一种内台阶孔磨削方法与流程
本发明涉及磨削,尤其涉及一种内台阶孔磨削方法。
背景技术:
1、在机械加工中,对两端均有内台阶孔的磨削,通常采用的方式是,先将工件一端固定,利用砂轮从工件另一端开始,先粗、精磨小孔,再粗、精磨大孔,完成一面的内孔加工后,再将工件调头固定,采用与之前相同的方式,向工件内磨削。但是由于加工中经常会碰见工件外形复杂多样,不规整的情况,而工件内部台阶孔同轴度要求高,往往这样的工件在调头安装后会导致工件一侧加工的内孔轴线与另一侧内孔轴线有偏差,无法保证工件的精度种因此,这类方法对操作者的技术水平要求较高,且工效低,不能满足生产的要求。
技术实现思路
1、针对上述存在的问题,本发明提供的一种内台阶孔磨削方法,能够解决现有技术中存在的多个内台阶孔加工精度低问题,达到一次装夹完成磨削,保证工件精度的有益效果。
2、为实现上述目的,本发明采取的技术方案为:
3、本发明提供的一种内台阶孔磨削方法,其特征在于,包括:
4、s101:用卡盘夹持工件一端,用中心架支承对工件另一端校正水平;
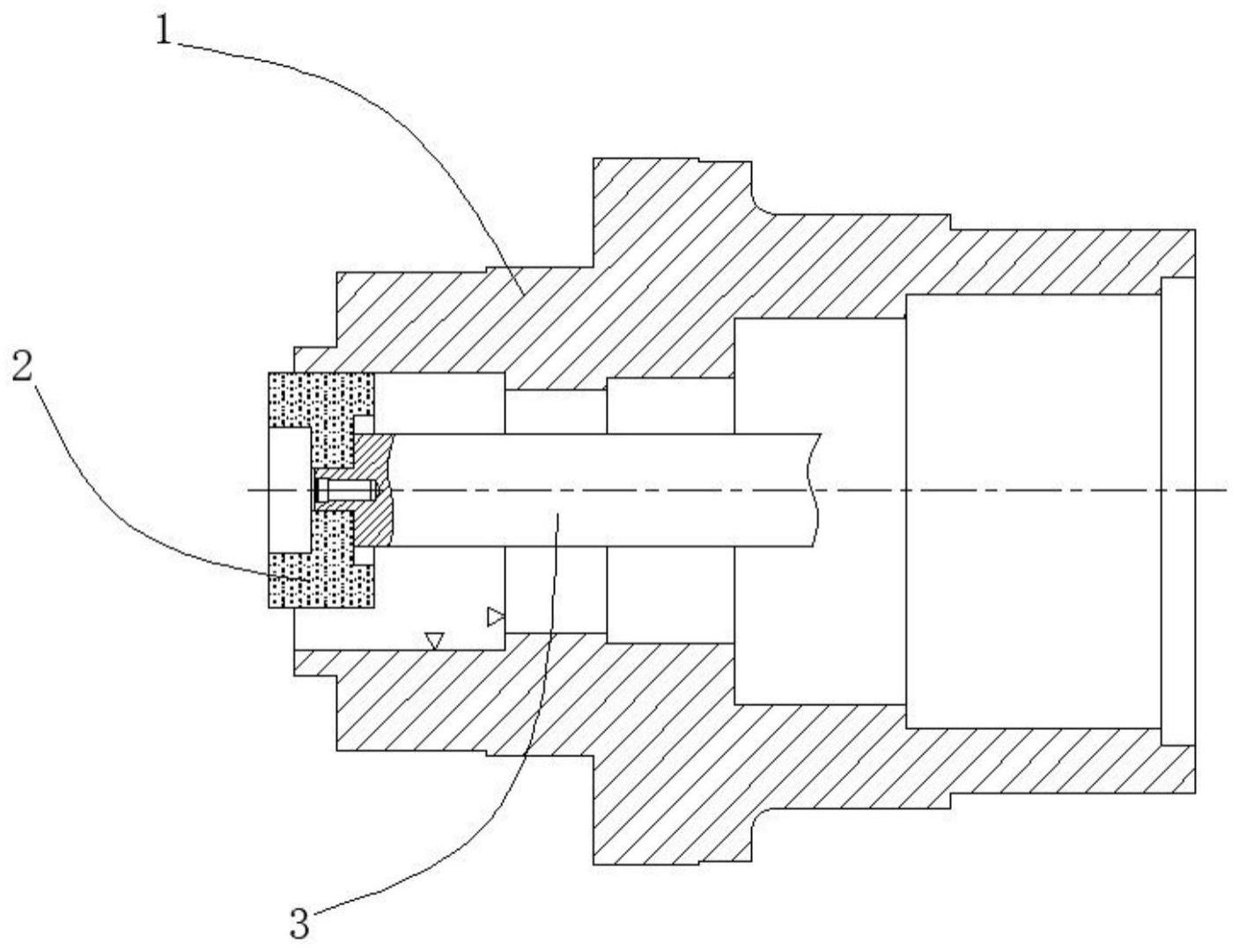
5、s102:通过机床将带有双面凹砂轮的磨杆从远离卡盘的一端开始,伸入工件内部,调整机床精度对工件靠近卡盘的一侧进行内台阶孔磨削;
6、s103:完成一侧台阶孔磨削后,将磨杆从远离卡盘的一端继续伸入,穿过最小孔径的内孔处,进入到工件内部远离卡盘的一侧依次粗磨出台阶孔;
7、s104:将双面凹砂轮的外周贴向工件内壁进行震荡磨削内台阶孔,将凹砂轮远离卡盘的端面靠向与工件内壁垂直的台阶面进行磨削;
8、s106:粗磨完成后,再利用双面凹砂轮对工件内部远离卡盘的一侧台阶孔依次进行精磨。
9、本发明提供的内台阶孔磨削方法,优选地,还包括:
10、s105:将磨杆退出工件内部,根据工件内部台阶孔要求尺寸对双面凹砂轮外圆及端面进行修整;
11、所述s106中的双面凹砂轮为修整过外周及端面尺寸后的双面凹砂轮。
12、本发明提供的内台阶孔磨削方法,优选地,所述步骤s102中对工件内部靠近卡盘一侧的台阶孔磨削按照先粗、精磨小孔径,再粗、精磨大孔径的顺序加工。
13、本发明提供的内台阶孔磨削方法,优选地,利用砂轮右端面磨削内台阶孔采用轴向进给靠磨。
14、本发明提供的内台阶孔磨削方法,优选地,利用砂轮右端面磨削内台阶孔采用径向震荡磨削。
15、上述技术方案具有如下优点或者有益效果:
16、本发明提供的一种内台阶孔磨削方法,包括:
17、s101:用卡盘夹持工件一端,用中心架支承对工件另一端校正水平;
18、s102:通过机床将带有双面凹砂轮的磨杆从远离卡盘的一端开始,伸入工件内部,调整机床精度对工件靠近卡盘的一侧进行内台阶孔磨削;
19、s103:完成一侧台阶孔磨削后,将磨杆从远离卡盘的一端继续伸入,穿过最小孔径的内孔处,进入到工件内部远离卡盘的一侧依次粗磨出台阶孔;
20、s104:将双面凹砂轮的外周贴向工件内壁进行震荡磨削内台阶孔,将凹砂轮远离卡盘的端面靠向与工件内壁垂直的台阶面进行磨削;
21、s106:粗磨完成后,再利用双面凹砂轮对工件内部远离卡盘的一侧台阶孔依次进行精磨。
22、本发明提供的一种内台阶孔磨削方法,解决了现有技术中对两端均带有内台阶孔的常规磨削方式功效低,精度不够等问题,实现一次装夹完成磨削,提高了工作效率且有效保证了工件的加工精度。
技术特征:
1.一种内台阶孔磨削方法,其特征在于,包括:
2.如权利要求1所述的内台阶孔磨削方法,其特征在于,还包括:
3.如权利要求1所述的内台阶孔磨削方法,其特征在于,所述步骤s102中对工件内部靠近卡盘一侧的台阶孔磨削按照先粗、精磨小孔径,再粗、精磨大孔径的顺序加工。
4.如权利要求1所述的内台阶孔磨削方法,其特征在于,利用双面凹砂轮右端面磨削内台阶孔采用轴向进给靠磨。
5.如权利要求1所述的内台阶孔磨削方法,其特征在于,利用双面凹砂轮右端面磨削内台阶孔采用径向震荡磨削。
技术总结
本发明提供的一种内台阶孔磨削方法,涉及磨削技术领域,包括:S101:用卡盘夹持工件一端,用中心架支承对工件另一端校正水平;S102:通过机床将带有双面凹砂轮的磨杆从远离卡盘的一端开始,伸入工件内部,调整机床精度对工件一侧进行内台阶孔磨削;S103:完成一侧台阶孔磨削后,将磨杆从远离卡盘的一端伸入,穿过最小孔径的内孔处,进入到工件另一侧依次粗磨出台阶孔;S104:将双面凹砂轮外周贴向工件内壁磨削内台阶孔,将凹砂轮远离卡盘的端面靠向台阶面磨削;S106:粗磨后,利用双面凹砂轮对工件另一侧台阶孔依次进行精磨。本发明解决了现有技术中磨削内台阶孔功效低,精度不够等问题,实现一次装夹完成磨削,提高了工作效率且有效保证了工件的加工精度。
技术研发人员:江建平
受保护的技术使用者:无锡七机机床有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!