一种五金件表面打磨设备的制作方法
1.本实用新型涉及五金件加工领域,具体地,涉及一种五金件表面打磨设备。
背景技术:
2.一些轴套类五金件,在铸造成型后需要对其表面进行打磨抛光处理,一般采用砂带机进行打磨处理,由于某些型号的轴套其长度较短,使得难以手握轴套进行全面打磨,且手握打磨也存在一定的安全隐患。
3.因此,提供一种能够对轴套类五金件进行有效打磨的五金件表面打磨设备是本实用新型亟需解决的问题。
技术实现要素:
4.本实用新型的目的是提供一种五金件表面打磨设备,解决了由于某些型号的轴套其长度较短,使得难以手握轴套进行全面打磨,且手握打磨也存在一定的安全隐患的问题。
5.为了实现上述目的,本实用新型提供了一种五金件表面打磨设备,所述五金件表面打磨设备包括基座,所述基座上固定有轴承座,所述轴承座内可转动地设置有打磨套,所述打磨套的内壁固定有打磨砂带;
6.所述基座上可滑动地设置有固定组件;
7.所述固定组件包括内部形成有空腔的支撑轴,所述支撑轴的表面铰接有压紧板,所述支撑轴内部可沿其轴线方向位移地设置有圆台型棒体,所述支撑轴上可沿其径向方向位移地设置有推杆,所述推杆一端延伸出所述支撑轴并与所述压紧板相抵触,另一端与所述圆台型棒体的表面相抵触;
8.滑动所述固定组件能够使得所述支撑轴至少部分延伸至所述打磨套内。
9.优选地,位于所述支撑轴内的所述推杆的端部固定有推板,所述推杆上套接有复位弹簧,所述复位弹簧一端与所述推板相抵触,另一端与所述支撑轴的内壁相抵触。
10.优选地,所述支撑轴的外侧面形成有沿其长度方向的槽体,所述压紧板一端铰接在所述槽体内,另一端连接有弧形支撑板。
11.优选地,所述支撑轴的端部形成有螺孔,所述螺孔内扭合有螺杆,所述螺杆一端与所述圆台型棒体相连接,另一端延伸出所述支撑轴。
12.优选地,位于所述支撑轴外部的所述螺杆上固定有旋转把手。
13.优选地,所述弧形支撑板的表面固定有橡胶垫。
14.优选地,所述基座上固定有滑轨,所述支撑轴上固定有滑块,所述滑块至少部分可滑动地卡合在所述滑轨内。
15.优选地,所述轴承座内固定有轴承,所述打磨套可转动地卡合在所述轴承内。
16.优选地,所述基座上固定有电机,所述电机的输出轴上连接有第一齿轮,所述打磨套的端部固定有与所述第一齿轮相啮合的第二齿轮。
17.本实用新型提供了一种五金件表面打磨设备,所述五金件表面打磨设备包括基
座,所述基座上固定有轴承座,所述轴承座内可转动地设置有打磨套,所述打磨套的内壁固定有打磨砂带;所述基座上可滑动地设置有固定组件;所述固定组件包括内部形成有空腔的支撑轴,所述支撑轴的表面铰接有压紧板,所述支撑轴内部可沿其轴线方向位移地设置有圆台型棒体,所述支撑轴上可沿其径向方向位移地设置有推杆,所述推杆一端延伸出所述支撑轴并与所述压紧板相抵触,另一端与所述圆台型棒体的表面相抵触;滑动所述固定组件能够使得所述支撑轴至少部分延伸至所述打磨套内;在作业时,将轴套类五金件套接在支撑轴的表面,推动圆台型棒体,使得其抵压推杆往外位移,从而推动支撑轴外部的压紧板往外扩张,使得压紧板与轴套类五金件的内壁抵触,从而使得轴套紧固在支撑轴上,之后推动支撑轴使得其带动轴套位移至所述打磨套内,随着打磨套的旋转,以利用其内壁固定的打磨砂带对轴套的表面进行打磨抛光处理;本实用新型提供的五金件表面打磨设备能够对轴套类五金件进行有效表面抛光打磨处理。
18.本实用新型的其他特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
19.附图是用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本实用新型,但并不构成对本实用新型的限制。在附图中:
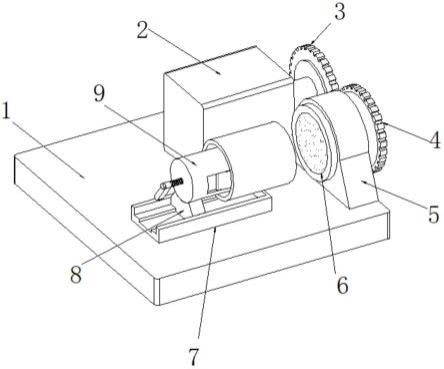
20.图1是本实用新型提供的五金件表面打磨设备的结构图;
21.图2是本实用新型提供的五金件表面打磨设备中固定组件的结构图;
22.图3是本实用新型提供的五金件表面打磨设备中支撑轴的剖视图。
23.附图标记说明
24.1-基座;2-电机;3-第一齿轮;4-第二齿轮;5-第二齿轮;6-打磨套;7-滑轨;8-滑块;9-支撑轴;91-槽体;92-压紧板;93-弧形支撑板;94-螺杆;95-旋转把手;96-推杆;97-推板;98-圆台型棒体。
具体实施方式
25.以下结合附图对本实用新型的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,并不用于限制本实用新型。
26.如图1-3所示:本实用新型提供了一种五金件表面打磨设备,其特征在于,所述五金件表面打磨设备包括基座1,所述基座1上固定有轴承座5,所述轴承座5内可转动地设置有打磨套6,所述打磨套6的内壁固定有打磨砂带;所述基座1上可滑动地设置有固定组件;所述固定组件包括内部形成有空腔的支撑轴9,所述支撑轴9的表面铰接有压紧板92,所述支撑轴9内部可沿其轴线方向位移地设置有圆台型棒体98,所述支撑轴9上可沿其径向方向位移地设置有推杆96,所述推杆96一端延伸出所述支撑轴9并与所述压紧板92相抵触,另一端与所述圆台型棒体98的表面相抵触;滑动所述固定组件能够使得所述支撑轴9至少部分延伸至所述打磨套6内。在作业时,将轴套类五金件套接在支撑轴的表面,推动圆台型棒体,使得其抵压推杆往外位移,从而推动支撑轴外部的压紧板往外扩张,使得压紧板与轴套类五金件的内壁抵触,从而使得轴套紧固在支撑轴上,之后推动支撑轴使得其带动轴套位移至所述打磨套内,随着打磨套的旋转,以利用其内壁固定的打磨砂带对轴套的表面进行打磨抛光处理;本实用新型提供的五金件表面打磨设备能够对轴套类五金件进行有效表面抛
光打磨处理。
27.在本实用新型的一种优选的实施方式中,为了使得推杆96具有复位功能,位于所述支撑轴9内的所述推杆96的端部固定有推板97,所述推杆96上套接有复位弹簧,所述复位弹簧一端与所述推板97相抵触,另一端与所述支撑轴9的内壁相抵触。这里的圆台型棒体为一端大一端小的圆柱棒,当推动圆台型棒体时,其推动推杆往外运动,此时复位弹簧发生压缩,当需要卸下打磨轴套时,反向位移圆台型棒体,此时推杆在复位弹簧的弹力作用下带动推杆复位,压紧板92在没有推杆的支撑力作用下发生松弛,便于轴套的卸除。
28.在本实用新型的一种优选的实施方式中,所述支撑轴9的外侧面形成有沿其长度方向的槽体91,所述压紧板92一端铰接在所述槽体91内,另一端连接有弧形支撑板93。这里的弧形支撑板93能够增加其与轴套类工件内壁的接触面积,提高锁紧程度。
29.在本实用新型的一种优选的实施方式中,为了便于位移圆台型棒体98,所述支撑轴9的端部形成有螺孔,所述螺孔内扭合有螺杆94,所述螺杆94一端与所述圆台型棒体98相连接,另一端延伸出所述支撑轴9。
30.在本实用新型的一种优选的实施方式中,为了便于旋转螺杆,位于所述支撑轴9外部的所述螺杆94上固定有旋转把手95。
31.在本实用新型的一种优选的实施方式中,为了增加弧形支撑板和轴套类工件内壁的摩擦力,所述弧形支撑板93的表面固定有橡胶垫。这里的橡胶垫表面可以设置防滑纹结构。
32.在本实用新型的一种优选的实施方式中,为了对支撑轴的位移进行限位,所述基座1上固定有滑轨7,所述支撑轴9上固定有滑块8,所述滑块8至少部分可滑动地卡合在所述滑轨7内。
33.在本实用新型的一种优选的实施方式中,为了使得打磨套能够更为顺畅的转动,所述轴承座5内固定有轴承,所述打磨套6可转动地卡合在所述轴承内。
34.在本实用新型的一种优选的实施方式中,所述基座1上固定有电机2,所述电机2的输出轴上连接有第一齿轮3,所述打磨套6的端部固定有与所述第一齿轮3相啮合的第二齿轮4。通过电机2、第一齿轮3和第二齿轮4带动打磨套6旋转,以对轴套类工件的表面进行打磨抛光处理。
35.以上结合附图详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于上述实施方式中的具体细节,在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型,这些简单变型均属于本实用新型的保护范围。
36.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
37.此外,本实用新型的各种不同的实施方式之间也可以进行任意组合,只要其不违背本实用新型的思想,其同样应当视为本实用新型所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1