基于3D打印砂型的铝合金半固态重力铸造铸件、生产装置的制作方法
基于3d打印砂型的铝合金半固态重力铸造铸件、生产装置
技术领域
1.本实用新型涉及高铁/城铁/地铁等公用交通用的铝铸件类技术领域,具体涉及到一种基于3d打印砂型的铝合金半固态重力铸造铸件、生产装置。
背景技术:
2.某高铁用小弯角铸件,外廓尺寸只有60
×
50mm,带有复杂薄壁(小于 2mm)c型号弯角结构,为超小复杂精密铝合金铸件。
3.目前采用常规重力铸造,而由于铸件带有薄壁复杂结构,加上浇注量小,很容易产生c型槽充型“缺肉”不饱满,圆弧立壁冷隔,因此,需开发一种基于高强3d砂型打印的半固态重力铸造的小弯角铸件毛坯,成型饱满无缺陷,后续机加工中表面也十分光亮无缺陷的铝铸件。
技术实现要素:
4.本实用新型的目的在于至少解决现有技术中存在的技术问题之一,提供一种基于3d打印砂型的铝合金半固态重力铸造铸件、生产装置。
5.为实现上述目的,本实用新型采用的技术方案如下:基于3d打印砂型的铝合金半固态重力铸造铸件生产装置,包括支架,所述支架上设置有压合机构、3d砂型,所述压合机构设置于所述3d砂型上,所述3d砂型上设置有用于将半固态浆料流至3d砂型内的特制浇道,所述特制浇道另一端连通有用于上半固态浆料的浇包,所述浇包将半固态浆料通过所述特制浇道浇入至3d砂型内。
6.进一步的,3d砂型上安装有可承受所述压合机构下压从而挤压半固态浆料成型薄壁异型槽而不破碎的高强3d打印砂芯,所述高强3d打印砂芯上设置有c型槽。
7.进一步的,压合机构包括压板,所述压板上设置有推压柱,所述推压柱端部设置有压盖。
8.进一步的,推压柱上缠绕有弹簧。
9.进一步的,推压柱贯穿于所述支架顶部布置,所述弹簧布置于所述支架顶部布置。
10.进一步的,特制浇道为蛇型浇道斜板。
11.基于3d打印砂型的铝合金半固态重力铸造铸件,利用上述的基于3d 打印砂型的铝合金半固态重力铸造铸件生产装置制备。
12.进一步的,铸件上设置有异型结构,所述异型结构包括c型异型槽。
13.进一步的,铸件呈扇形布置,且至少设置有两个c型异型槽,两个所述c型异型槽并列间隔布置。
14.进一步的,c型异型槽的壁厚小于2mm。
15.本实用新型的有益效果:由上述对本实用新型的描述可知,与现有技术相比,本实用新型的基于3d打印砂型的铝合金半固态重力铸造铸件生产装置,包括支架,所述支架上设置有压合机构、3d砂型,所述压合机构设置于所述3d砂型上,所述3d砂型上设置有用于将
半固态浆料流至3d砂型内的特制浇道,所述特制浇道另一端连通有用于上半固态浆料的浇包,所述浇包将半固态浆料通过所述特制浇道浇入至3d砂型内,实现利用高强3d砂型打印异型薄壁c型槽的铝铸件,该3d砂型通过利用半固态浆料良好的流动性,在一定压力作用下,从而获得轮廓清晰、成型饱满完好的铸件。
附图说明
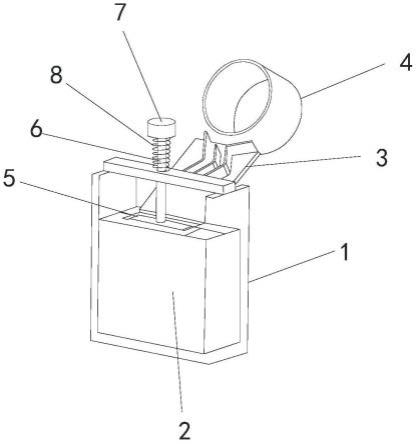
16.图1为本实用新型优选实施例中基于3d打印砂型的铝合金半固态重力铸造铸件生产装置的结构示意图;
17.图2为本实用新型优选实施例中基于3d打印砂型的铝合金半固态重力铸造铸件的结构示意图。
18.附图标记:1、支架;2、3d砂型;3、特制浇道;4、浇包;5、压板; 6、推压柱;7、压盖;8、弹簧;9、铸件。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型的一部分实施例,而不是全部的实施例。
20.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
21.参照图1所示,本实用新型的优选实施例,基于3d打印砂型的铝合金半固态重力铸造铸件生产装置,包括支架1,所述支架1上设置有压合机构、3d砂型2,所述压合机构设置于所述3d砂型2上,所述3d砂型2上设置有用于将半固态浆料流至3d砂型内的特制浇道3,所述特制浇道3另一端连通有用于上半固态浆料的浇包4,所述浇包4将半固态浆料通过所述特制浇道3浇入至3d砂型2内,实现利用高强3d砂型打印异型薄壁c型槽的铝铸件,该3d砂型通过利用半固态浆料良好的流动性,在一定压力作用下,从而获得轮廓清晰、成型饱满完好的铸件。
22.作为本实用新型的优选实施例,其还可具有以下附加技术特征:3d砂型2上安装有高强3d打印砂芯,该高强3d打印砂芯可承受压合机构下压从而挤压半固态浆料成型薄壁c槽而不破碎,且所述高强3d打印砂芯上设置有c型槽。
23.本实施例中,压合机构包括压板5,所述压板5上设置有推压柱6,所述推压柱6端部设置有压盖7;且推压柱6上缠绕有弹簧8,推压柱6贯穿于所述支架1顶部布置,所述弹簧8布置于所述支架1顶部布置,便于人们操作,使得半固态浆料能够在一定压力作用下浇入至3d砂型中,获得轮廓清晰、成型饱满完好的铸件。
24.本实施例中,特制浇道3为蛇型浇道斜板,便于半固态浆料利用其自身的流动性流入至3d砂型中。
25.如图2所示,基于3d打印砂型的铝合金半固态重力铸造铸件,利用上述的基于3d打印砂型的铝合金半固态重力铸造铸件生产装置制备,且该铸件9上设置有异型结构,所述异
型结构包括c型异型槽。
26.本实施例中,铸件9呈扇形布置,且至少设置有两个c型异型槽,两个所述c型异型槽并列间隔布置,且该c型异型槽的壁厚小于2mm。
27.本实用新型的工作原理:将3d打印砂型放入支架上,完成3d打印砂型的组装;
28.将熔炼好的合金液体(zl104-化学成分:硅si:8.0-10.5锰mn:0.2-0.5、镁mg:0.17-0.35、铝al:余量)采用浇包浇入至带蛇型浇道斜板上;
29.当上述熔体通过蛇型斜板时由于重力+机械碰撞作用,在进入3d打印砂型时形成半固态浆料;
30.当斜板半固态浆料充满后,采用机械或者气体从上端对填充完成的浆料加压,利用半固态流动性好,及在一定压力的作用下(因此对砂型强度要求高),获得轮廓清晰、成型饱满完好的铸件,从而消除该铸件产品用液态铸造形成的冷隔、成型不饱满等问题。
31.最后,冷却,清理砂型取出铸件。
32.在不出现冲突的前提下,本领域技术人员可以将上述附加技术特征自由组合以及叠加使用。
33.可以理解,本实用新型是通过一些实施例进行描述的,本领域技术人员知悉的,在不脱离本实用新型的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。另外,在本实用新型的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本实用新型的精神和范围。因此,本实用新型不受此处所公开的具体实施例的限制,所有落入本技术的权利要求范围内的实施例都属于本实用新型所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1