一种锡棒自动铸造机的制作方法
1.本实用新型涉及锡棒铸造技术领域,具体的,是涉及一种锡棒自动铸造机。
背景技术:
2.锡棒广泛应用于电镀行业及电子行业中,主要用于多组集成电路装配。但是现有的方形锡棒主要是通过模具铸造方法生产出来的,特别是方形方材,铸造品表面氧化十分严重,气泡及杂质较多,浇铸成型后成品脱模困难。另一方面锡液温度十分高,由于采用手工操作,在浇铸过程中依靠手工浇锡液劳动强度非常大,而且十分危险,故在生产过程中存在极大的安全隐患和生产效率较低,不利于大规模工业生产。
技术实现要素:
3.为解决上述的问题,本实用新型提供了一种锡棒自动铸造机,其可克服上述缺陷,能够实现自动化浇铸-成型-脱模-切割的生产,降低人工劳动强度,提高安全性和生产效率。
4.本实用新型所采取的技术方案是:
5.一种锡棒自动铸造机,其包括有机架、保温机构、锡阀机构、结晶器机构、牵引机构、夹紧机构和切割机构;
6.所述的保温机构、牵引机构、夹紧机构和切割机构依次设于所述的机架上,所述的锡阀机构设于所述的保温机构上,所述的结晶器机构设于所述的保温机构和所述的牵引机构之间;
7.所述的保温机构用于储存锡液,所述的锡阀机构穿设于所述的保温机构内以控制收放锡液,所述的锡阀机构打开后,锡液流动至所述的结晶器机构中冷却成型固化为锡材,锡材移动至所述的牵引机构,所述的牵引机构将锡材牵引至所述的夹紧机构,所述的夹紧机构在得到定长切割指令后,所述的夹紧机构把锡棒夹紧,所述的切割机构将锡材切断。
8.在上述技术方案中,所述的结晶器机构包括有导流管、结晶器和结晶器支承座;所述导流管的两端分别与所述的保温机构和所述的结晶器连通,所述的结晶器固设于所述的结晶器支承座上,所述的结晶器支承座固设于所述的牵引机构上,所述的导流管为弧形导流管,其进料端高于出料端。
9.在上述技术方案中,所述的结晶器机构还包括有过渡连接管和发热圈,所述的导流管通过所述的过渡连接管与所述的结晶器连通,所述的发热圈套设在所述的过渡连接管外。
10.在上述技术方案中,所述的结晶器为双层结构,包括内层结构及套设于其外的外层结构;所述内层结构的内部的轴向方向设有结晶通道,所述内层结构的外壁上凹设有螺旋状的冷却水导流槽,所述的外层结构的内壁与所述的内层结构的外壁相配合。
11.在上述技术方案中,所述的保温机构包括有保温箱体及设于其内的保温内胆;所述的保温箱体固设于所述的机架上,所述的保温内胆通过其顶部与所述的保温箱体固定,
所述的保温内胆底部和四周的外壁环设有发热板,所述的保温箱体内的底部设有保温砖,所述的保温箱体与所述的保温内胆之间填充有保温棉,所述的保温内胆顶部设有进料口,底部设有出料口,出料口成型为圆孔状。
12.在上述技术方案中,所述的导流管设于所述的保温箱体内,所述的过渡连接管部分穿设于所述的保温箱体内与所述的导流管连通,所述的过渡连接管位于所述的保温箱体外的部分外侧环设有发热圈。
13.在上述技术方案中,所述的锡阀机构包括有锡阀油缸和锡阀顶杆;所述的锡阀油缸设于所述的保温箱体上,所述的锡阀顶杆自所述的保温箱体外穿设于所述的保温内胆中,所述锡阀顶杆的上端与所述锡阀油缸的驱动端连接,下端成锥体状与所述的保温内胆底部的出料口相适应。
14.在上述技术方案中,所述的牵引机构包括有牵引组件和抱紧组件;所述的牵引组件包括有牵引支座、牵引油缸、牵引滑动座;所述的抱紧组件包括有抱紧座、抱紧油缸和抓块;所述的牵引油缸通过所述的牵引支座固设于所述的机架上,所述的牵引油缸的驱动端与所述的牵引滑动座连接,所述的抱紧座固设于所述的牵引滑动座上,所述的抱紧座内设有供锡材通过的牵引通道,所述的牵引通道上方设有所述的抓块,所述抓块的底部成齿状,所述抓块的顶部与所述抱紧油缸的驱动端连接,所述的抱紧油缸固设于所述的抱紧座上。
15.在上述技术方案中,所述夹紧机构包括有夹紧支座、夹紧油缸和夹块;所述的夹紧支座固设于所述机架上,所述的夹紧支座内设有夹紧通道,所述的夹紧通道的上方设有所述夹块,所述夹块的底部为平底,所述夹块的顶部与所述夹紧油缸的驱动端连接,所述的夹紧油缸固设于所述夹紧支座上。
16.在上述技术方案中,所述切割机构包括滑动组件、切割组件;所述的滑动组件包括有滑动底座、滑动油缸、滑动导轨和滑动板;所述的切割组件包括有切割电机、切割锯片;
17.所述的滑动底座固设于所述的机架上,所述的滑动底座上固设有所述的滑动导轨,所述的滑动板底部设有与所述滑动导轨相配合的限位块,所述的滑动底座上设有所述的滑动油缸,所述的滑动油缸的驱动端与所述的滑动板连接,驱动所述滑动板移动,所述的切割电机固设于所述滑动板上,所述切割电机的驱动端与所述切割锯片连接,驱动切割锯片旋转以切割锡材。
18.经由上述的技术方案可知,本实用新型通过保温机构、搅拌机构、锡阀机构、结晶器机构、牵引机构、夹紧机构和切割机构的相互配合,实现浇铸-成型-脱模-切割的锡棒铸造自动化生产,无须人工进行操作自动倒入锡液、自动牵引和切割,无须人工干预,减少操作人员的工作强度,提高生产效率高;另一方面,由于锡液从保温机构底部流出至结晶器,锡渣杂质等氧化物都浮于液面上,而且,该浇铸过程为密封状态,氧气无法进入结晶器内,所铸造出的成品锡棒具有表面光洁,无氧化,无锡渣杂质的特点,品质优良。
附图说明
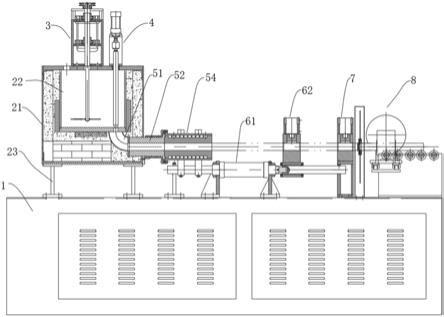
19.图1是本实用新型的结构示意图;
20.图2是本实用新型的保温机构、搅拌机构和锡阀机构的结构示意图;
21.图3是本实用新型的保温机构和搅拌机构的结构示意图;
22.图4是本实用新型的结晶器机构的结构示意图;
23.图5是本实用新型的牵引机构的结构示意图;
24.图6是本实用新型的牵引机构的部分结构示意图;
25.图7是本实用新型的夹紧机构的结构示意图;
26.图8是本实用新型的切割机构的结构示意图一;
27.图9是本实用新型的切割机构的结构示意图二。
具体实施方式
28.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
29.参考图1所示,本实用新型公开了一种锡棒自动铸造机,其包括有机架1、保温机构2、搅拌机构3、锡阀机构4、结晶器机构5、牵引机构6、夹紧机构7和切割机构8,其中,
30.保温机构2、牵引机构6、夹紧机构7和切割机构8依次设于机架1上,搅拌机构3、锡阀机构4设于保温机构2上,结晶器机构5设于保温机构2和牵引机构6之间;
31.保温机构2用于储存锡液,搅拌机构3穿设于保温机构2内对锡液进行搅拌,锡阀机构4穿设于保温机构2内以控制收放锡液,锡阀机构4打开后,锡液流动至结晶器机构5中冷却成型固化为锡材,锡材移动至牵引机构6,牵引机构6将锡材牵引至夹紧机构7,夹紧机构7在得到定长切割指令后,夹紧机构7把锡棒夹紧,切割机构8将锡材切断。
32.参考图2、图3所示,保温机构2包括有保温箱体21及设于其内的保温内胆22;
33.保温箱体21通过保温支座23固设于机架1上,保温内胆22通过顶部与保温箱体21固定,保温内胆22底部和四周的外壁环设有发热板24,对锡液进行加热,保温箱体21内的底部设有保温砖25,保温箱体21与保温内胆22之间填充有保温棉26,上述形成对保温内胆22加热保温的系统。
34.保温内胆22顶部设有进料口221,底部设有出料口222,出料口222成型为圆孔状。
35.参考图2所示,锡阀机构4包括有锡阀油缸41和锡阀顶杆42;
36.锡阀油缸41设于保温箱体21上,锡阀顶杆42自保温箱体21外穿设于保温内胆22中,锡阀顶杆42的上端与锡阀油缸41的驱动端连接,下端成锥体状与保温内胆22底部出料口222相适应;锡阀油缸41驱动锡阀顶杆42进行上下移动,即对出料口222进行压紧或者松开,以控制锡液的收放。
37.锡阀机构4还包括有导向限位套43,设于保温箱体21上,用于对锡阀顶杆42进行导向和限位,锡阀顶杆42穿设于导向限位套43其中,确保对准出料口222中心进行下压,提高阀门密封的可靠性。
38.参考图2、图3所示,搅拌机构3包括有搅拌电机座31、搅拌电机32、第一传动轮33、第二传动轮34、皮带、搅拌轴35、搅拌杆36、轴承37和搅拌座38;
39.搅拌电机座31固设于保温箱体21上,搅拌电机32固设于搅拌电机座31上,搅拌电机32的驱动端与第一传动轮33连接,第一传动轮33通过皮带传动第二传动轮34,搅拌轴35与第二传动轮34连接,搅拌轴35通过轴承37设置在搅拌座38上,搅拌座38固设于保温箱体21上,搅拌杆36顶部插设于搅拌座38的底部,搅拌杆36底部设有搅拌叶片,并穿设与保温内
胆22里。搅拌电机32通过第一传动轮33、第二传动轮34的联动来驱动搅拌轴35旋转,以驱动搅拌杆36旋转搅拌保温内胆22内的锡液;第一传动轮33、第二传动轮34的设置不仅能节省搅拌机构3的占用空间,也使搅拌机构3的固定更稳固。
40.参考图4所示,结晶器机构5包括有导流管51、过渡连接管52、发热圈53、连接法兰、结晶器54和结晶器支承座55;
41.导流管51设于保温箱体21内,其一端与出料口222连通,另一端通过过渡连接管52与结晶器54连通,在本实施例中,导流管51为弧形,其进料端高于出料端,使锡液从上至下流至过渡连接管52,流动更顺畅。过渡连接管52部分穿设于保温箱体21内与导流管51连通,位于保温箱体21外的部分的外侧环设有发热圈53,对锡液进行加热,防止锡液提前冷却,降低流动速度。过渡连接管52通过连接法兰与结晶器54固定。结晶器54为双层结构,包括内层结构541及套设于其外的外层结构542;内层结构541的内部的轴向方向设有结晶通道5411,在本实施例中,该结晶通道5411的截面为方形或圆形,与所需制作锡棒的规格尺寸相匹配,内层结构541的外壁上凹设有螺旋状的冷却水导流槽5412,以提高结晶器54的冷却效果,内层结构541的整体呈圆柱形结构;外层结构542的内壁与内层结构541的外壁相配合,使导流槽5412可通循环冷却水,即,外层结构542为对导流槽5412封装成一个可通循环水的外套。结晶器54通过结晶器支承座55固设于牵引机构6上。
42.参考图5所示,牵引机构6包括有牵引组件61和抱紧组件62;牵引组件61设于机架1上,抱紧组件62设于牵引组件61上,抱紧组件62抱紧锡材,牵引组件61带动抱紧组件62移动,以牵引锡材向夹紧机构7移动。
43.牵引组件61包括有牵引支座611、牵引油缸612、牵引滑动座613、导柱614和导柱支座615;
44.牵引油缸612通过牵引支座611固设于机架1上,导柱614的一端通过导柱支座615固定于机架1上,另一端固定于夹紧机构7上,牵引滑动座613与牵引油缸612的驱动端连接,且套设于导柱614上,导柱614限定牵引滑动座613的滑动方向,牵引油缸612驱动牵引滑动座613沿导柱614轴向方向移动。
45.抱紧组件62包括有抱紧座621、抱紧油缸622和抓块623;
46.抱紧座621固设于牵引滑动座613上,抱紧座621内设有供锡材通过的牵引通道6211,牵引通道6211上方设有抓块623,抓块623的顶部与抱紧油缸622的驱动端连接,抱紧油缸622固设于抱紧座621上,参考图6所示,在本实施例中,抓块623的底部成齿状,增大抓取锡材的摩擦力,使对锡材的牵引更稳定。
47.抱紧油缸622驱动抓块623向下压紧牵引通道6211内的锡材,牵引油缸612驱动牵引滑动座613向夹紧机构7方向移动,夹紧机构7夹紧锡材后,抱紧油缸622驱动抓块623向上松开牵引通道6211内的锡材,牵引油缸612驱动牵引滑动座613向初始位置移动,抱紧组件62通过往返移动将锡材不断牵引至夹紧机构7。
48.结晶器54通过结晶器支承座55固设于导柱614上。
49.参考图7所示,夹紧机构7包括有夹紧底座71、夹紧支座72、夹紧油缸73和夹块74;
50.夹紧支座72通过夹紧底座71固设于机架1上,夹紧支座72内设有夹紧通道721,夹紧通道721的上方设有夹块74,夹块74的顶部与夹紧油缸73的驱动端连接,夹紧油缸73固设于夹紧支座72上,在本实施例中,夹块74的底部为平底。夹紧底座71上开设有与导柱614相
适应的孔711,导柱614的一端穿设于该孔711内,以此固定导柱614。
51.参考图8、图9所示,切割机构8包括滑动组件81、切割组件82和托辊组件83,滑动组件81设于机架1上,切割组件82设于滑动组件81上,托辊组件83设于机架1上且位于切割组件82的一侧,锡材在托辊组件83上移动,滑动组件81带动切割组件82向托辊组件83方向移动,以切割锡材。
52.滑动组件81包括有滑动底座811、滑动油缸812、滑动导轨813和滑动板814;
53.滑动底座811固设于机架1上,滑动底座811上固设有两根平行设置的滑动导轨813,滑动板814底部的相对两侧设有与滑动导轨813相配合的限位块8141,每侧设有两块限位块8141,滑动板814通过限位块8141活动设置于滑动导轨813上,滑动底座811上设有滑动油缸812,滑动油缸812的驱动端与滑动板814连接,驱动滑动板814移动。
54.切割组件82包括有切割电机821、切割锯片822和切割防护罩823;
55.切割电机821固设于滑动板814上,在本实施例中,切割电机821为减速电机,切割电机821的驱动端与切割锯片822连接,驱动切割锯片822旋转以切割锡材,切割锯片822外盖设有切割防护罩823,切割防护罩823固设于机架1上,用于保护切割锯片822。
56.本铸造机还包括有切削漏斗9,该切削漏斗9设于机架1上,且位于切割防护罩823的下方,用于收集切削废料。
57.托辊组件83用于承托锡材和协助其移动,包括有托辊支座831、辊轮832和辊轮轴833;
58.托辊支座831固设于机架1上,多根辊轮832轴平行排列固设于托辊支座831上,与辊轮轴833同等数量的辊轮832套设于辊轮轴833外,根据锡材切割端面所需形成的倾斜角度,来调整辊轮832轴轴向方向与切割锯片822移动方向形成的角度,以确定辊轮832轴相对切割锯片822设置的位置。
59.生产锡棒时,往保温内胆22注入锡液,搅拌电机32驱动搅拌杆36对锡液进行搅拌,锡阀油缸41驱动锡阀顶杆42向上移动,离开出料口222,锡液经过导流管51和过渡连接管52流至结晶器54内的结晶通道5411,结晶器54上的导流槽5412流通循环冷却水,使锡液冷却固化成锡材,锡液的流动推动锡材向牵引通道6211移动,抱紧油缸622驱动抓块623向下压紧牵引通道6211内的锡材,牵引油缸612驱动牵引滑动座613向夹紧机构7方向移动,至锡材到达托辊组件83,夹紧油缸73在得到定长切割指令后,驱动夹块74夹紧锡材,滑动油缸812驱动滑动板814以带动切割锯片822向锡材移动,切割电机821驱动切割锯片822切割锡材成所需锡棒。
60.综上所述,本实用新型通过保温机构2、搅拌机构3、锡阀机构4、结晶器机构5、牵引机构6、夹紧机构7和切割机构8的相互配合,实现浇铸-成型-脱模-切割的锡棒铸造自动化生产,无须人工进行操作自动倒入锡液、自动牵引和切割,无须人工干预,减少操作人员的工作强度,提高生产效率高。另一方面,由于锡液从保温机构底部流出至结晶器,锡渣杂质等氧化物都浮于液面上,而且,该浇铸过程为密封状态,氧气无法进入结晶器内,所铸造出的成品锡棒具有表面光洁,无氧化,无锡渣杂质的特点,品质优良。
61.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说
明即可。
62.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1