一种热室压铸机用散热装置的制作方法
1.本实用新型涉及压铸机技术领域,更具体地说,本实用新型涉及一种热室压铸机用散热装置。
背景技术:
2.热室压铸机是指压射室和压射冲头浸于熔融金属内的压铸机,压射室经鹅颈管与压铸型的浇口连通,适用于压铸锌、铅等低熔点有色合金零件,可广泛应用于汽车、摩托车配件、仪器仪表、日用五金、家用电器等工业部门。
3.但是其在实际使用时,仍旧存在一些缺点,如:现有的压铸机在工件进行挤出成型后需要用到散热装置来对其进行冷却,但是现有的部分散热装置其散热效率一般,无法进行快速的冷却,因此降低了整体装置的实用性,且现有的散热装置的拆装均较为困难,因此在装置出现问题的时候往往需要花费较多时间,降低了设备的工作的效率。
技术实现要素:
4.为了克服现有技术的上述缺陷,本实用新型的实施例提供一种热室压铸机用散热装置,以解决现有技术散热装置的额效率较低以及拆装较为困难导致整体装置实用性降低的问题。
5.为解决上述技术问题,本实用新型提供如下技术方案:一种热室压铸机用散热装置,包括导入管,所述导入管的一端固定安装有连接盘,所述导入管的表面开设有安装槽,所述导入管的表面可拆卸安装有卡接组件,所述安装槽的内部可拆卸安装有散热组件。
6.其中,所述散热组件包括进水管,所述进水管的一端固定连通有回型管,所述回型管的侧面固定连通有弧形支流管,所述回型管的一端固定连通有出水管,所述散热组件的数量为两个,两个所述散热组件分别分布在导入管的左右两端。
7.其中,所述弧形支流管的数量为三个,三个所述弧形支流管从左到右依次分布在回型管的侧面,且三个所述弧形支流管的形状和导入管的形状相适配。
8.其中,所述卡接组件包括第一半环和第二半环,所述第一半环和第二半环的表面均开设有圆孔,所述第二半环的上下两端均固定安装有第二安装块,所述第二安装块的表面开设有卡扣槽,所述圆孔的大小和回型管的大小相适配,所述卡接组件的数量为两个,两个所述卡接组件分别可拆卸安装在导入管表面的左右两端。
9.其中,所述第一半环的上下两端均固定安装有第一安装块,所述第一安装块的内部开设有连接槽,所述连接槽的内部固定连接有弹簧,所述弹簧的顶端固定连接有卡扣板。
10.其中,所述卡扣板的形状和卡扣槽的形状相适配。
11.本实用新型的上述技术方案的有益效果如下:
12.上述方案中,设置包围状态的散热组件可以对进入模具后的工件进行快速的冷却,不需要等待过多时间,节约了整体的生产时间,因此可以有效的提高整体设备的生产效率,也达到了提高整体设备实用性的效果;设置卡接组件可以对散热组件进行快速的组装,
不需要工人花费过多的时间,因此在散热组件需要维修的时候可以节约大量的时间,达到了提高散热组件整体实用性的效果。
附图说明
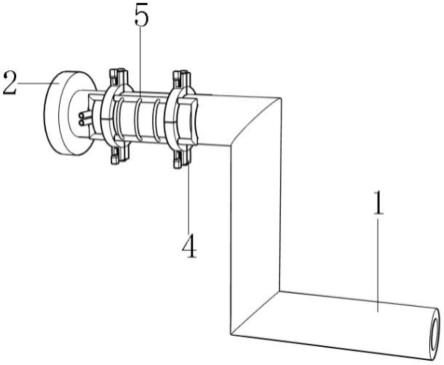
13.图1为本实用新型的整体结构示意图;
14.图2为本实用新型的整体装置立体装配图;
15.图3为本实用新型的散热组件连接结构示意图;
16.图4为本实用新型的散热组件结构示意图;
17.图5为本实用新型的卡接组件结构示意图。
18.[附图标记]
[0019]
1、导入管;2、连接盘;3、安装槽;4、卡接组件;5、散热组件;41、第一半环;42、第二半环;43、圆孔;44、第二安装块;45、卡扣槽;46、第一安装块;47、连接槽;48、弹簧;49、卡扣板;51、进水管;52、回型管;53、弧形支流管;54、出水管。
具体实施方式
[0020]
为使本实用新型要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。
[0021]
如附图1至附图5本实用新型的实施例提供一种热室压铸机用散热装置,包括导入管1,所述导入管1的一端固定安装有连接盘2,所述导入管1的表面开设有安装槽3,所述导入管1的表面可拆卸安装有卡接组件4,所述安装槽3的内部可拆卸安装有散热组件5。
[0022]
如图2至图4,所述散热组件5包括进水管51,所述进水管51的一端固定连通有回型管52,所述回型管52的侧面固定连通有弧形支流管53,所述回型管52的一端固定连通有出水管54,所述散热组件5的数量为两个,两个所述散热组件5分别分布在导入管1的左右两端,所述弧形支流管53的数量为三个,三个所述弧形支流管53从左到右依次分布在回型管52的侧面,且三个所述弧形支流管53的形状和导入管1的形状相适配。
[0023]
具体的,将现有的冷热水循环系统连接至进水管51和出水管54,然后将冷水从进水管51内部注入,沿着回型管52流动,然后从弧形支流管53内部进行一定程度的分流,最后从出水管54内部输出,进入到循环系统后再次进行循环,利用包围状态的散热组件5可以对进入模具后的热熔工件进行快速的冷却,不需要等待过多时间,节约了整体的生产时间,因此可以有效的提高整体设备的生产效率,也达到了提高整体设备实用性的效果。
[0024]
如图5,所述卡接组件4包括第一半环41和第二半环42,所述第一半环41和第二半环42的表面均开设有圆孔43,所述第二半环42的上下两端均固定安装有第二安装块44,所述第二安装块44的表面开设有卡扣槽45,所述圆孔43的大小和回型管52的大小相适配,所述卡接组件4的数量为两个,两个所述卡接组件4分别可拆卸安装在导入管1表面的左右两端,所述第一半环41的上下两端均固定安装有第一安装块46,所述第一安装块46的内部开设有连接槽47,所述连接槽47的内部固定连接有弹簧48,所述弹簧48的顶端固定连接有卡扣板49,所述卡扣板49的形状和卡扣槽45的形状相适配。
[0025]
具体的,当散热组件5出现问题的时候,此时只需要按压卡扣板49使其压缩弹簧48,带动另一端从卡扣槽45的内部移除,然后分别拉开第一半环41和第二半环42即可将安
装在圆孔43的散热组件5进行拆装,利用卡接组件4可以对散热组件5进行快速的组装,不需要工人花费过多的时间,因此在散热组件5需要维修的时候可以节约大量的时间,达到了提高散热组件5整体实用性的效果。
[0026]
本实用新型的工作过程如下:将现有的冷热水循环系统连接至进水管51和出水管54,然后将冷水从进水管51内部注入,沿着回型管52流动,然后从弧形支流管53内部进行一定程度的分流,最后从出水管54内部输出,进入到循环系统后再次进行循环,当散热组件5出现问题的时候,此时只需要按压卡扣板49使其压缩弹簧48,带动另一端从卡扣槽45的内部移除,然后分别拉开第一半环41和第二半环42即可将安装在圆孔43的散热组件5进行拆装。
[0027]
上述方案,利用包围状态的散热组件5可以对进入模具后的热熔工件进行快速的冷却,不需要等待过多时间,节约了整体的生产时间,因此可以有效的提高整体设备的生产效率,也达到了提高整体设备实用性的效果,利用卡接组件4可以对散热组件5进行快速的组装,不需要工人花费过多的时间,因此在散热组件5需要维修的时候可以节约大量的时间,达到了提高散热组件5整体实用性的效果。
[0028]
最后应说明的几点是:首先,在本技术的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;
[0029]
其次:本实用新型公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本实用新型同一实施例及不同实施例可以相互组合;
[0030]
最后:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1