发明的第一种轴测图;
23.图2为本发明的第二种轴测图;
24.图3为本发明的第三种轴测图;
25.图4为图3中c处放大示意图;
26.本发明各标号与部件名称的实际对应关系如下:
27.10、夹持组件;101、三爪卡盘;102、分瓣夹紧头;
28.20、姿态调整单元;201、底板;202、万向分度头;2021、回转体;2022、主轴;2023、第一手轮;203、第一滑块;
29.30、倒角抛光单元;301电机;302、顶针;303、第二滑块;
30.40、机架;401、底座;402、支座;403、水平导向柱;404、第一丝杆;405、第二手轮;406、第二丝杆;407、第三手轮;408、铅垂导向柱;
31.a、微型零件;
具体实施方式
32.本领域普通技术人员在没有做出创造性劳动前提下对本发明技术方案的技术特征进行等价替换和常规推理得出的方案均落入本发明的保护范围。
33.本发明的整体结构如图1-图4所示,本发明的具体结构和工作方式将结合微型零件a(例如出血笼)作以下进一步描述。
34.一种微型零件倒角抛光工装,由夹持组件10、姿态调整单元20、倒角抛光单元3和机架40构成。
35.机架40包括水平方向设置的底座401和铅垂方向设置的支座402,底座401和支座402均为实心六面体,支座402沿其长度方向垂直固定在底座401上表面的一端,整个机架40呈l型。
36.机架40还包括第二丝杆406、第三手轮407和铅垂导向柱408。两根铅垂导向柱408与第二丝杆406相互平行,其长度方向与支座402的长度方向相同,且两根铅垂导向柱408分别设置在第二丝杆406的两侧。其中两根平行的铅垂导向柱408固定设置在支座402正面的上半部分,铅垂导向柱408的两端均设置有水平的限位挡板。第二丝杆406也设置在支座402正面的上半部分,第三手轮407与第二丝杆406竖直方向上的顶端固定连接,第二丝杆406随着第三手轮407的转动而发生周向旋转。
37.倒角抛光单元30包括电机301、顶针302和第二滑块303。第二滑块303远离支座402的一侧固定设置有电机301,电机301的转轴位于铅垂方向布置且朝下悬伸,转轴在竖直方
向的下端同轴固定有顶针302,电机301驱动顶针302转动对微型零件a进行倒角和抛光。两根铅垂导向柱408穿过第二滑块303上开设的导向孔,即第二滑块303滑动套设在两根铅垂导向柱408上,构成铅垂方向的滑动导向配合;第二滑块303中部开设有供第二丝杆406穿过的螺纹孔,即第二滑块303与第二丝杆406构成周向转动、轴向限位的丝杆螺母机构。铅垂导向柱408限制第二滑块303只能在铅垂方向上运动。
38.转动第三手轮407驱动第二丝杆406发生周向转动,与第二丝杆406螺纹配合的第二滑块303沿铅垂方向上下运动,并带动倒角抛光单元30沿着铅垂导向柱408的长度方向上下移动;铅垂导向柱408两端的水平限位挡板对第二滑块303的运动行程进行了限制。当倒角抛光单元30在竖直方向上移动至最佳操作位置后,电机301驱动顶针302转动对待加工的微型零件a进行倒角和抛光。
39.机架40还包括第一丝杆404、第二手轮405和水平导向柱403。两根水平导向柱403与第一丝杆404相互平行,其长度方向与底座401的长度方向相同,且两根水平导向柱403分别设置在第一丝杆404的两侧。其中两根水平导向柱403固定设置在底座401上表面远离支座402的一端,水平导向柱403的两端均设置有竖直的限位挡板。第一丝杆404也设置在底座401上表面远离支座402的一端,且第一丝杆404靠近倒角抛光单元30的一端延伸至倒角抛光单元30的下方,第一丝杆404远离支座402的一端固定连接有第二手轮405,第一丝杆404随着第二手轮405的转动而发生周向旋转。
40.姿态调整单元20包括位置底板201、万向分度头202和第一滑块203。万向分度头202固定设置在底板201的上表面,第一滑块203设置在底板201的下表面。万向分度头202包括回转体2021、主轴2022和第一手轮2023,卡置于底板201的弧形滑槽内并构成转动配合的回转体2021,其内部设置有蜗轮蜗杆机构,回转体2021朝向倒角抛光单元30方向凸伸设置有主轴2022。回转体2021的内部的蜗轮与主轴2022同轴相连,蜗杆通过偏心套支撑安装在回转体2021上,且蜗杆的一端凸伸至回转体2021外并与第一手轮2023相连接,通过转动第一手轮2023带动主轴2022转动。主轴2022与回转体2021构成轴向限位、周向转动配合。主轴2022可随回转体2021在垂直平面内向上90
°
和向下10
°
范围内转动。
41.主轴2022的前端设置有用于固定夹持零件的夹持组件10,万向分度头202动作带动夹持组件10周向转动至任意角度。夹持组件10包括三爪卡盘101和分瓣夹紧头102。主轴2022前端固定设置有三爪卡盘101,三爪卡盘101通过调整均布在卡盘体上活动卡爪的径向移动,将分瓣夹紧头102后段夹紧并进行定位。分瓣夹紧头102的后段为圆筒状,前段为锥柱状的开口分瓣式夹紧段,且其前段的开口分瓣式夹紧段由完全相同、周向环绕的若干个弹性金属片构成。分瓣夹紧头102前段的弹性金属片靠近其后段的部分设置有锁紧螺钉,锁紧螺钉的拧紧或旋松会改变开口分瓣式夹紧段的径向变形,从而达到对微型零件a施加多瓣均匀且微小的压力,可以在夹紧体积微小的微型零件a的同时,又不对微型零件a造成损坏。
42.万向分度头202利用分度刻度环和游标、定位销和分度盘以及交换齿轮,将装卡在夹持组件10上的微型零件a调节成任意角度;或将微型零件a所在圆周分成任意等份,完成对微型零件a的多方位加工属于现有技术,这里不再赘述。
43.底板201的下表面固定设置有第一滑块203,两根水平导向柱403穿过第一滑块203上开设的导向孔,即第一滑块203滑动套设在两根水平导向柱403上,构成水平方向的滑动导向配合;第一滑块203的中部开设有供第一丝杆404穿过的螺纹孔,即第一滑块203与第一
丝杆404构成周向转动、轴向限位的丝杆螺母机构。水平导向柱403限制第一滑块203只能在平行于底座401长度方向的水平方向上做靠近或远离倒角抛光单元30的直线运动。
44.转动第二手轮405驱动第一丝杆404发生周向转动,与第一丝杆404螺纹配合的第一滑块203沿水平导向柱403的长度方向前后运动,并带动姿态调整单元20沿着沿水平导向柱403的长度方向前后移动;水平导向柱403两端的竖直限位挡板对第一滑块203的运动行程进行了限制。当姿态调整单元20在水平方向上移动至最佳操作位置后,再对万向分度头202的主轴2022朝向进行调整,全部调整好后,驱动倒角抛光单元30对待加工的微型零件a进行倒角和抛光。
45.转动第二手轮312,第二丝杆313随之发生周向转动,带动与其螺纹配合的第二滑块314沿着水平滑轨315的长度方向前后移动,水平滑轨315两端竖直的限位挡板对第二滑块314的运动行程进行了限制。第二丝杆滑块机构驱动万向分度头311在水平滑轨315的长度方向上前后移动至最佳操作位置。
46.铅垂导向柱408两端的水平限位挡板对第二滑块303的运动行程进行了限制。当倒角抛光单元30在竖直方向上移动至最佳操作位置后,电机301驱动顶针302转动对待加工的微型零件a进行倒角和抛光。
47.本发明的一种微型零件倒角抛光工装,为一体式。操作人员只需通过对第三手轮407和第二手轮405的转动调节,就可以轻松实现倒角抛光单元30在竖直方向上的高度调节,以及姿态调整单20在水平方向上的位置调节;再结合万向分度头202,使微型零件a随万向分度头202在垂直平面内向上或向下转动,或使微型零件a绕本身轴线进行转动,使待加工的微型零件a与顶针302均处于最佳姿态,便于对微型零件a的倒角和抛光。本发明通过万向分度头202带动微型零件a在其他角度不变的情况下绕本身轴线进行转动,实现了对微型零件a的高精度周向倒角和抛光,解决了传统的手工倒角因周向操作时力度不好把控而引起的倒角精度不够的问题,更克服了传统的抛光倒角工装无法很好地实现小尺寸、多角度的抛光倒角的困难,使抛光倒角的操作更精确、更灵活。同时,本发明不是通过三爪卡盘101直接夹持固定微型零件a这种微型零件,而是通过三爪卡盘101夹持固定圆筒状的分瓣夹紧头102后段,而分瓣夹紧头102的前段为锥柱状的开口分瓣式夹紧段,其前段的开口分瓣式夹紧段由完全相同、周向环绕的若干个弹性金属片构成,且弹性金属片靠近其后段的部分设置有锁紧螺钉,锁紧螺钉的拧紧或旋松会改变开口分瓣式夹紧段的径向变形,从而达到对出血笼等微型零件a的夹紧效果;分瓣夹紧头102的前段的开口分瓣式夹紧段通过对微型零件a施加多瓣均匀且微小的压力,夹紧体积微小的微型零件a的同时,避免了三爪卡盘101直接夹持微小易碎零件会产生的夹持不稳或因夹持不稳导致加工中零件受力不均损坏等问题的产生,大大提高了微型零件a等高精度微型零件的生产效率。
48.本发明未详细描述的技术、形状、构造部分均为公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1