一种金属表面处理线的轨道切换机构的制作方法
1.本技术涉及轨道输送技术领域,尤其是涉及一种金属表面处理线的轨道切换机构。
背景技术:
2.装载机驾驶室的壳体在封板成型前一般需要经过酸洗及电泳,使得壳体不易发生腐蚀,同时增加壳体内腔、焊缝、边缘等传统涂装方式薄弱的部位也能获得很好的涂层保护,在实际生产过程中,部分结构可根据实际情况不需要进行电泳,只需要进行酸洗,但大部门生产车间针对需要酸洗及电泳、或只需要单独酸洗工艺均采用分开独立的两条对应轨道处理线进行工艺生产。
3.针对上述中的相关技术,发明人发现设置对应的不同轨道处理线分别加工,造成了较大的成本投入,同时空间占用较大。因此,如何设计一条可以兼容单独酸洗或酸洗及电泳两道工艺均需要的可并线处理线轨道是本领域技术人员需要解决的问题。
技术实现要素:
4.为了改善不同工艺需要设置对应轨道分开独立加工,造成投入成本大、空间占用大的问题,本技术的目的是提供一种金属表面处理线的轨道切换机构。
5.本技术提供的一种金属表面处理线的轨道切换机构采用如下的技术方案:
6.一种金属表面处理线的轨道切换机构,包含滑行轨道,所述滑行轨道为环形闭合式结构,滑行轨道横截面为“工”形结构,内侧为内线槽,外侧为外线槽,所述内线槽内设置有带动金属移动的滑移机构,所述滑行轨道位于所述内线槽内设置有切换机构,所述切换机构包含延伸轨道及驱动件,所述驱动件控制所述延伸轨道活动搭接在所述滑行轨道的内线槽上形成分段闭合式结构。
7.通过采用上述技术方案,滑移机构便于带动金属进行位置移动,通过设置切换机构,可以改变原有的滑行轨道的内线槽走线路径,使得单独酸洗或者酸洗及电泳工艺方式均可在同一条滑移机构上控制实现,有效降低了投入成本及减小了占用空间大的问题。
8.可选的,所述滑行轨道的底部设置有酸洗池和电泳池,所述切换机构位于所述酸洗池及电泳池之间,当所述延伸轨道活动搭接在所述内线槽上形成通道闭合时,所述滑移机构带动金属做酸洗工艺;当所述延伸轨道未搭接在所述内线槽上时,所述滑移机构带动金属做酸洗及电泳工艺。
9.通过采用上述技术方案,切换机构用于改变滑移机构的滑移路径方向,当延伸轨道活动搭接在内线槽上形成通道闭合时,滑移机构带动金属在酸洗池内实现酸洗工艺,当延伸轨道未搭接在内线槽上时,滑移机构带动金属沿着滑行轨道依次经过酸洗池及电泳池,完成酸洗、电泳工艺。
10.可选的,所述延伸轨道及驱动件对应设置有两个,两个所述延伸轨道之间设置有抵接件,两个所述延伸轨道分别抵接在环形闭合式所述滑行轨道左右相邻的所述内线槽
内。
11.通过采用上述技术方案,为了控制延伸轨道能够水平滑移抵接在内线槽上,延伸轨道设置有两个,通过相应的驱动件控制延伸轨道抵接在抵接件的两端,同时延伸轨道的两端分别抵接在内线槽上,形成分段式闭合结构,确保滑移机构能够带动金属只经过酸洗池处理。
12.可选的,所述驱动件上活动设置有丝杆,所述延伸轨道的顶部设置有固定块,所述丝杆贯穿所述固定块。
13.通过采用上述技术方案,驱动件控制丝杆转动带动固定块上的延伸轨道进行前后移动,以控制滑移机构改变滑移路径。
14.可选的,所述延伸轨道及抵接件与所述滑行轨道的横截面外形结构大小相同。
15.通过采用上述技术方案,横截面外形结构大小相同,均为“工”形结构,使得延伸轨道及抵接件上均存在与滑行轨道的内线槽及外线槽相连通的内线槽及外线槽结构,便于滑移组件无干涉滑移流转。
16.可选的,所述滑移机构包含伸缩件及固定架,所述固定架位于所述伸缩件的底部,所述伸缩件带动所述固定架上下升降,金属悬挂在所述固定架上,所述伸缩件的顶部设置有固定片,所述固定片上设置有辊轮,所述辊轮沿着所述内线槽作滑移运动。
17.通过采用上述技术方案,伸缩件的驱动端上下移动带动固定架进行上下升降,当需要进行酸洗或电泳时,伸缩件控制金属向下伸缩至相应的酸洗池或电泳池内,通过辊轮带动整个滑移机构沿着滑行轨道的内线槽轨迹移动。
18.可选的,环形闭合式所述滑行轨道弯曲处,弧度能够满足所述滑移机构贴合所述内线槽内壁实现转弯滑移。
19.通过采用上述技术方案,使得辊轮在内线槽的弯曲位置处移动时,不会脱离内线槽,同时不会产生移动干涉现象,弧度的设计能够满足滑移机构正常移动。
20.可选的,所述滑移机构设置有两个,两个对应的所述伸缩件的驱动端分别连接在所述固定架的左右两端。
21.通过采用上述技术方案,滑移机构设置有两个,能够维持固定架上的金属平稳运行,防止大范围内的晃动。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1.通过设置切换机构,可以改变原有的滑行轨道的内线槽走线路径,使得单独酸洗或者酸洗及电泳工艺方式均可在同一条滑移机构上控制实现,有效降低了投入成本及减小了占用空间大的问题,整体实用性强,具有较大的市场推广价值。
附图说明
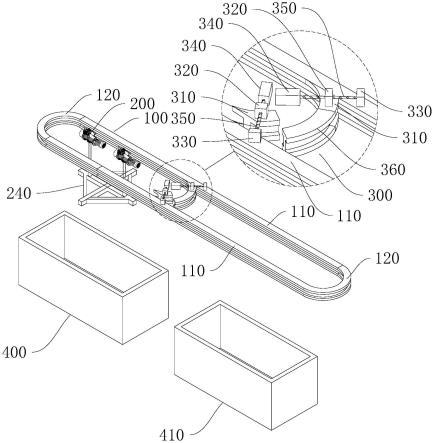
24.图1是本技术实施例1的整体结构示意图;
25.图2是对应图1隐藏固定板的结构示意图;
26.图3是本技术实施例1的第一状态结构示意图;
27.图4是本技术实施例1的第二状态结构示意图。
28.附图标记说明:
29.100、滑行轨道;110、直线轨道;120、弧形轨道;130、内线槽;140、外线槽;200、滑移
机构;210、伸缩件;220、固定片;230、辊轮;240、固定架;300、切换机构;310、延伸轨道;320、固定块;330、连接块;340、驱动件;350、丝杆;360、抵接件;370、辅助线槽;固定板380;400、酸洗池;410、电泳池。
具体实施方式
30.以下结合附图1-4,对本技术作进一步详细说明。
31.实施例1:一种金属表面处理线的轨道切换机构,参照图1,包含滑行轨道100及滑移机构200,滑行机构为环形闭合式结构,包含两个直线轨道110及弧形轨道120,两个直线轨道110相互平行设置,两个弧形轨道120分别设置在两个直线轨道110的左右两端。滑行轨道100横截面为“工”形结构,内侧设置有内线槽130,外侧设置有外线槽140,内线槽130与外线槽140外形结构大小相同,内线槽130内设置有带动金属移动的滑移机构200。滑移机构200包含伸缩件210及固定架240,固定架240位于伸缩件210的底部,伸缩件210的驱动端连接固定架240且带动固定架240实现上下升降。作为优选,本技术实施例中伸缩件210采用升降电机,金属通过悬挂的方式可拆卸的连接在固定架240上,伸缩件210的顶部固定设置有固定片220,固定片220的内侧面贴合滑行轨道100的内线槽130,固定片220位于内线槽130的顶部位置处设置有一组辊轮230,辊轮230沿着直线轨道110及弧形轨道120上的内线槽130作滑移运动。
32.应当说明的是,为了使得辊轮230在内线槽130滑移时不会向外脱出,同时固定片220沿着滑行轨道100贴合时,由直线轨道110滑行至弧形轨道120不会产生干涉现象,弧形轨道120的弧度设计能够满足滑移机构200贴合内线槽130的内壁实现转弯滑移。
33.参照图2和图3,为了能够维持固定架240上的金属平稳运行,防止金属悬挂后固定架240产生大范围内的晃动。本技术实施例中滑移机构200设置有两个,两个滑移机构200对应的伸缩件210的驱动端分别连接在固定架240的左右两端。滑移轨道位于直线轨道110的中部且位于内线槽130内设置有切换机构300。切换机构300包含延伸轨道310、驱动件340及抵接件360,延伸轨道310及驱动件340分别设置有两个,两个延伸轨道310的两端分别抵接在抵接件360的两端,延伸轨道310与抵接件360形成的组件弧度与弧形轨道120弧度相同,两个延伸轨道310远离抵接件360的一端分别抵接在环形闭合式滑行轨道100位于直线轨道110的内线槽130内。
34.具体地,参照图4,延伸轨道310及抵接件360形成的组件内侧设置有辅助线槽370,辅助线槽370与内线槽130结构尺寸相同,且两者相互连通。驱动件340上活动设置有丝杆350,延伸轨道310的顶部固定设置有固定块320,直线轨道110的顶部靠近延伸轨道310的侧边处设置有连接块330,丝杆350分别依次穿过固定块320及连接块330,驱动件340控制丝杆350转动带动固定块320上的延伸轨道310进行前后移动,以控制滑移机构200改变滑移路径,驱动件340的顶部设置有固定板380,驱动件340固定安装在固定板380上。
35.应当说明的是,为了使得辅助线槽370与内线槽130结构尺寸相同且相互连通,便于滑移组件无干涉滑移流转,延伸轨道310及抵接件360与滑行轨道100的横截面外形结构大小相同,均为“工”形结构。
36.参照图1和图2,滑行轨道100的底部设置有酸洗池400及电泳池410,沿着滑行轨道100的滑移方向,酸洗池400位于电泳池410的前端,切换机构300位于酸洗池400及电泳池
410之间。当延伸轨道310活动搭接在内线槽130上,辅助线槽370与内线槽130形成通道闭合时,滑移机构200带动金属做酸洗工艺;当延伸轨道310未搭接在内线槽130上,辅助线槽370未与内线槽130连通时,滑移机构200继续沿着滑行轨道100带动金属做酸洗及电泳工艺。
37.本技术实施例的实施原理为:滑移机构200带动固定架240上的金属沿着滑行轨道100的内线槽130滑行。当金属需要做酸洗工艺时,切换结构在驱动件340的控制下实现辅助线槽370与内线槽130形成分段式闭合通道,使得滑移机构200只流经酸洗池400不流经电泳池410,由此实现金属只进行酸洗工艺生产过程;当金属需要做酸洗及电泳两道工艺时,切换机构300在驱动件340的控制下使得延伸轨道310脱离滑行轨道100上的内线槽130,使得滑移机构200只能沿着滑行轨道100的内线槽130轨迹滑行,分别流经酸洗槽及电泳槽,最终实现金属进行酸洗及电泳的工艺生产过程。
38.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,其中相同的零部件用相同的附图标记表示。故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1