一种非铁金属专用低温磨削弧面砂页盘的制作方法
1.本实用新型涉及磨具技术领域,具体涉及一种非铁金属专用低温磨削弧面砂页盘。
背景技术:
2.砂页盘,也叫砂页片、平面砂布轮、砂页轮或者弹性磨盘。砂页盘一般与手持电动或气动角向磨光机配合使用。砂页盘具有良好和高效的磨削能力,适用各种作业场所和作业环境,广泛地应用到金属以及非金属材料各种型面的强力磨削,除锈、除漆和焊缝的打磨等表面处理。
3.但现有的砂页盘一般采用是将研磨砂布页片与基体粘合构成的均为单面单向研磨体,多适合于较为平整的被加工工件的表面,以及工件切割面的外凸边缘及外凸夹角的磨削处理;另外现有的砂页盘在研磨过程中,容易出现排屑困难,容易形成砂面堵塞,排削导热能力较低,容易造成被加工工件在高压高速磨削条件下因高温而导致的工件变色变形。
技术实现要素:
4.有鉴于此,本实用新型提供一种非铁金属专用低温磨削弧面砂页盘,不仅具有良好的通风导热性能、较大的容削排削和抗阻塞特点并且提供了良好的冷磨削特性,避免了传统砂布页轮在实际磨削过程中容易形成砂面堵塞、排削导热能力低,进而造成被加工工件在高压高速磨削条件下因高温而导致工件变色变形的问题。
5.为解决上述技术问题,本实用新型提供一种非铁金属专用低温磨削弧面砂页盘,包括基体和通过粘合剂粘接在基体两个侧面上的研磨页片;其中,
6.所述基体包括带有中心孔的单面凹形的适配连接部和外侧的水平承载部;
7.所述研磨页片为有捻聚酯尼龙纤维纱线疏织而成的网格形片状结构,且研磨页片表面粘附有磨料颗粒层;
8.所述基体承载部的两个侧面粘结有用于承载固定连接研磨页片用的粘合剂;
9.所述研磨页片的一端通过粘合剂固定在基体外侧承载部的一个侧面上,所述研磨页片的另一端沿着基体外侧圆周端面弯曲折向基体外侧承载部的另一侧,并通过粘合剂固定在该侧面上而形成沿着基体外侧圆周排列的弧形研磨端面。
10.进一步地,所述研磨页片的长边与砂轮直径方向呈α角排列,且沿基体圆周方向均匀分布,连续层叠码放。
11.进一步地,所述研磨页片为条状结构,研磨页片的长边与砂轮直径方向的夹角α的取值范围为5
°
~25
°
。
12.进一步地,所述研磨页片的网格形片状结构上粘附的磨料颗粒层为氧化铝磨料颗粒、氧化锆磨料颗粒、陶瓷氧化铝磨料颗粒、碳化硅磨料颗粒中的任意一种。
13.进一步地,所述基体为玻璃纤维材料或塑料尼龙制作而成的钹形结构。
14.进一步地,所述基体外侧承载部具有适合于粘合剂固定的两个侧面。
15.进一步地,所述连接部的中部设置有中部带有适配连接孔。
16.本实用新型的上述技术方案的有益效果如下:
17.本实用新型中的研磨页片通过采用由有捻聚酯尼龙纤维纱线疏织而成的网格形片状结构,且在研磨页片表面粘附磨料颗粒层,具有良好的通风导热性能、较大的容削排削和抗阻塞特点,提供了良好的冷磨削特性,极大地避免了传统砂布页轮在实际磨削过程中容易形成砂面堵塞、排削导热能力较低、容易造成被加工工件在高压高速磨削条件下因高温而导致的工件变色变形、工件几何尺寸超出公差要求的现象,能够达到低温磨削的效果,且具有更高地磨削效率,节省作业时间及降低作业强度等特点。
附图说明
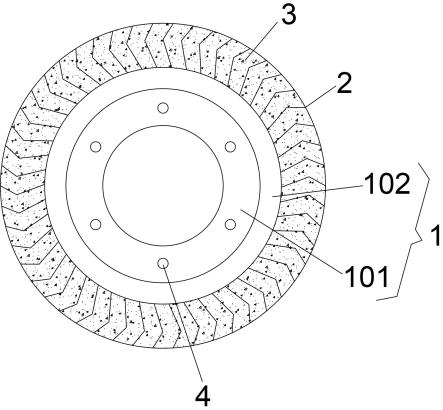
18.图1为本实用新型主视的结构示意图;
19.图2为本实用新型侧视的结构示意图;
20.图3为本实用新型中基体的结构示意图;
21.图4为本实用新型中研磨页片局部的剖面结构示意图。
22.图中:1、基体;101、连接部;102、承载部;2、研磨页片;3、磨料颗粒层;4、连接孔。
具体实施方式
23.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例的附图1-3,对本实用新型实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于所描述的本实用新型的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本实用新型保护的范围。
24.如图1-3所示:一种非铁金属专用低温磨削弧面砂页盘,包括基体1和通过粘合剂粘接在基体1两个侧面上的研磨页片2;其中,基体1包括带有中心孔的单面凹形的适配连接部101和外侧的水平承载部102,研磨页片2为有捻聚酯尼龙纤维纱线疏织而成的网格形片状结构,且研磨页片2表面粘附有磨料颗粒层3,承载部102的两个侧面粘结有用于承载固定连接研磨页片用的粘合剂;
25.具体而言,一种非铁金属专用低温磨削弧面砂页盘,包括基体1和通过粘合剂粘接在基体1两个侧面上的研磨页片2;其中,
26.基体1包括带有中心孔的单面凹形的适配连接部101和外侧的水平承载部102,连接部101的中部设置有中部带有适配连接孔4。
27.研磨页片为有捻聚酯尼龙纤维纱线疏织而成的网格形片状结构,且研磨页片2表面粘附有磨料颗粒层3,研磨页片2为条状结构,研磨页片2的长边与砂轮直径方向的夹角α的取值范围为5
°
~25。
28.研磨页片2的网格形片状结构上粘附的磨料颗粒层3为氧化铝磨料颗粒、氧化锆磨料颗粒、陶瓷氧化铝磨料颗粒、碳化硅磨料颗粒中的任意一种。
29.承载部102的两个侧面粘结有用于承载固定连接研磨页片2用的粘合剂。
30.基体1外侧承载部102具有适合于粘合剂固定的两个侧面,研磨页片的一端通过粘合剂固定在基体1外侧承载部102的一个侧面上,研磨页片的另一端沿着基体1外侧圆周端
面弯曲折向基体1外侧承载部102的另一侧形成弧形研磨端面。
31.研磨页片2的长边与砂轮直径方向呈α角排列,且沿基体1圆周方向均匀分布,连续层叠码放。
32.基体1为玻璃纤维材料或塑料尼龙制作而成的钹形结构。
33.本实用新型中的研磨页片2通过采用由有捻聚酯尼龙纤维纱线疏织而成的网格形片状结构,且在研磨页片2表面粘附磨料颗粒层3,具有良好的通风导热性能、较大的容削排削和抗阻塞特点,提供了良好的冷磨削特性,极大地避免了传统砂布页轮在实际磨削过程中容易形成砂面堵塞,排削导热能力较低,容易造成被加工工件在高压高速磨削条件下因高温而导致的工件变色变形、工件几何尺寸超出公差要求的现象,能够达到低温磨削的效果,且具有更高地磨削效率,节省作业时间及降低作业强度等特点;
34.另外,本实用新型通过将研磨页片2呈弧形排布,在对非铁金属型材的堆焊弧形夹角或者型材的内凹弧形沟槽研磨处理时,其由研磨页片2与基体圆周边缘处的弧形横截面形状,高度适配于型材夹角或内凹夹角的弧形表面的仿形磨削加工,提高了弧形工件加工表面的研磨精度和尺寸公差要求,简化了平面研磨页轮需要多次重复研磨的工艺过程,解决了平面研磨页轮极易破坏工件几何形状的研磨难题,使得研磨一次成型,研磨效率非常高。
35.在本实用新型中,除非另有明确的规定和限定,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
36.以上所述是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型所述原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1